
非晶涂層三種主流熱噴涂技術有何區別?這樣涂會達到最佳效果
2019-08-01 11:09:25
作者:本網整理 來源:非晶中國
分享至:


編者按:
本文對等離子噴涂、超音速火焰噴涂和爆炸噴涂這三種主流熱噴涂技術制備的鐵基非晶涂層的結構和摩擦磨損性能進行對比研究。通過這三種熱噴涂技術制備Fe48Mo14Cr15Y2C15B6非晶涂層,且每種熱噴涂技術工藝參數都經過數次優化以確保制備出的涂層代表該噴涂設備的最佳水平。檢測并表征三種熱噴涂技術制備的鐵基非晶涂層的表面形貌、截面形貌、XRD圖譜、摩擦面形貌和磨損速率。探討涂層結構和摩擦磨損性能的差異,并系統研究噴涂技術、顯微結構和耐磨性能之間的關系,為熱噴涂制備鐵基非晶涂層的學術研究和工業應用提供基本理論和技術支持。以上工作的作者為中南大學解路,熊翔,王躍明。
1.實驗
實驗采用的噴涂粉末為Fe48Mo14Cr15Y2C15B6非晶粉末。粉末粒度為50~80μm。圖1所示為噴涂粉末的表面形貌和截面形貌。從圖中可以看到,噴涂粉末大多數呈球形,且為實心粉末。這種特點會提高粉末的流動性,有利于噴涂的穩定性和涂層均勻性。
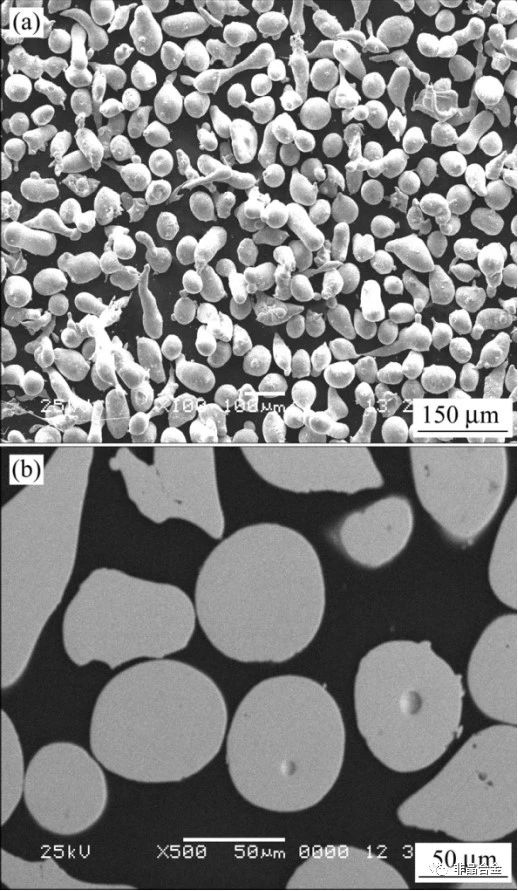
圖1噴涂粉末的(a)表面和(b)截面SEM形貌
基體選用316L不銹鋼,尺寸為120mm×70mm×3mm。噴涂前,對基體進行噴砂處理,以粗化噴涂表面,提高噴涂過程中基體表面與噴涂粒子的結合力。基體表面粗糙度Ra≈4μm等離子噴涂、超音速火焰噴涂和爆炸噴涂優化后的工藝參數如表1、表2和表3所列。
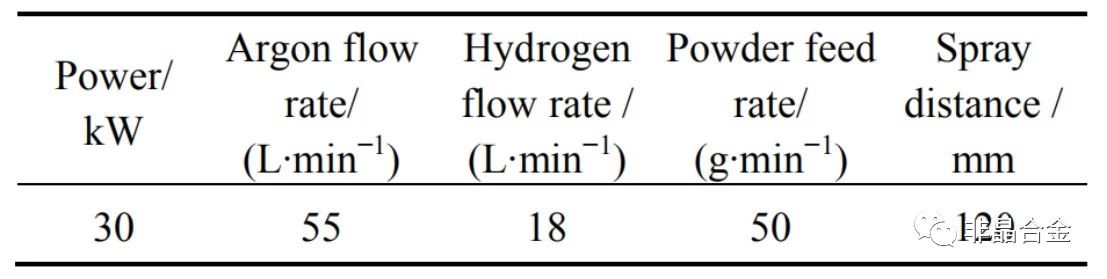
表 1 等離子噴涂工藝參數
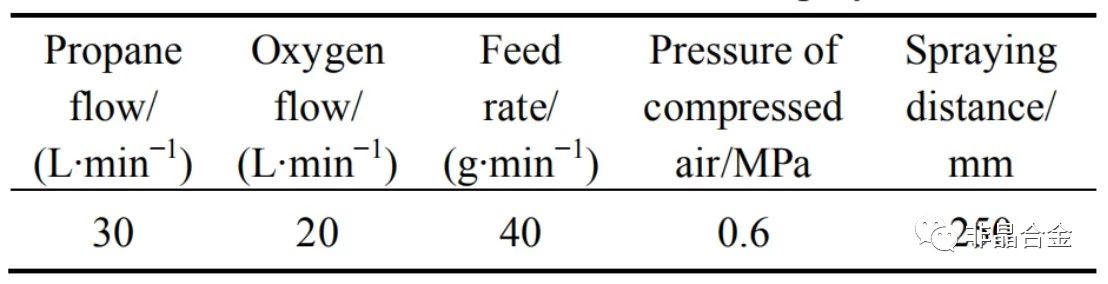
