
MMTA:TRIP鋼電阻點(diǎn)焊缺陷機(jī)理研究及其對(duì)性能的影響
2018-09-12 12:40:32
作者:本網(wǎng)整理 來(lái)源:材料人
分享至:


【引言】
隨著汽車輕量化要求的越來(lái)越高,高強(qiáng)鋼越來(lái)越多的應(yīng)用到汽車車身。目前,電阻點(diǎn)焊仍然是汽車車身的主要連接技術(shù),但由于高強(qiáng)鋼合金元素較多,熱物理性能參數(shù)復(fù)雜,所以高強(qiáng)鋼電阻點(diǎn)焊時(shí)很容易產(chǎn)生焊接缺陷。目前高強(qiáng)鋼電阻點(diǎn)焊的顯微組織和力學(xué)性能研究較多,而焊接缺陷形成機(jī)理及其對(duì)性能的影響研究較少。
【成果簡(jiǎn)介】
近日,伊朗的伊斯蘭自由大學(xué)的Rouholah Ashiri在Metallurgical and Materials Transactions A上發(fā)表了最新的研究成果“A Phenomenological Study of Weld Discontinuities and Defects in Resistance Spot Welding of Advanced High Strength TRIP Steel”。在該文中,研究人員對(duì)電阻點(diǎn)焊時(shí)易產(chǎn)生缺陷的TRIP鋼進(jìn)行了研究,并探究了缺陷的形成機(jī)理及其對(duì)性能的影響。
