
增材制造高疲勞裂紋擴展抗力鈦合金
2022-12-12 15:07:10
作者:王芳 來源:材料科學與工程
分享至:


全文速覽
中國科學院金屬研究所沈陽材料科學國家研究中心張廣平研究團隊通過對具有不同微觀組織的激光金屬沉積成形TA19鈦合金疲勞裂紋擴展的實驗研究,結合疲勞裂紋擴展行為與α片層和柱狀β晶界的交互作用以及柱狀晶生長方向對內部α片層長軸取向影響的理論計算,提出了提高增材制造TA19鈦合金疲勞裂紋擴展抗力的微觀組織結構設計方案和打印成形策略。疲勞裂紋擴展抗力與打印工藝參數所主導的鈦合金柱狀晶生長方向間關系的發現為利用增材制造技術開發高疲勞裂紋擴展抗力鈦合金提供了新思路。相關工作以“Toward developing Ti alloys with high fatigue crack growth resistance by additive manufacturing”發表在Journal of Materials Science & Technology (132 (2022) 166–178)上。中國科學院金屬研究所博士研究生王芳為第一作者,張廣平研究員為通訊作者。
研究背景
近年來,增材制造技術因其無需模具和大量機械加工,可以有效地減小交付周期和材料浪費,而成為航空航天工業中大型復雜鈦合金構件十分受歡迎的一種制備方法。由于激光增材制造過程中激光與粉末交互作用時間極短,產生很高的溫度梯度和很快的冷卻速度,因此,有別于傳統鑄鍛造鈦合金常見的雙態組織,激光增材制造鈦合金會形成具有外延生長柱狀晶以及內部馬氏體的微觀組織。激光增材制造鈦合金獨特的柱狀β晶粒以及熱處理后的片層組織會具有比傳統鑄鍛造雙態組織更曲折的疲勞裂紋擴展路徑,因此有利于合金疲勞裂紋擴展抗力的提高。