表 2 超音速火焰噴涂工藝參數
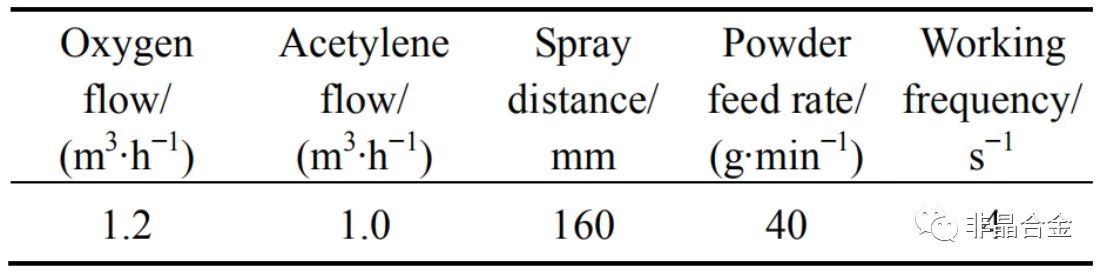
表 3 爆炸噴涂工藝參數
采用掃描電子顯微鏡觀察噴涂粉末和涂層的顯微形貌。采用X射線衍射儀檢測噴涂粉末和涂層結構,掃描角度為20°~80°。粉末和涂層非晶含量采用軟件MDIJADE5.0計算。涂層孔隙率使用軟件ImagePro-Plus6.0計算。每次孔隙率的計算都采用該涂層截面在1000倍下的二十張SEM照片作為計算樣本。
涂層顯微硬度采用Vickers顯微硬度計對研磨的涂層截面進行測定。載荷力為300g,加載時間為15s。每個涂層截面打15個點,并計算其平均值作為涂層的顯微硬度值。
摩擦磨損性能采用點對盤摩擦實驗設備,在室溫干摩擦條件下進行測定。對偶件為Al2O3球,直徑為9.525mm,硬度為16.5GPa,表面粗糙度為50nm。每次測試都采用新的對偶件。在摩擦實驗前,對每個涂層樣品都進行研磨和拋光。對偶件滑動總行程為500m,加載力為20N,每個樣品都分別采用0.1,0.2和0.3m/s的對偶件滑動速率進行檢測。涂層磨損速率Ws使用以下公式計算:

式中:V為損失的磨損體積;D為滑動總行程;L為加載力。摩擦后的表面形貌采用SEM進行觀察。
2.結果與討論
2.1涂層顯微結構的對比
圖2所示為噴涂粉末和等離子噴涂、超音速火焰噴涂、爆炸噴涂制備出的鐵基非晶涂層的XRD圖譜。從圖中可以看出,所有圖譜在2θ為35°到50°之間均存在一個較寬的漫散射峰,即俗稱的“饅頭峰”,這是非晶結構的經典特征,說明噴涂粉末和所有涂層都擁有非晶結構。噴涂粉末XRD譜呈現完全的漫散射,說明粉末具有非常高的非晶含量,經MDIJade計算,非晶度高達95%以上。