【圖文導(dǎo)讀】
圖1 拉伸實(shí)驗(yàn)設(shè)備及夾具
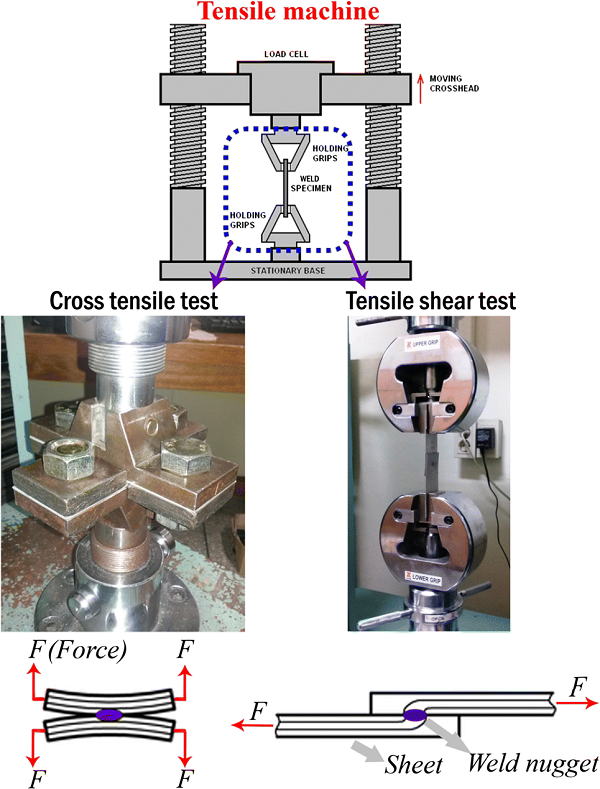
圖2 焊接電流對(duì)熔核尺寸和接頭強(qiáng)度的影響
(a)焊接電流對(duì)熔核尺寸的影響
(b)焊接電流對(duì)拉伸剪切強(qiáng)度和十字拉伸強(qiáng)度的影響
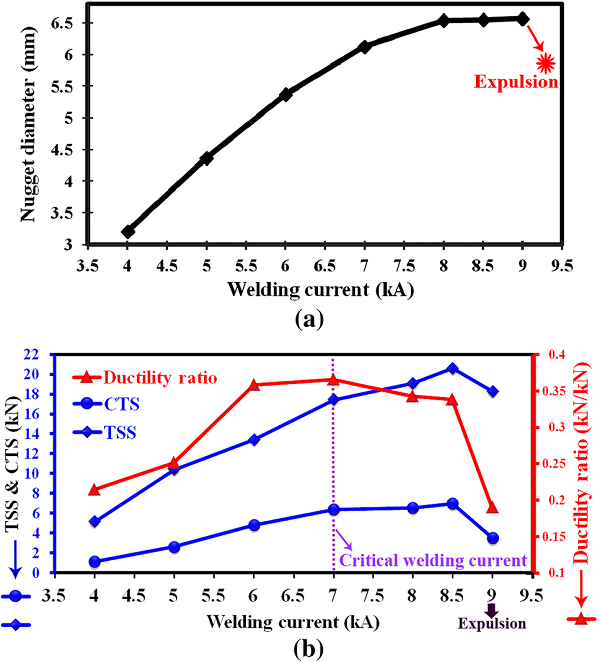
圖3 裂紋變化情況和載荷之間的關(guān)系
(a)TRIP鋼電阻點(diǎn)焊熱輸入較大時(shí)的宏觀組織
(b)力學(xué)性能測(cè)試時(shí),載荷狀態(tài)對(duì)熔核的影響

圖4 熔深和焊接電流的關(guān)系
(a)電極壓入深度和焊接電流的關(guān)系
(b)相同熔核直徑下,TRIP鋼和HSLA440鋼熔深比較

圖5 極大熱輸入時(shí)的熔核噴濺
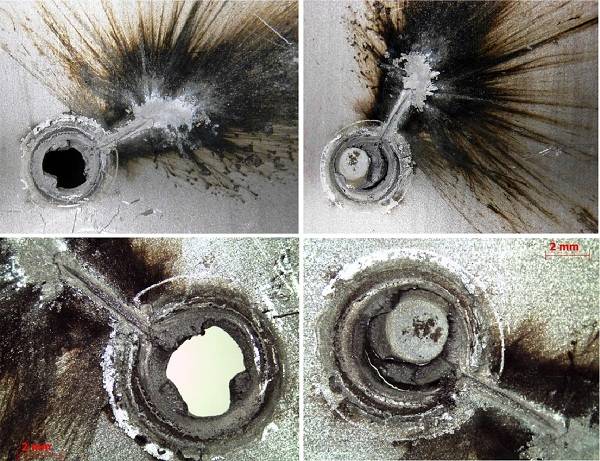
圖6 電阻點(diǎn)焊熔核凝固后的宏觀組織
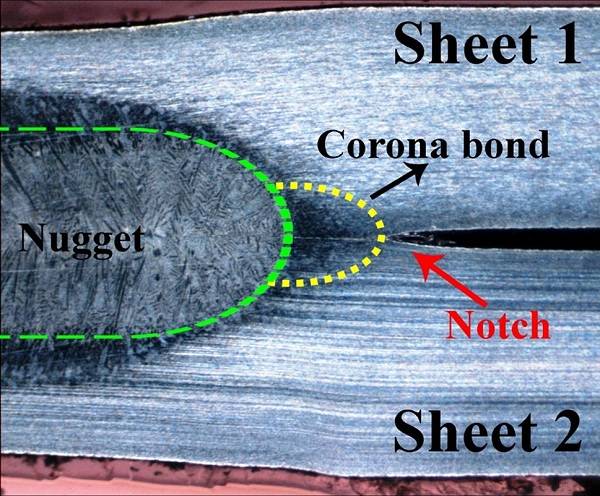
