
涂層對(duì)硬質(zhì)合金基體強(qiáng)度的影響
2019-05-16 11:16:51
作者:本網(wǎng)整理 來(lái)源:工具技術(shù)
分享至:


硬質(zhì)合金強(qiáng)度是表征產(chǎn)品韌性、抗沖擊能力的關(guān)鍵指標(biāo)之一。在斷續(xù)切削、不均勻切削(包括帶黑皮加工)等金屬切削加工領(lǐng)域,刀具斷裂或崩碎是最主要的失效方式,因此對(duì)硬質(zhì)合金基體強(qiáng)度提出了極高要求。
在現(xiàn)代切削加工中,涂層技術(shù)的引入使刀具的耐高溫、耐磨、耐腐蝕等性能都得到了很大提升,達(dá)到了高速加工的要求。但由于涂層刀具在高速加工中的耐沖擊能力不理想,國(guó)內(nèi)大部分工況惡劣的粗加工領(lǐng)域還在使用切削效率非常低的非涂層刀具。經(jīng)過分析和研究認(rèn)為,涂層過程中硬質(zhì)合金基體長(zhǎng)時(shí)間處于500℃-1100℃,對(duì)基體的強(qiáng)度會(huì)產(chǎn)生不利影響,使涂層刀具的耐沖擊性能下降。
試驗(yàn)方案與試驗(yàn)結(jié)果
試驗(yàn)選用6種K系列涂層硬質(zhì)合金基體牌號(hào),基體WC粒度分別為0.4μm、0.6μm、0.8μm、1.5μm、3.0μm和4.0μm,其主要成分為WC+Co,含有微量添加劑。每個(gè)牌號(hào)選用同一批原料,分別壓制5.25mm×6.5mm×20mm的強(qiáng)度試樣條30根,同爐同舟皿一次燒結(jié)出來(lái)。取10根磨制試樣進(jìn)行強(qiáng)度檢測(cè),取未磨毛坯試樣條10根進(jìn)行CVD涂層、10根進(jìn)行PVD涂層。對(duì)涂層后的試樣條分別進(jìn)行磨樣,并檢測(cè)硬質(zhì)合金基體的強(qiáng)度,從而研究涂層后各種粒度的硬質(zhì)合金基體強(qiáng)度的變化。
圖1為不同粒度基體在涂層前后強(qiáng)度的變化情況。除去試驗(yàn)中磨樣、人為操作等偶然因素外,由圖1可知,強(qiáng)度變化趨勢(shì)明顯,同一種基體牌號(hào)燒結(jié)后強(qiáng)度>PVD涂層后強(qiáng)度>CVD涂層后強(qiáng)度。
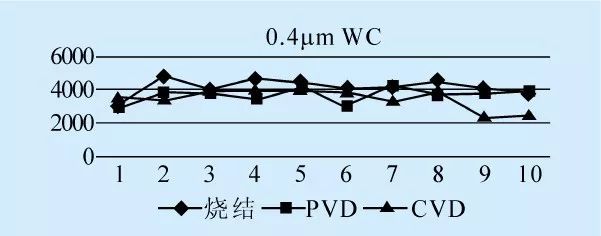
(a)0.4μm
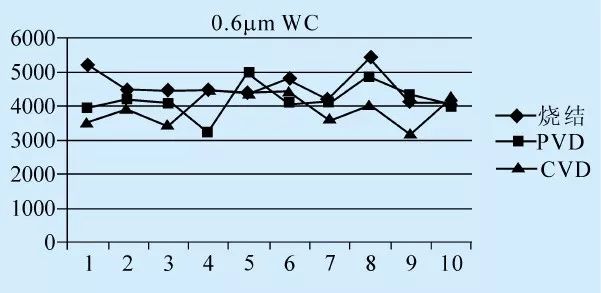
(b)0.6μm
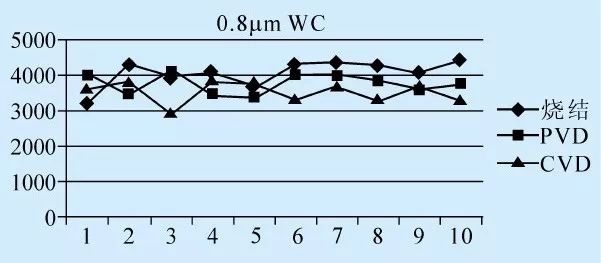
(c)0.8μm
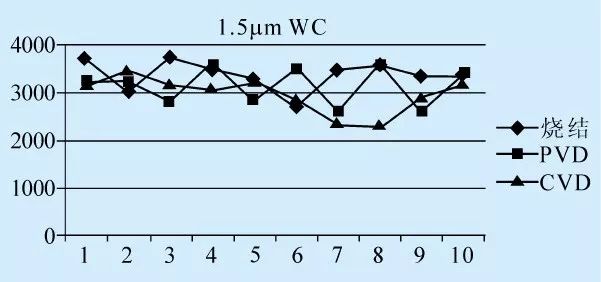
(d)1.5μm
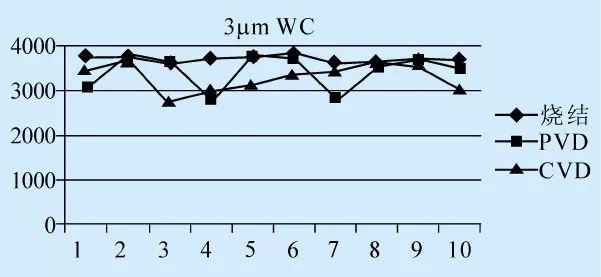
(e)3μm
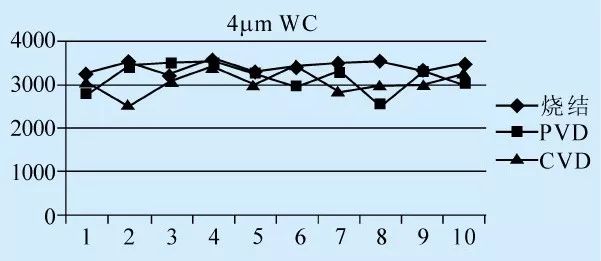
(f)4μm
圖1 不同粒度的基體強(qiáng)度變化