但是在幾種涂層樣品的XRD圖譜中,尤其是等離子噴涂涂層,可以觀察到少量尖銳的衍射峰,表明涂層產生了部分晶化。通過MDIJade計算,等離子噴涂、超音速火焰噴涂、爆炸噴涂制備的鐵基非晶涂層非晶度分別為79.39%,85.26%和88.14%。非晶度的差異可以從三種噴涂技術的特征來解釋。等離子噴涂工作溫度高達6000~10000℃,遠比超音速火焰噴涂和爆炸噴涂的工作溫度高。過高的工作溫度會導致噴涂粉末撞擊基體形成涂層后,仍有大量熱量殘留在涂層中,使部分涂層晶化。所以等離子噴涂制備的涂層非晶度最低。而爆炸噴涂不同于等離子噴涂和超音速火焰噴涂,它屬于脈沖式噴涂,在噴涂過程中,基體不會持續受到熱量沖擊,因此涂層晶化程度較低,具備最高的非晶度。
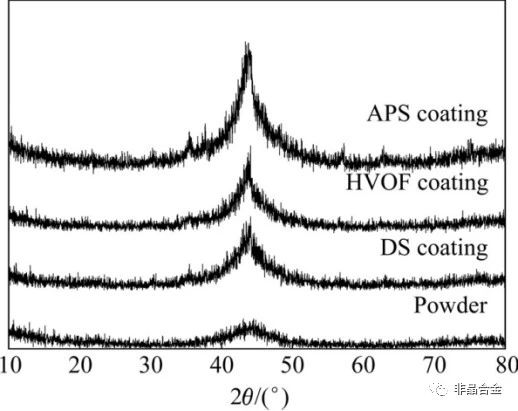
圖2噴涂粉末和三種熱噴涂制備的鐵基非晶涂層的XRD圖譜
圖3所示為等離子噴涂、超音速火焰噴涂、爆炸噴涂制備的鐵基非晶涂層表面形貌。從圖中可以看出,噴涂粉末的熔化和鋪展程度由高到低排列依次為:爆炸噴涂>超音速火焰噴涂>等離子噴涂。等離子噴涂涂層中可以觀察到一些沒有熔化完全的粉末和孔洞縫隙。而超音速火焰噴涂和爆炸噴涂涂層中有很多熔化良好、鋪展完全的顆粒(箭頭標出)。根據這三種熱噴涂技術的特點來分析,顆粒熔化狀態和鋪展程度的不同,應該是由于超音速火焰噴涂和爆炸噴涂給予顆粒的動力比等離子噴涂的大得多,使得顆粒飛行速度更快,到達基體時仍保持熔化良好的狀態,并且變形完全,進而鋪展程度好。而等離子噴涂雖然工作溫度高,但是顆粒飛行速度不及超音速火焰噴涂和爆炸噴涂,導致顆粒在到達基體時,本來熔化的顆粒有部分已經凝固,造成熔化狀態不夠好,且鋪展程度也不夠完全。
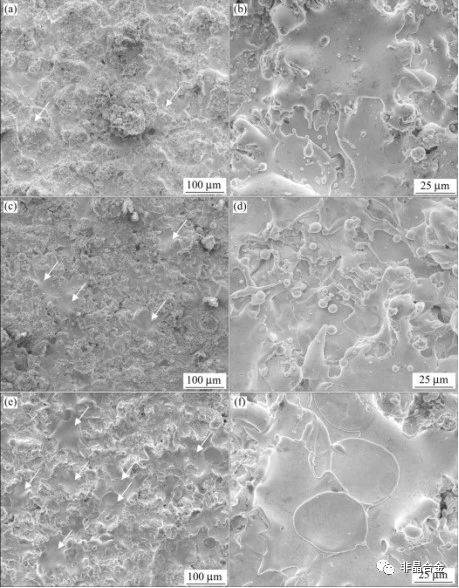
圖 3 不同熱噴涂技術制備的鐵基非晶涂層表面 SEM 照片