圖7 HSLA鋼和TRIP鋼相同熔核直徑下,焊接結(jié)束時(shí)刻二者溫度場(chǎng)分布
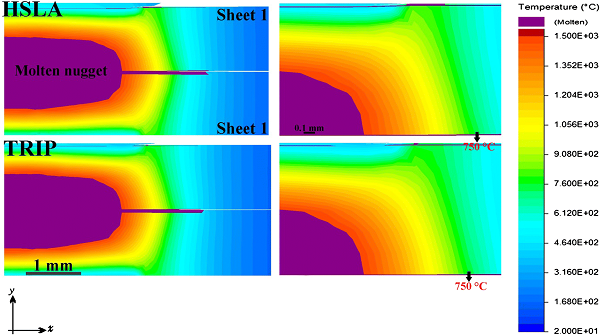
圖8 電極邊緣裂紋處的顯微組織圖
(a)電極邊緣的光鏡圖
(b)裂紋處的SE和BSE掃描電鏡圖及線掃描圖
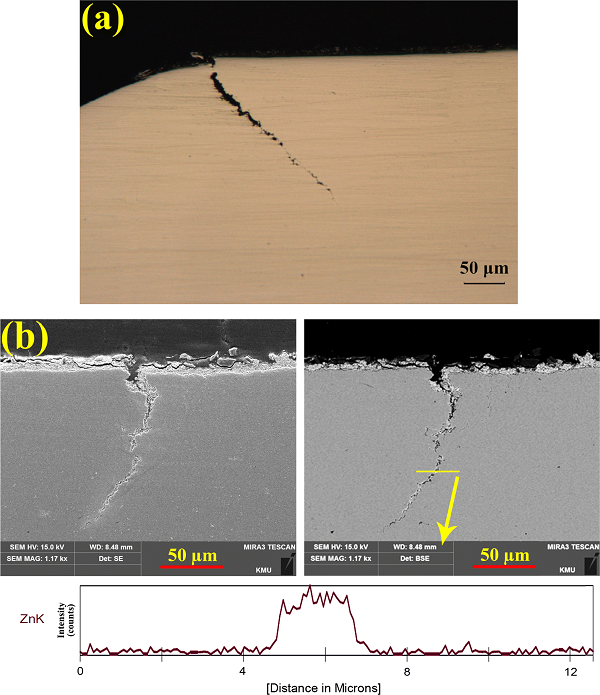
圖9 電極表面裂紋處的溫度場(chǎng)和應(yīng)力場(chǎng)分布
(a)表面裂紋處的溫度場(chǎng)分布
(b)表面裂紋處的應(yīng)力場(chǎng)分布
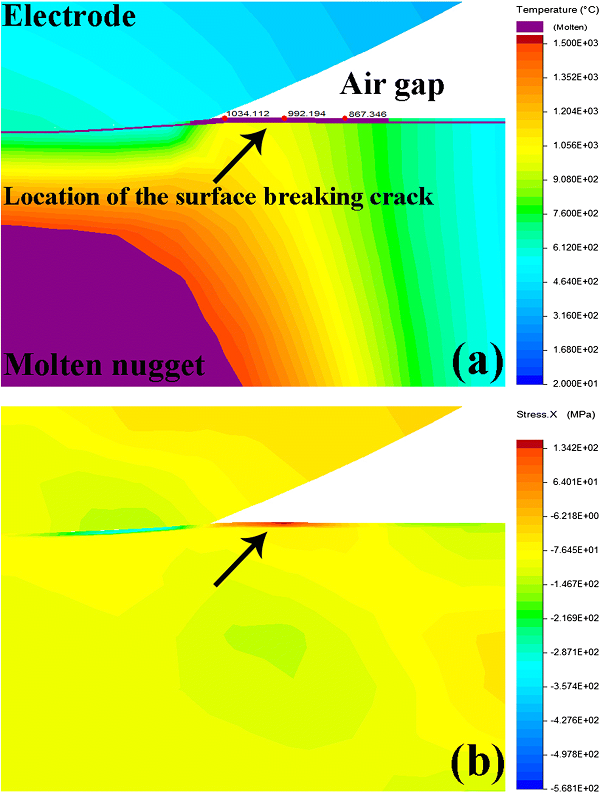
圖10 HSLA鋼不發(fā)生噴濺的臨界電流下的顯微組織
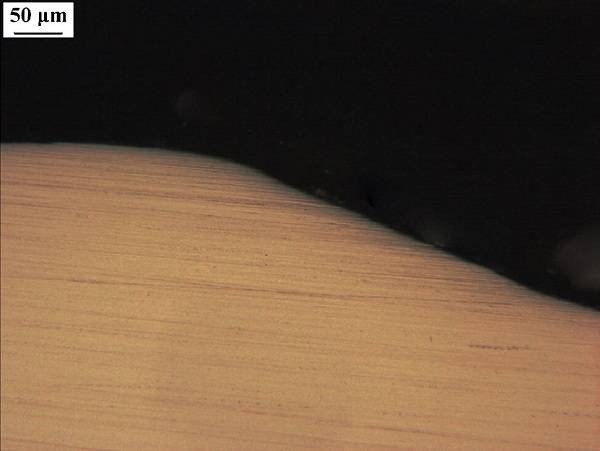
圖11 液化裂紋的光鏡圖和SEM圖
(a)電阻點(diǎn)焊時(shí)液化裂紋位置和形狀的光鏡圖
(b)說(shuō)明液化裂紋顯微組織的光鏡圖和SEM圖
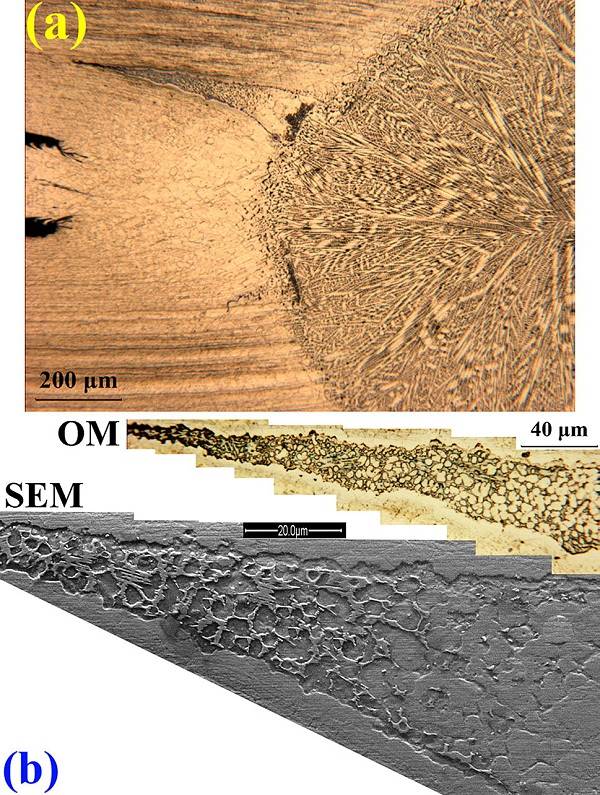
圖12 液化裂紋處的FE-EMPA線掃描分析
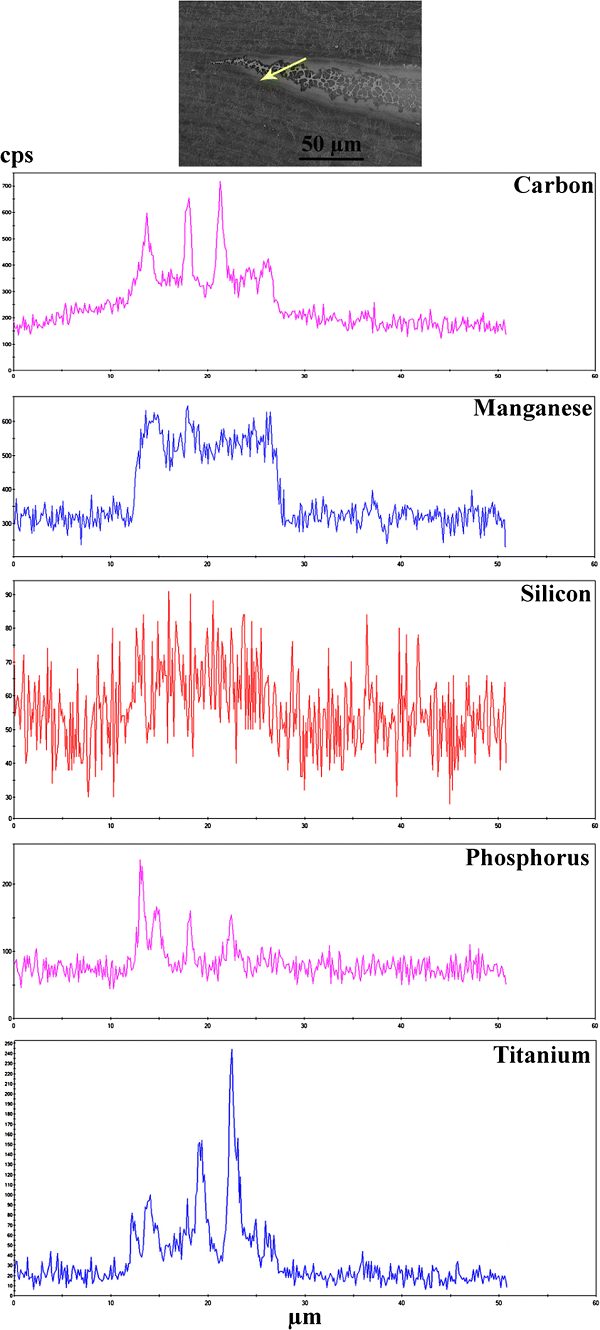
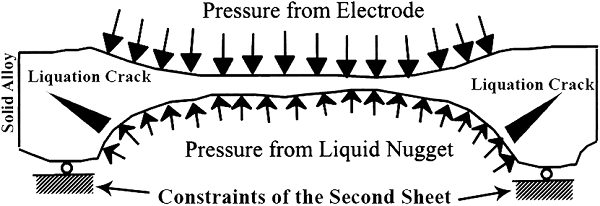
