
如何有效地防止焊接結構產生應力腐蝕
2017-01-13 12:15:15
作者:本網整理 來源:網絡
分享至:


應力腐蝕破壞常簡寫為SCC ( Stress Corresion Cracking),又簡稱為應力腐蝕,它是指材料或結構在腐蝕介質和靜應力共同作用下引起的斷裂。應力腐蝕破壞是一個自發的過程,只要把金屬材料置于特定的腐蝕介質中,同時承受一定的應力,就可能產生應力腐蝕破壞。它往往在遠低于材料屈服點的低應力下和即使是很微弱的腐蝕環境中以裂紋的形式出現,是一種低應力下的脆性破壞,危害極大。
焊接結構的應力腐蝕破壞
1.焊接結構的應力腐蝕
由于焊接過程中的不均勻加熱等因素,使得焊接結構存在殘余應力,其拉伸殘余應力和腐蝕介質共同作用,就可導致焊接結構的應力腐蝕破壞。
2.焊接結構的應力腐蝕破壞事例
應力腐蝕破壞是危害最大的腐蝕形態之一,它是一種災難性腐蝕。因為它是一種事先不易察覺的脆性斷裂,即它使金屬結構等突然破壞,會引起各種不幸事故,如爆炸、火災、環境污染等。據統計,美、英原子能容器及系統配管破壞事故1 /3以上是由應力腐蝕引起的,據德國一家大化工廠統計,1968一1972年間,在全部設備的腐蝕破壞事故中,應力腐蝕破壞超過總數的1/4。在日本,1965一1975年間化工設備所發生的破壞事故中有近半數屬于應力腐蝕破壞。我國的各類球罐,從1975一1979年所發生的20起球罐破壞事故中,有40%是由應力腐蝕引起的。
防止焊接結構產生應力腐蝕的措施
應力腐蝕破壞是危害最大的腐蝕形態之一,它不僅造成經濟上的大量損失,還經常引起災難性事故,因此,有必要采取防護措施,盡量避免和消除應力腐蝕破壞。
1.正確選材
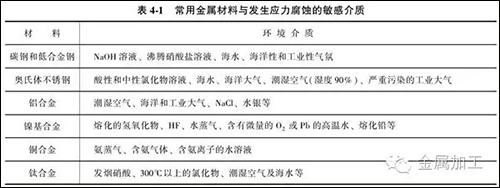
由于引起應力腐蝕的腐蝕介質隨著材料的種類不同,對材料引起應力腐蝕的程度也有所不同。因此防止和減輕腐蝕危的最常用的也是最重要的方法是針對特定腐蝕環境選擇合適的金屬材料。選材時應盡量采用耐應力腐蝕性好,價格適宜的金與介質的組合。可能時也可選用非金屬或非金屬襯里保護。
對于碳鋼和低合金鋼;抗拉強度相同的材料,w(C)為0.2%時比w(C)為0.4%時的耐蝕性好,添加Ti可增加耐蝕性;在材料中添加Al,Mo,Nb,V,Cr等元素有改善耐蝕性的效果:P、N、O是有害于耐蝕性的元素,S的影響不大。目前橋梁等所使的高強度螺栓就體現了以上結論。
對于不銹鋼來說,在含Cl一的溶液中,奧氏體不銹鋼耐應力腐蝕最差,18Cr18Ni2Si【w(C)為0. 06%】鋼在高Cl一溶液中耐蝕性較好,而在低Cl一溶液中耐蝕性則不好。而奧氏體鐵素體雙相鋼(Cr20Ni18)對含低Cl一的水則有較好的耐應力腐蝕性,w(Ni + Cu)大于 φ(F)> 0. 5%的鋼在這種介質中也有較好的耐蝕性。在奧氏體鋼中加人少量的Mo或Cu,可增大其耐應力腐蝕性。
