
飛機金屬疲勞裂紋產生微觀機理分析及裂紋常見維修方法
2016-10-10 15:50:09
作者:本網整理 來源:中國腐蝕與防護網
分享至:


金屬裂紋就廣義來講,凡使金屬的連續性被破壞的缺陷,而此種缺陷又具有一定的深度、寬度和長度,成直線或是曲線分布于金屬的表面或內部,即稱之為裂紋。從狹義來講,所謂裂紋,即是在金屬的表里,成直線或曲線狀,而且又是比較長的開裂的一種現象。
由于金屬裂紋產生的原因很多,存在的形狀又極為復雜,根據裂紋產生的根源和特征,以及對金屬材料質量危害程度大小等因素,可將裂紋分為以下幾類:
按裂紋存在的形狀和大小可分為:龜裂、“V型”裂紋、“Y型”裂紋、之狀裂紋、環狀裂紋、雞爪裂紋和絲紋、發紋、裂紋等宏觀裂紋,以及微觀裂紋。
按裂紋存在于金屬的不同方向分為:縱裂紋、橫裂紋及無定向裂紋等。
按裂紋存在之不同部位分為:表皮裂紋、皮下裂紋、心部裂紋與頭部裂紋、中部裂紋、尾部裂紋及角部裂紋等。
按裂紋產生的不同根源分為:鑄造裂紋、鍛造裂紋、軋制裂紋、拔制裂紋、研磨裂紋、焊接裂紋、疲勞裂紋等。
其中因瞬間超載而發生的脆性折斷,以及先因部分地區產生破壞開裂,然后逐漸擴大其他破壞的區域,終于使整個金屬的截面被折斷的,這即所謂疲勞斷裂,即我們常說的疲勞裂紋導致的失穩。因為疲勞裂紋的形成機理較為復雜,形成周期較長,裂紋較難發現,最終后果較為嚴重,所以疲勞裂紋是本文討論和研究的一個重點。
疲勞裂紋的擴展規律及形成的微觀機理
1.疲勞裂紋的擴展規律
從疲勞裂紋宏觀斷口分析,疲勞過程是由疲勞裂紋萌生、亞穩擴展和最后失穩擴展組成,其中裂紋擴展過程占很大比例,是決定整個疲勞壽命的重要組成部分。圖1給出了某金屬疲勞裂紋擴展速率曲線,縱坐標為dadN,指單位循環下的裂紋擴展長度,橫坐標為應力強度因子△K, 為了便于分析,對縱、橫坐標進行取雙對數。
由圖1中還可以看出, dadN-△K曲線為包括三個不同的裂紋擴展區段的反S形變化規律。曲線可分為Ⅰ、Ⅱ、Ⅲ三個區段,Ⅰ區是裂紋擴展初始階段,dadN值很小,約10-8~10-6mm/cycle,裂紋擴展速率相對較慢。
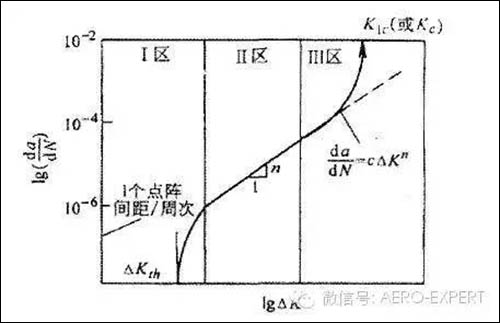
圖1 某金屬疲勞裂紋擴展速率曲線
Ⅱ區是裂紋擴展主要階段,是決定疲勞裂紋擴展壽命的主要組成部分,dadN值較大,約10-5~10-2mm/cycle, 曲線近似呈線性,裂紋擴展速率相對較快。
Ⅲ區是疲勞裂紋擴展的最后階段,dadN值很大,并隨△K增加而快速增大,疲勞裂紋擴展速率急劇增加,繼而發生金屬材料的失穩斷裂。
為了便于區分疲勞裂紋擴展過程的Ⅰ、Ⅱ、Ⅲ三個區段,圖2給出了疲勞裂紋擴展的各區段的主要特征,從表中可以看出,Ⅰ區主要以單剪切失效,斷口形貌呈小平面,Ⅱ區主要是雙滑移,斷口形貌呈疲勞輝紋,而Ⅲ區則具有靜態斷裂特征,屬于解理或準解理斷裂,此外,外界因素對Ⅰ、Ⅱ區的影啊較大,而對Ⅲ區的影響則較小。
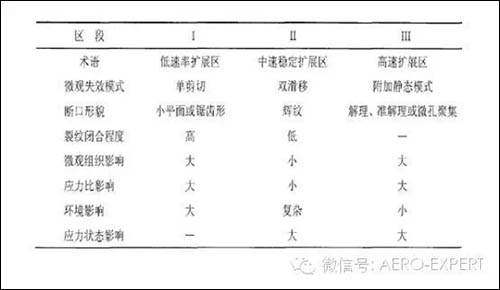
圖2 疲勞裂紋擴展的三個區段主要特征
2.疲勞裂紋形成的微觀機理
疲勞過程分為裂紋萌生、穩態擴展和斷裂以上三個階段,通過研究各個階段的物理過程,對于認識疲勞本質,分析疲勞原因,采取相應延長疲勞壽命措施具有重要意義。
