
詳解金屬表面噴丸工藝
2018-12-25 12:29:29
作者:本網(wǎng)整理 來源:檢驗在線
分享至:


主要分類
噴丸又分為噴丸和噴砂。用噴丸進行表面處理,打擊力大,清理效果明顯。但噴丸對薄板工件的處理,容易使工件變形,且鋼丸打擊到工件表面(無論拋丸或噴丸)使金屬基材產(chǎn)生變形,由于Fe3O4和Fe2O3沒有塑性,破碎后剝離,而油膜與基材一同變形,所以對帶有油污的工件,拋丸、噴丸無法徹底清除油污。在現(xiàn)有的工件表面處理方法中,清理效果最佳的還數(shù)噴砂清理。
噴砂適用于工件表面要求較高的清理。但是我國目前通用噴砂設(shè)備中多由鉸龍、刮板、斗式提升機等原始笨重輸砂機械組成。用戶需要施建一個深地坑及做防水層來裝置機械,建設(shè)費用高,維修工作量及維修費用極大,噴砂過程中產(chǎn)生大量的矽塵無法清除,嚴(yán)重影響操作工人的健康并污染環(huán)境。
噴丸強化分為一般噴丸和應(yīng)力噴丸。一般處理時,鋼板在自由狀態(tài)下,用高速鋼丸打擊鋼板的里面,使其表面產(chǎn)生預(yù)壓應(yīng)力。以減少工作中鋼板表面的拉應(yīng)力,增加使用壽命。應(yīng)力噴丸處理是將鋼板在一定的作用力下的預(yù)先彎曲,然后進行噴丸處理。
噴丸設(shè)備的分類
噴丸強化設(shè)備主要有兩類:
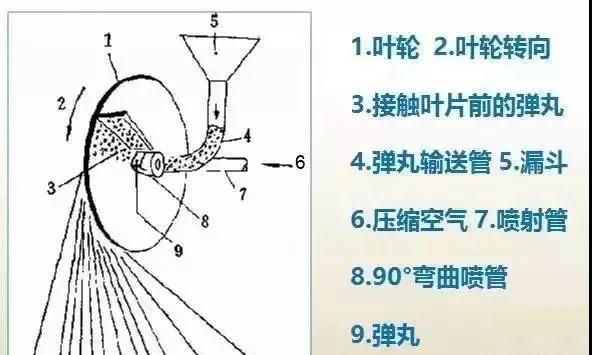
1、機械離心式噴丸機:適用于要求噴丸強度高、品種少、批量大、形狀簡單、尺寸較大的零件。
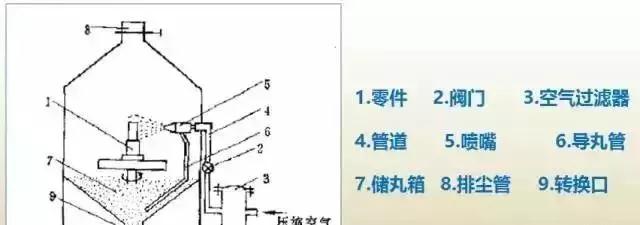
2、氣動式噴丸機(壓縮空氣式):適用于要求噴丸強度適中、形狀復(fù)雜、尺寸較小的零件。
彈丸的介紹
1、鑄鋼丸:硬度一般為40~50HRC,加工硬金屬時,可把硬度提高到57~62HRC。鑄鋼丸的韌性較好,使用廣泛,其使用壽命為鑄鐵丸的幾倍。
2、鑄鐵丸:硬度為58~65HRC,質(zhì)脆而易于破碎。壽命短,使用不廣。主要用于需噴丸強度高的場合。
3、玻璃丸:硬度較前兩者低,主要用于、鈦、鋁、鎂及其它不允許鐵質(zhì)污染的材料,也可在鋼鐵丸噴丸后作第二次加工之用,以除去鐵質(zhì)污染和降低零件的表面粗糙度。
4、陶瓷丸:化學(xué)成分大致為67%的ZrO2、31%的SiO2及2%的Al2O3為主的夾雜物,經(jīng)熔化、霧化、烘干、選圓、篩分制成的,硬度相當(dāng)于HRC57~63。其突出性能是密度比玻璃高、硬度高。最早于20世紀(jì)80年代初期用于飛機的零部件強化。陶瓷丸具有較高的強度,壽命比玻璃丸長,價格比較低,現(xiàn)已擴展到鈦合金、鋁合金等有色金屬的表面強化。
噴丸機噴嘴的介紹
1、直桶形噴嘴:結(jié)構(gòu)簡單,其內(nèi)部結(jié)構(gòu)只有收縮段和平直段兩部分。
2、文丘里形噴嘴:在結(jié)構(gòu)上分成收縮段、平直段和擴散段三部分,制作難度顯著增加。
3、雙文丘里形噴嘴:有前后兩個噴嘴,二者之間有間隔,在間隔處的四周有幾個小孔。