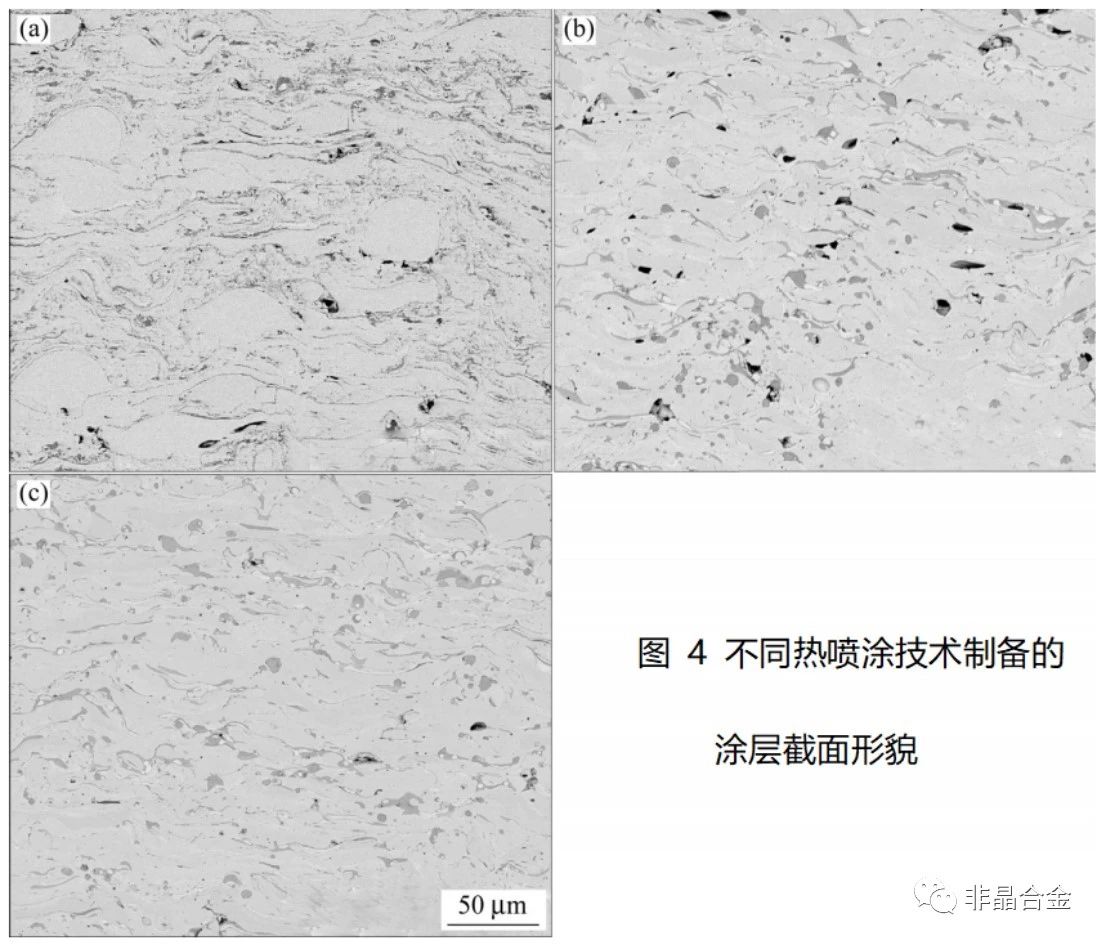
圖4所示為等離子噴涂、超音速火焰噴涂、爆炸噴涂涂層的截面形貌。經過軟件ImageJ計算這三種涂層的孔隙率,分別為2.5%,1.9%和1.5%。三種涂層均顯示出熱噴涂涂層經典的層狀結構。其中,等離子噴涂涂層中可以看到一些未熔顆粒,以及周圍的孔洞和縫隙。而在超音速火焰噴涂涂層和爆炸噴涂涂層中,層狀結構較少,而且只有極少數孔洞。尤其是爆炸噴涂涂層,孔隙最少,且很難觀察到層狀結構。這種截面形貌和內部結構的差異應該歸結于噴涂粉末顆粒的熔化和鋪展狀態。當噴涂粉末顆粒熔化狀態良好且在基體表面鋪展完全,顆粒之間的大多數孔隙都會被變形的粒子填充。而顆粒的熔化狀態和鋪展程度主要取決于噴涂工作溫度、粒子撞擊基體的速度和基體工作溫度。眾所周知,等離子噴涂工作溫度為6000~10000℃,超音速火焰噴涂工作溫度大約為2800℃,爆炸噴涂工作溫度大約為3000℃。而鐵基非晶粉末的熔點低于2000℃。因此,無論采取哪一種熱噴涂技術中,大部分噴涂粉末在噴涂火焰中都能完全熔化。然而,離開噴涂火焰范圍之后,粉末顆粒會迅速冷卻。所以,顆粒越快到達基體,熔化狀態將保持的越好。同時,飛行速度越快,撞擊基體的動能越大,變形鋪展的程度也將越大。因此,顆粒的飛行速度顯著影響其到達基體時的熔化狀態和鋪展程度。超音速火焰噴涂和爆炸噴涂的飛行速度遠高于等離子噴涂,意味著超音速火焰噴涂和爆炸噴涂過程中的顆粒撞擊基體時的熔化狀態和鋪展程度比等離子噴涂要好的多,最終形成的涂層孔隙率將明顯低于等離子噴涂。涂層的晶化主要是由于基體受熱過高,導致涂層內部部分晶化。而三種噴涂技術的基體工作溫度由高到低排列依次為:等離子噴涂>超音速火焰噴涂>爆炸噴涂。較低的基體工作溫度勢必會獲得較高的涂層非晶度。因此爆炸噴涂制備的鐵基非晶涂層非晶度最高,而等離子噴涂的最低。這個結論與非晶度的計算結果一致。