(1)疲勞裂紋萌生
疲勞裂紋萌生的主要原因包括表面滑移帶開裂,第二相或夾雜物,以及晶界或亞晶界開裂等。
金屬在循環應力作用下,會發生循環滑移并形成極不均勻的循環滑移帶,一般來說,這些循環滑移帶常集中分布于某些局部薄弱區域,而經過長時間的循環應力下,微裂紋很容易在這些循環滑移帶區域萌生。了解了容易滋生疲勞裂紋的區域,航空公司在飛機日常維護中應加強這些區域的日常檢查;在結構修理中,嚴格遵照手冊要求,防止出現應力集中,為裂紋的產生提供溫床。
第二相或夾雜物也常常成為裂紋的萌生地,如鋁合金中含Fe、Si的雜質相。而含Fe、Si雜質相在基體內會引起很大的應力集中,在外部施加的循環應力達到其所能承受的最大應力時,這些雜質相則會優先發生自身的脆斷或與Al基體相分離,為微裂紋的形成提供條件。
在多晶體材料中,由于晶界的存在和相鄰晶粒的不同取向性,當位錯要橫穿過晶粒進去下一個晶粒時,往往會因為晶界的阻礙作用而不斷塞積在晶界位置,引起很強的應力集中,也有可能成為裂紋源。
(2)疲勞裂紋穩態擴展
根據裂紋的擴展方向,可將疲勞裂紋擴展分為兩個階段,第一階段是疲勞裂紋擴展的初始階段,裂紋通過以上的幾種方式萌生后,開始向晶體內最有利的滑移面擴展,但是裂紋在朝滑移帶擴展的過程中,會受到晶體內第二相粒子、晶界等阻礙作用,很多微裂紋都會因為受到阻礙而停止擴展,一般來說只會有很少的微裂紋能夠繼續擴展下去,且都停止在不遠處,如圖3所示。此階段的裂紋擴展速率很低,而且擴展總進程也很小,所以其斷口形貌沒有明顯的特征。
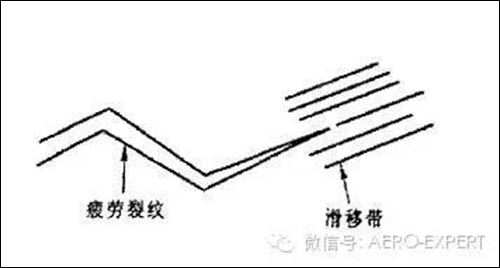
圖3 疲勞裂紋擴展第一階段
第二階段為裂紋擴展的主要階段。在這個階段,裂紋主要沿垂直拉應力方向不斷擴展,與裂紋擴展速率曲線中Ⅱ區相對應,此階段斷口形貌的典型特征即為疲勞輝紋。一般來說,在奧氏體鋼和鋁合金等材料的疲勞斷口中能夠經常觀察到明顯的疲勞輝紋特征。
由于裂紋的穩態擴展周期較長,是決定整個疲勞壽命的重要組成部分,也是裂紋較容易發現和穩定的時期,航空公司最好應該在此階段發現和修復裂紋,防止裂紋向疲勞斷裂階段發展。
(3)疲勞斷裂
疲勞斷裂為裂紋擴展第三階段,即裂紋擴展至臨界尺寸,dadN很大,并隨△K增加而很快的增加,只需要擴展很少周次就會導致材料失穩斷裂。在該階段,裂紋尖端的塑性區遠大于晶粒尺寸,整個疲勞斷裂過程類似靜態加載時的斷裂,故在韌性材料的疲勞斷口上能觀察到很多靜態加載斷裂時常見的韌窩形貌。
飛機裂紋的修理
鑒于金屬裂紋對于飛行安全的嚴重威脅,金屬裂紋的維修原則一般為“及時發現,即刻修理”,在飛機制造商的結構修理手冊里,對于裂紋的損傷基本上都是要求飛機停飛,立即修復,很少有允許損失存在的。四川航空作為國內首家運營空客機型的運營商,目前已有運行18年的老齡飛機。在飛機維護過程中,在老齡飛機上也發現多起蒙皮裂紋和起落架裂紋的缺陷,針對不同部件的不同種類的裂紋采取了不同的維修方式,實際的維修經驗較為豐富。
1.非增壓區域或是非關鍵部件上出現輕微、細小裂紋的修理