有研究發現,疲勞裂紋擴展路徑的曲折度不僅與α板條和裂紋面的夾角大小有關,還與柱狀β晶界處發生裂紋偏折有關。但控制α板條與裂紋面間的夾角及柱狀β晶界處裂紋偏折角度大小的因素是什么,其是否與激光增材制造工藝參數相關成為有待進一步深入研究的關鍵問題。基于此,本工作以激光金屬沉積成形TA19鈦合金為研究對象,重點開展了具有不同微觀組織的TA19鈦合金的三點彎曲疲勞裂紋擴展實驗研究,揭示了激光金屬沉積成形TA19鈦合金中對疲勞裂紋擴展抗力有顯著影響的片層α相長軸取向以及柱狀β晶界處疲勞裂紋偏折角度大小的主要控制因素,并為提高增材制造鈦合金疲勞裂紋擴展抗力的微觀組織結構設計和打印成形策略的優化提供了理論依據。
本文亮點
(1) 激光增材制造鈦合金柱狀β晶粒生長方向是控制其內部片層α相與外加應力方向間夾角以及柱狀β晶界處疲勞裂紋偏折角度大小的主要因素;
(2) 提出了提高增材制造鈦合金疲勞裂紋擴展抗力的微觀組織結構設計及打印成形策略的優化方案。
圖文解析
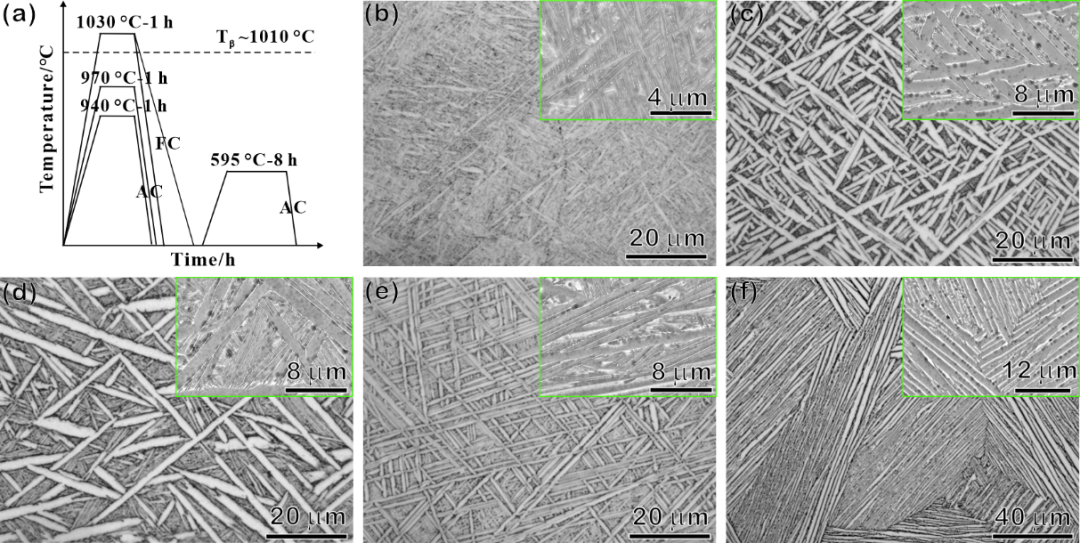
圖1 (a) 熱處理示意圖、(b) 制備態、(c) 940 ℃固溶+空冷+時效(940SAA)、(d) 970SAA、(e)1030SAA和(f)1030 ℃固溶+爐冷+時效(1030SFA)樣品的OM和SEM顯微組織照片。
作者通過四種熱處理制度(圖1(a))將激光金屬沉積成形TA19鈦合金制備態馬氏體組織調整為雙片層組織,網籃組織和片層集束組織(圖1(b)-(f)),并對不同微觀組織樣品進行三點彎曲疲勞裂紋擴展實驗,獲得圖2(a)和(b)所示的疲勞裂紋擴展速率曲線和疲勞裂紋擴展門檻值。結果表明,在近門檻區,疲勞裂紋擴展門檻值與微觀組織特征尺寸(片層α相或片層集束的寬度)成正相關(圖2(b))。