
金屬表面噴丸處理工藝
2018-09-29 11:42:04
作者:無憂 來源:金屬材料科學與技術
分享至:


通過合金化、塑性變形和熱處理等手段提高金屬材料的強度,稱為金屬的強化。
強度是材料對塑性變形和斷裂的抗力,用給定條件下材料所能承受的應力來表示。隨試驗條件不同,強度有不同的表示方法,如室溫準靜態拉伸試驗所測定的屈服強度、流變強度、抗拉強度、斷裂強度等(見金屬力學性能的表征);壓縮試驗中的抗壓強度;彎曲試驗中的抗彎強度;疲勞試驗中的疲勞強度(見疲勞);高溫條件靜態拉伸所測的持久強度(見蠕變)。
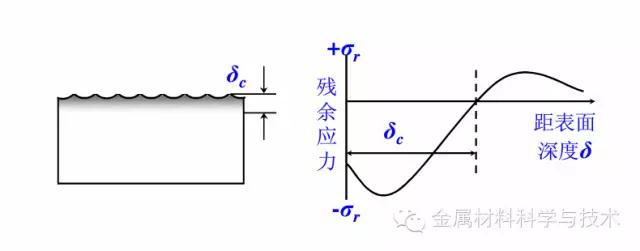
噴丸強化也稱噴丸處理,是提高零件疲勞壽命的有效方法之一,噴丸強化就是將高速彈丸流噴射到金屬工件表面,使金屬工件表層發生塑性變形,而形成一定厚度的強化層,強化層內形成較高的殘余壓應力。
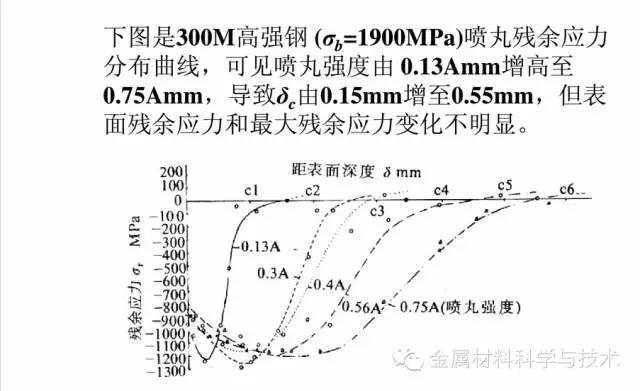
對于低強度材料,噴丸可以產生良好的表面強化層,但對于高強度材料,噴丸很難形成明顯的強化層,但可以引入較強的殘余壓應力。
最常使用噴丸的構件是彈簧,由于彈簧表面壓應力的存在,當彈簧承受載荷時可以抵消一部分抗應力,從而提高工作的疲勞強度。
噴丸強化分為:一般噴丸、二次噴丸、熱噴丸、復合噴丸和應力噴丸。一般處理時,鋼板在自由狀態下,用高速鋼丸打擊鋼板的里面,使其表面產生預壓應力。以減少工作中鋼板表面的拉應力,增加使用壽命。應力噴丸處理是將鋼板在一定的作用力下的預先彎曲,然后進行噴丸處理。
噴丸強化影響工件表面深度取決于工作自身強度,工件自身強度越高,影響深度越小。通常影響深度為0.1-0.8mm。
噴丸強化可以清除工件表面銹蝕層,但對油污清理作用不顯著。噴丸強化可以顯著提高工作表面的耐腐蝕性能和工件的抗疲勞性能。
噴丸工藝已廣泛應用于鋁合金、鈦合金、鎂合金、不銹鋼、結構鋼、高強鋼、超高強鋼、高溫合金和粉末冶金制備的零件。
與其它表面處理工藝相比,它具有操作簡便、價格低廉、適應性廣和強化效果顯著等特點。
噴丸用的彈丸通常是鋼絲切丸,尺寸為0.5-0.8mm,硬度為55-58HRC。
氣動式噴丸機:吸入式氣動噴丸機、重力式氣動噴丸機,葉輪式離心噴丸機。
更多關于材料方面、材料腐蝕控制、材料科普等方面的國內外最新動態,我們網站會不斷更新。希望大家一直關注中國腐蝕與防護網http://www.ecorr.org
責任編輯:韓鑫
《中國腐蝕與防護網電子期刊》征訂啟事
投稿聯系:編輯部
電話:010-62313558-806
郵箱:fsfhzy666@163.com
中國腐蝕與防護網官方 QQ群:140808414
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62313558-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:5768

腐蝕與“海上絲綢之路”
點擊數:4763