圖2是試樣條在燒結(jié)態(tài)、PVD涂層態(tài)和CVD涂層態(tài)的平均強(qiáng)度變化趨勢(shì)。由圖2可知,試樣經(jīng)過PVD和CVD涂層后強(qiáng)度呈下降趨勢(shì),且CVD涂層比PVD涂層降低得更多。
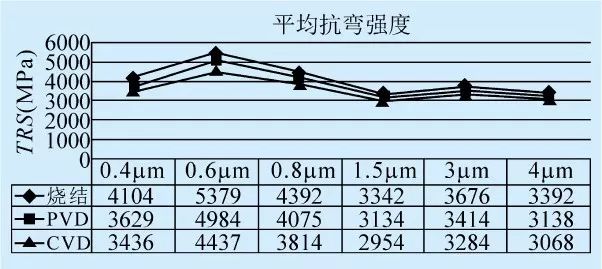
圖2 不同晶粒度的基體涂層前后的平均抗彎強(qiáng)度變化
圖3是PVD涂層態(tài)和CVD涂層態(tài)試樣條相比燒結(jié)態(tài)試樣條的強(qiáng)度下降幅度對(duì)比。由圖可知:WC粒度0.4μm的牌號(hào),PVD涂層態(tài)強(qiáng)度下降約11.6%,CVD涂層態(tài)強(qiáng)度下降16.3%;其它硬質(zhì)合金基體牌號(hào)PVD涂層態(tài)強(qiáng)度下降在6%-8%之間,CVD涂層態(tài)強(qiáng)度下降了10%-12%。隨著粒度的加粗,PVD涂層后的強(qiáng)度降低幅度先減少后又增加,CVD涂層后的強(qiáng)度降低幅度則隨著晶粒度的加粗而降低。
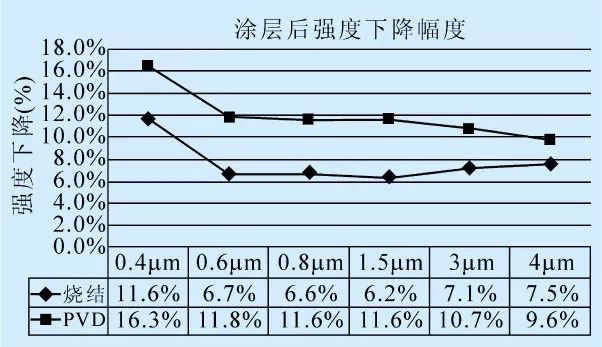
圖3 不同晶粒度基體涂層后的強(qiáng)度下降幅度對(duì)比
通過以上試驗(yàn)發(fā)現(xiàn),經(jīng)過PVD涂層和CVD涂層后,同一種硬質(zhì)合金基體牌號(hào)的涂層刀具強(qiáng)度比非涂層刀具降低約10%。在設(shè)計(jì)涂層刀具基體牌號(hào)時(shí)要充分考慮這一強(qiáng)度降幅,才能保證刀具在實(shí)際切削過程中的抗沖擊性達(dá)到基體設(shè)計(jì)的要求。
小結(jié)
在高速、高效加工中,不僅要求刀具具有耐高溫、高耐磨和抗沖擊等性能,還要求獲得最佳的表面加工質(zhì)量,刀具涂層工藝是滿足當(dāng)前金屬切削加工需求的基本途徑之一。本文的研究結(jié)果揭示了涂層對(duì)硬質(zhì)合金刀具基體強(qiáng)度的影響規(guī)律,對(duì)設(shè)計(jì)硬質(zhì)合金涂層刀具基體材質(zhì)、探索涂層溫度下硬質(zhì)合金基體材質(zhì)變化都有一定幫助。
免責(zé)聲明:本網(wǎng)站所轉(zhuǎn)載的文字、圖片與視頻資料版權(quán)歸原創(chuàng)作者所有,如果涉及侵權(quán),請(qǐng)第一時(shí)間聯(lián)系本網(wǎng)刪除。
-
標(biāo)簽: 涂層, 硬質(zhì)合金, 基體強(qiáng)度
相關(guān)文章

官方微信
《中國(guó)腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62313558-806
- 郵箱:fsfhzy666@163.com
- 中國(guó)腐蝕與防護(hù)網(wǎng)官方QQ群:140808414
文章推薦
點(diǎn)擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點(diǎn)擊數(shù):5768

腐蝕與“海上絲綢之路”
點(diǎn)擊數(shù):4763