進一步研究發現,片層α相長軸與外加應力方向(ASD)間夾角(φ)影響近門檻區疲勞裂紋擴展路徑曲折度。當φ角處于75°~90°范圍時,疲勞裂紋易于沿著片層α相界面平直擴展,疲勞裂紋擴展抗力低;而當φ角處于0°~30°范圍時,疲勞裂紋則需要跨過片層α相,疲勞裂紋擴展抗力高(圖2(c)和(d));當φ角處于30°~75°范圍時,疲勞裂紋會由跨過片層α相轉變為沿著相界面擴展,但疲勞裂紋擴展時會發生偏折,進而增大疲勞裂紋擴展路徑曲折度,提高裂紋擴展所需能量。
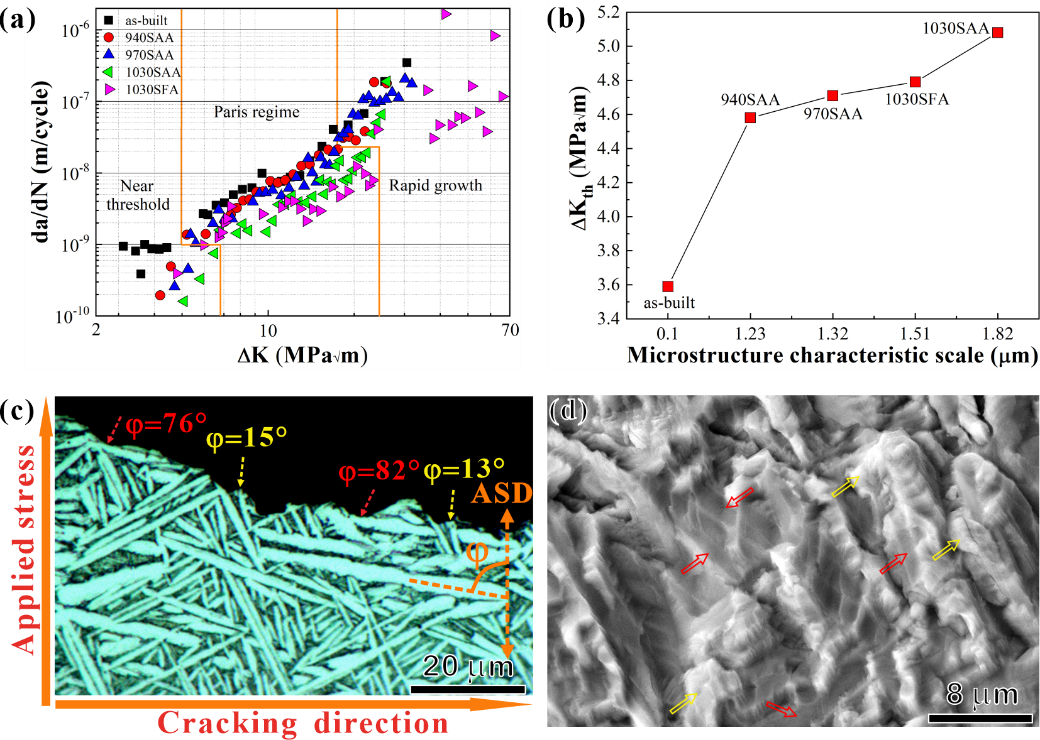
圖2 (a) 疲勞裂紋擴展速率曲線,(b) 疲勞裂紋擴展門檻值與樣品微觀組織特征尺寸間關系,(c) 940SAA樣品近門檻階段疲勞裂紋擴展路徑,(d) 940SAA樣品斷口上近門檻階段疲勞裂紋擴展行為。
基于α與β相之間的Burgers取向關系({0001}α//{110}β,<110>α//<111>β)以及片層α相在三維空間的慣習生長方向(圖3(a-c)),理論計算出當柱狀β晶粒生長方向與增材制造構建方向(Z)平行時,柱狀β晶粒內可能存在的12種α變體的φ角值為30°,45°,60°,120°,135°和150°。但在實際樣品中,柱狀β晶粒生長方向并不嚴格平行于Z方向,而是與其存在一個偏差角(γ)(圖4(a)),進而導致柱狀β晶粒內部片層α相的φ角與理論計算結果間也存在一個角度(γ),如圖5(a)所示。因此,激光增材制造鈦合金柱狀β晶粒生長方向是控制其內部片層α相長軸取向的主要因素。
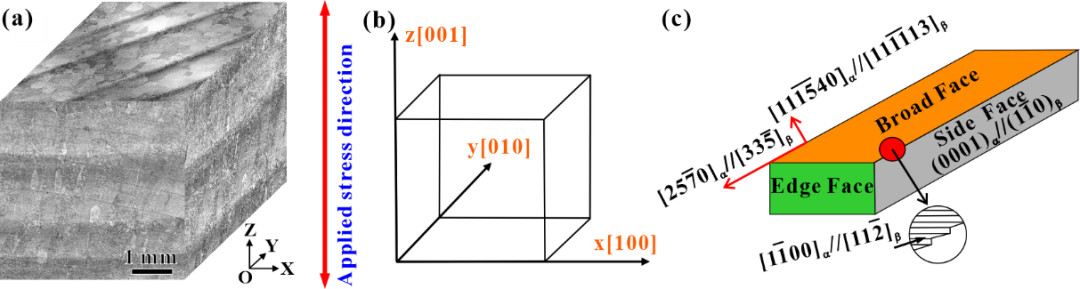