輕微裂紋對部件強度削弱不多,不影響部件的承載力,可以考慮以打止裂孔的方式進行維修。這也是在飛機維修中比較常用的一種維修方式,對此,飛機制造商大多有明確的規定,如空客和GOODRICH,都對輕微裂紋有明確的尺寸限制,并有打止裂孔的標準施工方法,常見的打止裂孔的方式有如圖4下幾種:
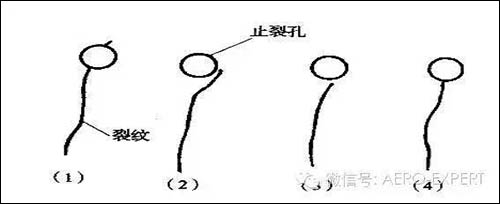
圖4 止裂紋
需要提醒注意的是,在打止裂孔前,一定要借助工具確認裂紋真正的端點,如果是金屬外層有漆層覆蓋的,一定要先將漆層打磨掉才能確認裂紋真正的端點。原因在于止裂孔的位置離裂紋端點的距離是有要求的,一般為“T”的距離,“T”為材料的厚度,如果離得太遠,或是止裂孔打在裂紋中間,則起不到止裂的作用,止裂孔直徑一般為6.4毫米(0.252英寸)。打止裂孔可以作為裂紋的一種臨時性修理方式也可以作為永久性的修理方式,如在A320機型的V2500發動機反推的扭力環上常出現2~3厘米的微小裂紋,GOODRICH是允許打止裂孔作為永久性修復的。
2.增壓區域的飛機關鍵部件上裂紋的修理
在增壓區域或關鍵部件上的裂紋如飛機蒙皮裂紋則不能通過打止裂孔來進行修理,原因在于增壓區域要受客艙增壓、減壓的交變作用力,只能采取挖補修理的辦法,否則裂紋會在增壓狀態下急速擴展,而使蒙皮整體撕裂、失效。
挖補修理的原理為將產生裂紋、失去強度的飛機蒙皮去除掉,防止裂紋沿整個機身蒙皮擴展,而加以補片和加強片從而恢復飛機蒙皮的氣動外形和強度的方法。
3.起落架上裂紋的焊接修理
飛機起落架由于受著陸沖擊載荷的影響,容易產生裂紋。如果出現裂紋,可以通過焊接來修理,當然這種維修技術要求比較高,不是航空公司或是一般修理廠家能完成的。在焊接修理前,一般是先要確認裂紋的走向和深度,再對于非穿透性的裂紋進行踢槽,使裂紋處呈U型面,然后進行焊接。
4.發動機葉片裂紋的修理
航空發動機渦輪葉片的工作條件非常惡劣,因此采用了性能優異但價格十分昂貴的鎳基和鈷基高溫合金材料及復雜的制造工藝。然而渦輪葉片由于受磨損、沖擊、高溫燃氣和冷熱疲勞等作用,易產生各種裂紋缺陷。激光熔覆修理是處理這類裂紋缺陷比較好的修理辦法,它實質是葉片激光修復技術中的一種,即將激光束照射在裂紋處,同時送粉器不斷送粉(修復焊料金屬粉末),利用激光束的高能量,不斷熔化修復焊料粉末和葉片基體材料,使修復焊料和葉片基體緊緊結合在一起,從而達到修復目的。
結語
鑒于金屬裂紋對于飛行安全有重大威脅,對于其中較為隱蔽和復雜的疲勞裂紋形成機理分析有助于航空公司及早發現裂紋,及時處理、維修裂紋缺陷,對于保障整個飛機的機體結構安全,提升機隊安全運行都有重要意義。根據航佳技術飛機裂紋維修資料整理。
更多關于材料方面、材料腐蝕控制、材料科普等等方面的國內外最新動態,我們網站會不斷更新。希望大家一直關注中國腐蝕與防護網http://www.ecorr.org 責任編輯:王元 《中國腐蝕與防護網電子期刊》征訂啟事
投稿聯系:編輯部
電話:010-62313558-806
郵箱:ecorr_org@163.com
中國腐蝕與防護網官方 QQ群:140808414
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:8135

腐蝕與“海上絲綢之路”
點擊數:6475