2.2涂層和不銹鋼基體的摩擦磨損性能
圖5所示為涂層與基體的摩擦表面形貌。經測試,不銹鋼基體、等離子噴涂涂層、超音速火焰噴涂涂層、爆炸噴涂涂層的顯微硬度分別為HV0.3505, HV0.3820, HV0.31230和HV0.31265。從圖5(a)、(b)中可以看到,摩擦面上有很明顯的磨損坑和磨損溝。除此之外,還能觀察到很多破碎的顆粒和片層。由此可以推斷在摩擦磨損實驗中,不銹鋼基體遭受了嚴重的磨損,大量的顆粒和片層從表面剝落,并附著在對偶件表面繼續磨損基體。這歸因于不銹鋼的低硬度,導致表面材料容易摩擦脫落,所以,不銹鋼基體的磨損機制為粘著磨和磨粒磨損。在圖5(c)、(d)中可以看到一些裂紋、破碎的片層和顆粒分布在摩擦面上,而沒有發現溝槽,表明磨損情況比不銹鋼基體輕。這歸因于非晶涂層具有遠高于不銹鋼的硬度,可以承受更大的載荷力和摩擦力。等離子噴涂鐵基非晶涂層的磨損機制為疲勞磨損且伴隨粘著磨損。從圖5(e)、(f)、(g)、(h)中可以看到,超音速火焰噴涂和爆炸噴涂制備的非晶涂層磨損情況要比等離子噴涂制備的非晶涂層好得多。摩擦面上沒有發現大的顆粒和片層,可以觀察到一些結合緊密的片層,甚至在圖5(h)中還發現了疲勞磨損機制中才能出現的“河流紋”。因此,超音速火焰噴涂和爆炸噴涂制備的鐵基非晶涂層磨損機制均為疲勞磨損。
圖6顯示了等離子噴涂、超音速火焰噴涂、爆炸噴涂制備的非晶涂層和不銹鋼基體的磨損速率隨對偶件滑動速率變化的關系。從圖6可以看到,涂層與基體的磨損速率均隨對偶件滑動速率升高而增加。不銹鋼基體的磨損速率遠大于非晶涂層的磨損速率,尤其是超音速火焰噴涂和爆炸噴涂涂層,高達上述涂層的四倍以上。