圖3 (a) 增材制造系統坐標系(X-Y-Z)示意圖,(b) β晶粒的晶體坐標系(x[100]-y[010]-z[001])示意圖,(c) 片層α相的三維空間慣習生長方向示意圖。
在疲勞裂紋擴展Paris區,疲勞裂紋在柱狀β晶界或片層集束邊界處發生明顯偏折(圖4(a)和(b)),且其偏折角(θij或ψij)大小與界面兩側柱狀β晶粒生長方向間夾角Δγij)或相鄰片層集束取向差的大小成正相關(圖5(b)),即界面兩側柱狀β晶粒生長方向間夾角越大,疲勞裂紋在柱狀β晶界處偏折角度越大,進而增大疲勞裂紋擴展路徑曲折度,提高裂紋擴展所需能量。因此,激光增材制造鈦合金中相鄰柱狀β晶粒生長方向間夾角也是控制疲勞裂紋在柱狀β晶界處偏折角度大小的主要因素。
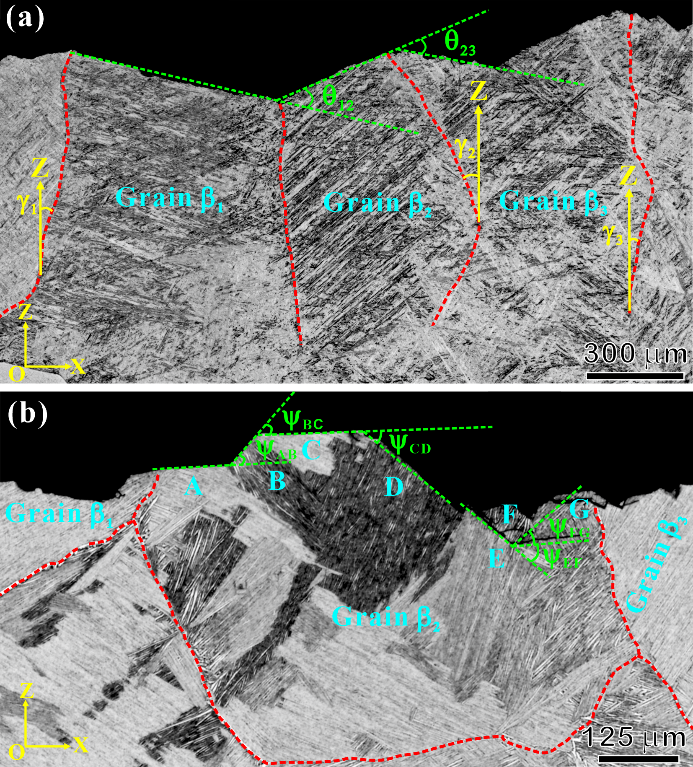
圖4 (a) 疲勞裂紋在柱狀β晶界處偏折的OM顯微組織照片,(b) 疲勞裂紋在片層集束邊界處偏折的OM顯微組織照片。
基于激光增材制造鈦合金中柱狀晶生長方向與其內部α片層的φ角間的定量關系(圖5(c)),以及疲勞裂紋偏折角度大小與界面兩側柱狀β晶粒生長方向間夾角的正相關關系,最終提出激光增材制造過程中,使合金中相鄰柱狀晶生長方向以γ=0°(β1)-15°(β2)-0°(β3)-15°(β4)交替組合的微觀組織結構優化設計方案(圖6(a))。這種微觀組織結構不僅避免了其內部片層α相的φ角處于75°~90°范圍,還使相鄰柱狀β晶粒生長方向間夾角盡可能最大化,進而增大疲勞裂紋擴展路徑曲折度,提高增材制造鈦合金的疲勞裂紋擴展抗力。最終通過總結激光增材制造工藝參數對柱狀β晶粒生長方向影響的大量研究結果,結合本研究發現,提出了制備出具有優異疲勞裂紋擴展抗力鈦合金的激光增材制造成形策略,即采用雙向掃描策略,且層間單道掃描方向一致(圖6(b)),但在激光單道掃描過程中實時改變激光功率和掃描速度,進而改變熔池曲率及相鄰柱狀晶生長方向(圖6(c))。