4、方孔噴嘴:目前國外研制出一種進口端與出口端都成正方形的噴嘴,各方面試驗表明,該噴嘴比文丘里形噴嘴的工作效率更高,經(jīng)濟性更好。
影響噴丸質(zhì)量的參數(shù)
1、噴丸強度。影響噴丸強度的工藝參數(shù)主要有:彈丸直徑、彈流速度、彈丸流量、噴丸時間等。
2、覆蓋率。覆蓋率的影響因素:零件材料的硬度、彈丸直徑、噴射角度及距離、噴丸時間等。
3、表面粗糙度。粗糙度的影響因素:零件材料的強度和硬度、彈丸直徑、噴射角度及速度、零件的原始表面粗糙度。
零件噴丸強化后的特點
零件受噴表面殘余壓應(yīng)力的大小和壓應(yīng)力層的深度取決于受噴材料的性能和噴丸強度。材料的強度和硬度越高,壓應(yīng)力就越大,壓應(yīng)力層的深度就越淺,噴丸強度越高,壓應(yīng)力層的深度也越大;受噴表層的材料組織發(fā)生變化—受噴表面變得粗糙。受噴表面的粗糙度隨著噴丸強度的提高、表層硬度的降低和彈丸尺寸的減小而變差。尺寸增大。受噴表面的金屬被擠出,形成微小的金屬波峰,故而尺寸增大。
噴丸強化應(yīng)用范圍
噴丸強化可預(yù)防汽車零件彎曲疲勞;噴丸強化可改善齒廓根部的彎曲疲勞屬性;噴丸強化可提高曲軸的抗疲勞性能和安全使用壽命;噴丸強化可增加連桿的強度和剛度;強力噴丸工藝可提高齒輪齒部彎曲疲勞強度和接觸疲勞強度,是改善齒輪抗咬合能力、提高齒輪壽命的重要途徑;表面噴丸強化是提高緊固件抗疲勞斷裂的應(yīng)力腐蝕、氫脆斷裂的一種行之有效的表面強化工藝。經(jīng)過噴丸強化后工件的使用可靠性、耐久性均可獲得明顯的改善和提高;表面噴丸通過改變材料的組織來達到改善疲勞性能(包括應(yīng)力腐蝕性能)的目的,可提高緊固件。
更多關(guān)于材料方面、材料腐蝕控制、材料科普等方面的國內(nèi)外最新動態(tài),我們網(wǎng)站會不斷更新。希望大家一直關(guān)注中國腐蝕與防護網(wǎng)http://www.ecorr.org
責(zé)任編輯:王元
《中國腐蝕與防護網(wǎng)電子期刊》征訂啟事
投稿聯(lián)系:編輯部
電話:010-62313558-806
郵箱:fsfhzy666@163.com
中國腐蝕與防護網(wǎng)官方 QQ群:140808414
免責(zé)聲明:本網(wǎng)站所轉(zhuǎn)載的文字、圖片與視頻資料版權(quán)歸原創(chuàng)作者所有,如果涉及侵權(quán),請第一時間聯(lián)系本網(wǎng)刪除。
相關(guān)文章

官方微信
《中國腐蝕與防護網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62313558-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網(wǎng)官方QQ群:140808414
文章推薦
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數(shù):5768

腐蝕與“海上絲綢之路”
點擊數(shù):4763