另外,在選取合金時,應盡量選用有較高KISCC的合金,以提高構件抵抗應力腐蝕的能力。總之,正確選材是一項復雜的工作,需要根據許多因素(如物理力學性能、材料供應情況以及價格等)綜合考慮。
2.合理的結構設計
1)在設計中,除了要考慮強度上的需要外,同時還要考慮耐腐蝕的需要。在設計壓力容器、管道、槽及其他結構時,需要對壁厚增加腐蝕(當然這只是一般腐蝕)裕度。
2)在設計時應盡量避免和減小局部應力集中,盡可能地使截面過渡平緩,應力分布均勻。可以采用流線型設計,將邊、縫、孔等置于低應力區或壓應力區,并避免在結構上產生縫隙、拐角和死角,因為這些部位容易引起介質溶液的濃縮而導致應力腐蝕破壞。
3)設計時,如果對槽、容器等采用焊接不用鉚接,對施焊部位用連續焊而不用斷續焊,則可以避免產生縫隙,增加結構抗應力腐蝕的能力。
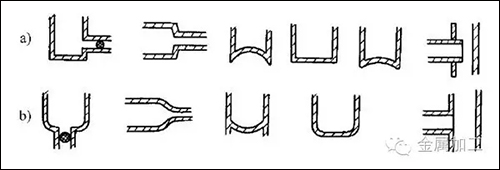
結構上的改進示例
4)設計槽及容器時,應考慮易于清洗和將液體排放干凈。槽底與排液口應有坡度,使其放空后不至積留液體。設計中要防止有利于應力腐蝕的空氣混入,如對于化工設備,特別要注意可能帶進空氣的攪拌器、液體進口和其他部位的設計。
5)避免不同金屬接觸以防止電偶腐蝕。可能時,全部體系選用同類材料,或將不同材料之間絕緣。
6)換熱操作中應避免局部過熱點,設計時應保證有均勻的溫度梯度。因為溫度不均會引起局部過熱和高腐蝕速率,過熱點產生的應力會引起應力腐蝕破壞。
綜上所述,設計時要避免不均勻和多樣性。不同的金屬、氣相空間、熱和應力分布不均勻以及體系中各部位間的其他差別,都會引起腐蝕破壞。因此,設計時應努力使整個體系的所有條件盡可能地均勻一致。
3.消除和調節殘余應力
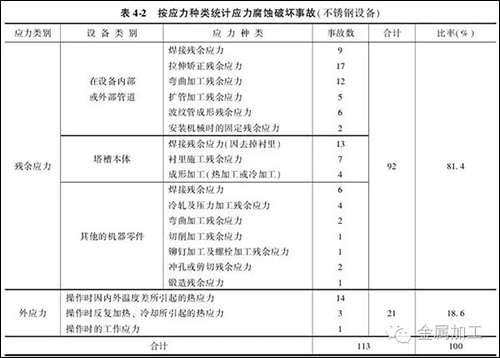
表4-2列出了對不銹鋼設備按應力種類統計的應力腐蝕破壞事故數。由表4-2可知,因焊接和加工時的殘余應力所引起的事故是應力腐蝕破壞事故總數的80%以上。所以在機械設計和施工時,應盡可能地減小殘余應力,以防止應力腐蝕破壞事故的發生。
1)采用合理的施焊工藝降低殘余應力,并在加工過程中避免由于裝配不當等所造成的局部應力。
2)采用熱處理方法減小或消除殘余應力。對于一般的焊接鋼結構采用消除應力退火處理即可。而對奧氏體不銹鋼在550一850℃的熱處理會降低耐蝕性,所以希望至少加熱至870℃以上,如果可能,應采取加熱至1050℃并急冷的固溶處理。對于容易引起回火脆性的鋼,例如800 MPa級的高強度鋼,進行消除應力退火雖然會惡化焊接區的斷裂韌度,但是減小殘余應力具有防止應力腐蝕裂紋的效果。對于氫脆型的高強度鋼,熱處理消除應力的辦法無助于防止破裂。