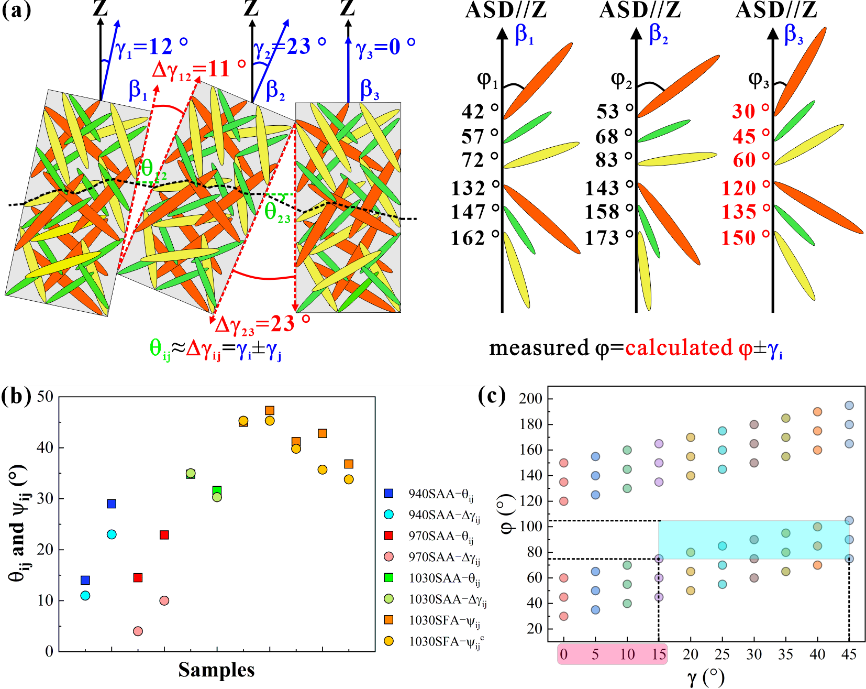
圖5 (a) 柱狀晶生長方向對內部片層α相長軸取向的影響示意圖,(b)疲勞裂紋在柱狀β晶界處或片層集束邊界處的偏折角度,(c) γ角與φ角間的關系。
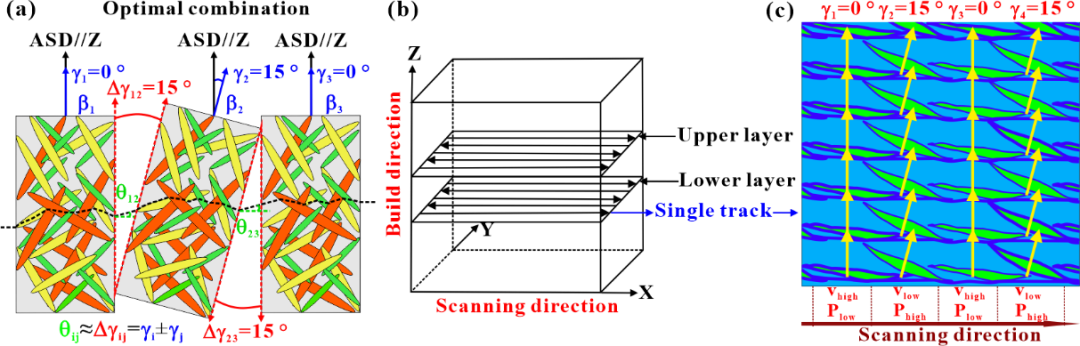
圖6 (a) 高疲勞裂紋擴展抗力鈦合金的微觀組織結構設計方案示意圖,(b)激光金屬沉積成形掃描策略、(c)掃描速度與激光功率參數設計方案示意圖。
結論展望
本研究基于激光金屬沉積成形TA19鈦合金疲勞裂紋擴展行為與α片層和柱狀β晶界的交互作用以及柱狀晶生長方向對內部α片層長軸取向影響的實驗研究與理論計算,揭示了柱狀β晶粒生長方向是控制對疲勞裂紋擴展抗力有顯著影響的片層α相長軸取向以及柱狀β晶界處疲勞裂紋偏折角度大小的主要因素,提出了提高增材制造鈦合金疲勞裂紋擴展抗力的微觀組織結構設計的優化方案,并為利用增材制造技術開發高疲勞裂紋擴展抗力鈦合金的打印成形策略提供了新思路。研究成果將有助于實現激光增材制造高疲勞裂紋擴展抗力鈦合金微觀組織結構的的原位調控,并為更高效地開發綜合力學性能優異的增材制造鈦合金提供設計依據。
致謝: 本工作得到國家自然科學基金項目(No. 52171128)和沈陽材料科學國家研究中心基礎研究項目(No. L2019R18 )的支持。
課題組網站主頁: http://www.imr.cas.cn/yjtd/gpzhang_team
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:8229

腐蝕與“海上絲綢之路”
點擊數:6551