其中,爆炸噴涂涂層的磨損速率最低。這個歸因于爆炸噴涂最高的涂層硬度和最低的孔隙率,使得涂層在摩擦過程中,不容易被對偶件磨損剝落,且難以在表面形成較深的劃痕,最終獲得最低的磨損速率。因此,爆炸噴涂制備的鐵基非晶涂層具有最強耐磨性能,可以顯著提高基體的耐磨性,延長基體的使用壽命。
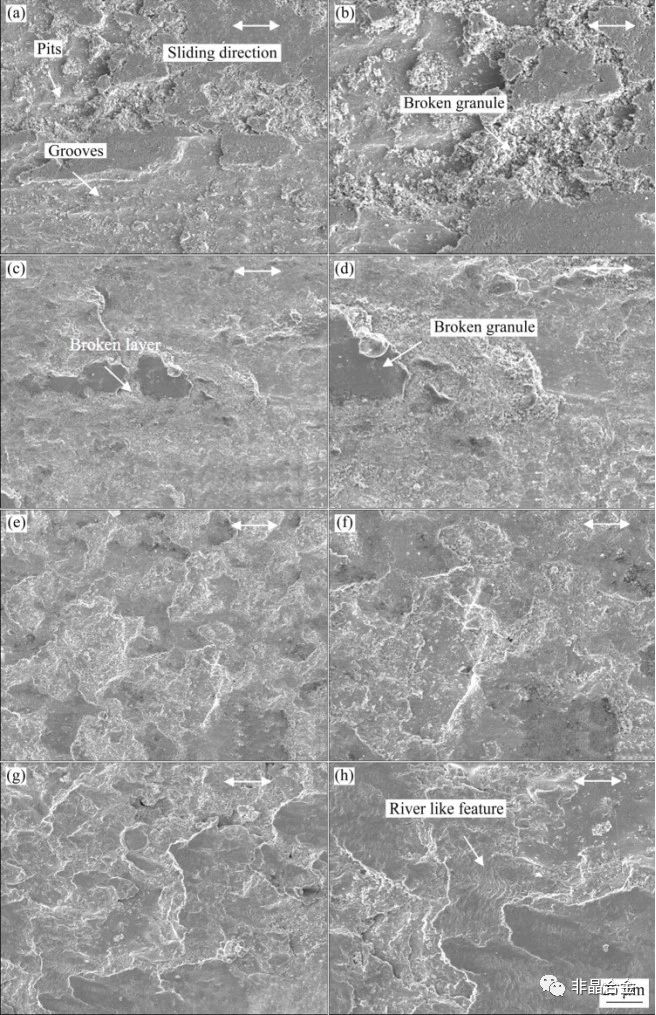
圖 5 不銹鋼基體與涂層的摩擦表面 SEM 形貌
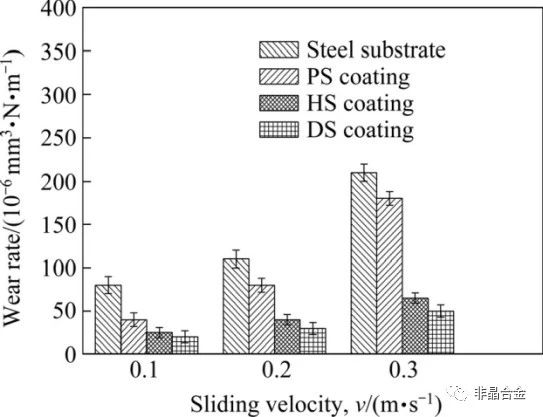
圖 6 熱噴涂鐵基非晶涂層與不銹鋼基體的磨損速率隨對偶件滑動速率的變化關系
3.結論
(1)等離子噴涂、超音速火焰噴涂、爆炸噴涂制備的Fe48Mo14Cr15Y2C15B6非晶涂層非晶含量分別為79.39%,85.26%和88.14%;涂層孔隙率分別為2.5%,1.9%和1.5%。涂層非晶含量最關鍵的影響因素是噴涂工作溫度,孔隙率最關鍵的影響因素是粒子熔化狀態和鋪展程度。
(2)不銹鋼基體的磨損機制為磨粒磨損和粘著磨損。等離子噴涂鐵基非晶涂層磨損機制為疲勞磨損且伴隨粘著磨損。而超音速火焰噴涂和爆炸噴涂鐵基非晶涂層的磨損機制為典型的疲勞磨損。爆炸噴涂鐵基非晶涂層的摩擦面上能觀察到“河流紋”。
(3)鐵基非晶涂層的耐磨性能強于不銹鋼基體。超音速火焰噴涂和爆炸噴涂制備的鐵基非晶涂層耐磨性能是不銹鋼基體的四倍以上。隨對偶件滑動速率升高,非晶涂層與不銹鋼的磨損速率均增加。
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62313558-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:5768

腐蝕與“海上絲綢之路”
點擊數:4763