圖13 液化裂紋形成位置示意圖
【小結(jié)】
研究發(fā)現(xiàn)復(fù)雜的熱力過(guò)程以及合金的熱力學(xué)參數(shù)對(duì)焊接接頭缺陷影響較大。焊接過(guò)程中的熱輸入也會(huì)影響焊接缺陷的形成。從塑性測(cè)試結(jié)果來(lái)看,TRIP鋼電阻點(diǎn)焊時(shí),缺陷的形成存在臨界熱輸入和臨界熔核尺寸。熱輸入較高時(shí),熔核噴濺、液化裂紋及電極磨損對(duì)缺陷影響更大。
文獻(xiàn)鏈接:A Phenomenological Study of Weld Discontinuities and Defects in Resistance Spot Welding of Advanced High Strength TRIP Steel(Metallurgical and Materials Transactions A,2018,doi.org/10.1007/s11661-018-4900-0)。
更多關(guān)于材料方面、材料腐蝕控制、材料科普等方面的國(guó)內(nèi)外最新動(dòng)態(tài),我們網(wǎng)站會(huì)不斷更新。希望大家一直關(guān)注中國(guó)腐蝕與防護(hù)網(wǎng)http://www.ecorr.org
責(zé)任編輯:殷鵬飛
《中國(guó)腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
投稿聯(lián)系:編輯部
電話:010-62313558-806
郵箱:fsfhzy666@163.com
中國(guó)腐蝕與防護(hù)網(wǎng)官方 QQ群:140808414
免責(zé)聲明:本網(wǎng)站所轉(zhuǎn)載的文字、圖片與視頻資料版權(quán)歸原創(chuàng)作者所有,如果涉及侵權(quán),請(qǐng)第一時(shí)間聯(lián)系本網(wǎng)刪除。
-
標(biāo)簽: 輕量化, 金屬, TRIP鋼, 電阻點(diǎn)焊缺陷
相關(guān)文章

官方微信
《中國(guó)腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62313558-806
- 郵箱:fsfhzy666@163.com
- 中國(guó)腐蝕與防護(hù)網(wǎng)官方QQ群:140808414
文章推薦
點(diǎn)擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點(diǎn)擊數(shù):5768

腐蝕與“海上絲綢之路”
點(diǎn)擊數(shù):4763