總的來看,熱處理消除應力是一項有效的、普遍的防止應力腐蝕的措施,但是也有不便之處,尤其是對大型結構。另外一些復雜結構是由具有不同膨脹系數的不同材料組合成的,也不宜同時加熱,對于這些結構可以采用局部熱處理或利用感應加熱處理等。
3)調節殘余應力場使構件表面產生壓應力。如果熱處理消除殘余應力實行起來很困難,可以采用噴鋼丸等機械方法使構件表面造成壓應力場,以提高構件抗應力腐蝕的能力。
4.控制電位—陰極和陽極保護
使金屬在介質中的電位遠離應力腐蝕斷裂的敏感電位區域,從而完成電化學保護。
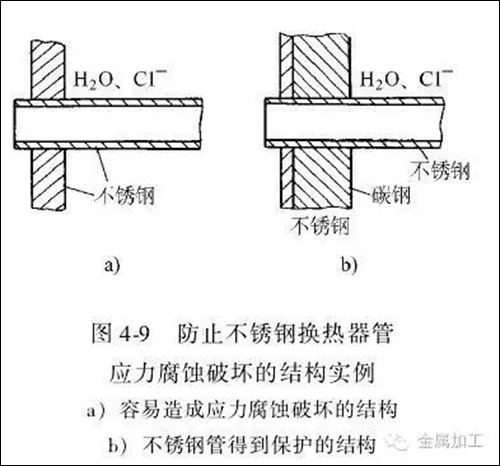
如一臺不銹鋼換熱器,管外系含有C1一的水,因積存在花板與管子間隙之中,引起了不銹鋼管的應力腐蝕破壞,在不銹鋼花板上面加一層較厚的碳鋼板,碳鋼提供了犧牲陽極的陰極保護作用,用了三年,未發現不銹鋼管破裂(見圖4-9 )。以往未加碳鋼表層時,則在使用1-9個月內即破裂。
但應注意,對于高強度鋼或其他對氫脆敏感的材料,采用陰極保護或陽極保護均無效,有時反而會促進破壞。
5.用鍍層或涂層隔離環境
良好的涂層可以使金屬表面和環境隔離開來,從而避免產生應力腐蝕。一般涂層總含有微孔,在強腐蝕性介質中不安全,但產生應力腐蝕的環境通常是溫和的環境,如含Cl一的水。涂層的存在不僅大大增加了溶解阻力,也使金屬表面局部破裂的可能性減小。如輸送熱溶液的不銹鋼管子,外表面用石棉層絕熱,由于石棉層中有C1一浸出,引起不銹鋼的受熱表面破裂,若不銹鋼外表面涂上有機硅涂料后,就不再破裂。對于高強度鋼可用聚氨脂或加有緩蝕劑(如鉻酸鹽)的環氧樹脂涂料作隔離層,如:對于含鉻的質量分數為5%的鉻鋼采用高溫鍍鋁層,在工業大氣和海洋大氣中使用效果良好。
6.控制和改善環境
改變介質條件可以減小或消除材料對應力腐蝕斷裂敏感性。主要方法是減少或消除助長應力腐蝕斷裂的有害化學離子。例如,奧氏體不銹鋼換熱器在高溫密閉下操作,如果將循環冷卻水中含氧和Cl一量控制在百萬分之一以下,則可以避免應力腐蝕,為了防止煉油廠中鉻鎳不銹鋼設備受連多硫酸的應力腐蝕,當設備停產時可用堿液洗滌,然后充氮,這樣就可以防止產生連多硫酸(硫化物與氧作用產生)。另外通過凈化水的處理,可以降低冷卻水與蒸汽中的C1一含量,這對預防不銹鋼的應力腐蝕斷裂是有效的。
降溫常常也是有效的。但對潮濕氣體,如HZS的濕氣,應使溫度保持在露點以上,以避免水分冷凝。
此外,在介質環境中加緩蝕劑也可以降低金屬材料的腐蝕速率。
更多關于材料方面、材料腐蝕控制、材料科普等方面的國內外最新動態,我們網站會不斷更新。希望大家一直關注中國腐蝕與防護網http://www.ecorr.org
責任編輯:劉洋
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:8125

腐蝕與“海上絲綢之路”
點擊數:6461