
清華大學增材制造頂刊《AM》:抗拉強度1663MPa,均勻伸長率6.0%!通過增材制造原位合金化超高強度鋼!
2023-10-27 14:09:33
作者:材料學網(wǎng) 來源:材料學網(wǎng)
分享至:


導讀:低密度超高強度鋼(LD-UHSS)在汽車和航空航天部件的輕量化設(shè)計中引起了極大的研究興趣。然而,由于鋁(Al)的夾雜導致其成形性和可焊性差,限制了其應(yīng)用。本文提出了一種利用激光粉末床熔合原位合金化技術(shù)設(shè)計和制造一系列LD-UHSS的方法。鋁的加入不僅降低了新設(shè)計的LD-UHSS的密度,而且通過B2相的析出顯著增強了鋼的強度。此外,激光增材制造導致在馬氏體相的胞壁處形成細小的亞穩(wěn)保留奧氏體,有助于提高延展性。與傳統(tǒng)低密度鋼相比,LD-UHSS的δ-鐵素體相強度顯著提高,這是由于LD-UHSS的晶粒尺寸更小,且存在大量析出相,有助于提高加工硬化能力。此外,開發(fā)的LD-UHSS中的B2相結(jié)構(gòu)更精細,進一步增強了基體。然而,需要注意的是,鋁的過量添加會導致鋼的脆性,這是由于B2相的大量析出和δ-鐵素體的增加。增材制造為生產(chǎn)LD-UHSS提供了一條可行的途徑,通過定制B2相、亞穩(wěn)奧氏體和δ-鐵素體等關(guān)鍵相,有效地優(yōu)化了LD-UHSS的力學性能。這項研究為開發(fā)用于各種工業(yè)應(yīng)用的輕質(zhì)、高強度鋼開辟了新的途徑。
航空航天和汽車工業(yè)對輕量化結(jié)構(gòu)材料有巨大的需求,因為它們可以減少燃料消耗,提高有效載荷能力,延長使用壽命。超高強度鋼(UHSS)作為結(jié)構(gòu)構(gòu)件在這些領(lǐng)域得到了廣泛的應(yīng)用。鋁(Al)是用于低密度鋼的主要合金元素,僅添加1%重量百分比的鋁就可以使鋼密度降低1.3%。在鋼中加入鋁不僅降低了鋼的密度,而且通過形成金屬間化合物有效地強化了基體。然而,高鋁含量的Fe-Mn-Al-C低密度鋼的鑄造和加工面臨著巨大的挑戰(zhàn)。這些合金的高錳含量和伴隨的蒸氣壓使其冶金加工異常困難。在傳統(tǒng)的低密度鋼中,高鋁的添加量導致煉鋼過程中的鋼質(zhì)量低下,而在連鑄時,液態(tài)氧化鋁的存在會導致噴嘴堵塞。此外,傳統(tǒng)的低密度鋼具有較差的成形性和可焊性。Sohn等研究了高鋁含量低密度鋼的開裂現(xiàn)象。
為了克服與低密度鋼制造相關(guān)的問題,增材制造,特別是3D打印,已經(jīng)成為生產(chǎn)新型低密度鋼的一種有前途的技術(shù)。激光粉末床熔融(L-PBF)是一種先進的增材制造技術(shù),用于使用粉末制造3D金屬零件。它是制造業(yè)中發(fā)展迅速的一項技術(shù)。在L-PBF中,使用高功率激光束按照預先定義的計算機輔助設(shè)計3D模型逐層熔化粉末。L-PBF技術(shù)為低密度鋼的生產(chǎn)提供了一條新途徑,解決了傳統(tǒng)高鋁合金低密度鋼鑄造過程中面臨的一些難題。L-PBF的一個顯著優(yōu)點是其原位冶金工藝,避免了在鑄造過程中遇到的低密度鋼中鋁含量高的問題。由于熱加工階段的原因,在傳統(tǒng)的低密度鋼中很難消除(Al, Mn, Fe)氧化物的存在,而在L-PBF中避免了這些氧化物的存在,因為它是在氧氣含量極低的氣體保護氣氛中進行的。L-PBF技術(shù)可以高效制造低密度鋼,具有同時具備優(yōu)良性能,而且方便大量生產(chǎn)。
傳統(tǒng)的鑄造工藝需要大量的重復試驗來達到所需的化學成分。相比之下,激光增材制造提供了一種方便有效的方法,通過混合粉末,原位合金化來快速測試印刷性和屏幕成分。由于不含鉻元素,傳統(tǒng)超高頻鋼的耐腐蝕和抗氧化性能較差。因此,通過鉻的加入,超高頻衛(wèi)星系統(tǒng)在惡劣條件下的服務(wù)性能會得到改善。鋁是一種強鐵氧體前體,在激光增材制造UHSS過程中,隨著鋁含量的增加,形成δ-鐵氧體的傾向會增加,從而增強了它的脆性,增加了激光增材制造過程中的開裂傾向。因此,適當?shù)匿X含量對于激光增材制造是必要的。除鋁外,鈦(Ti)元素的摻入也可以降低鋼的密度,而不會顯著影響相成分。
本文介紹了低密度超高強度鋼(LD-UHSS)的研究現(xiàn)狀,重點介紹了低密度超高強度鋼的設(shè)計概念、微觀結(jié)構(gòu)特征和力學性能。主要目的是探討LD-UHSS的成分設(shè)計標準和潛在的強化機制。為了實現(xiàn)這一目標,采用激光增材制造技術(shù)開發(fā)了一種具有原位合金化Fe-Ni-Cr-Al-Ti成分的新型LD-UHSS。對打印鋼的顯微組織和力學性能進行了深入研究。此外,本文還討論了鋁元素對LD-UHSS組織和力學性能的影響,以及所開發(fā)的LD-UHSS所表現(xiàn)出的強化機制。
清華大學陳浩等教授相關(guān)研究以“In-situ alloyed ultrahigh strength steels via additive manufacturing”為題發(fā)表在Additive Manufacturing上。
鏈接:https://www.sciencedirect.com/science/article/pii/S2214860423004384

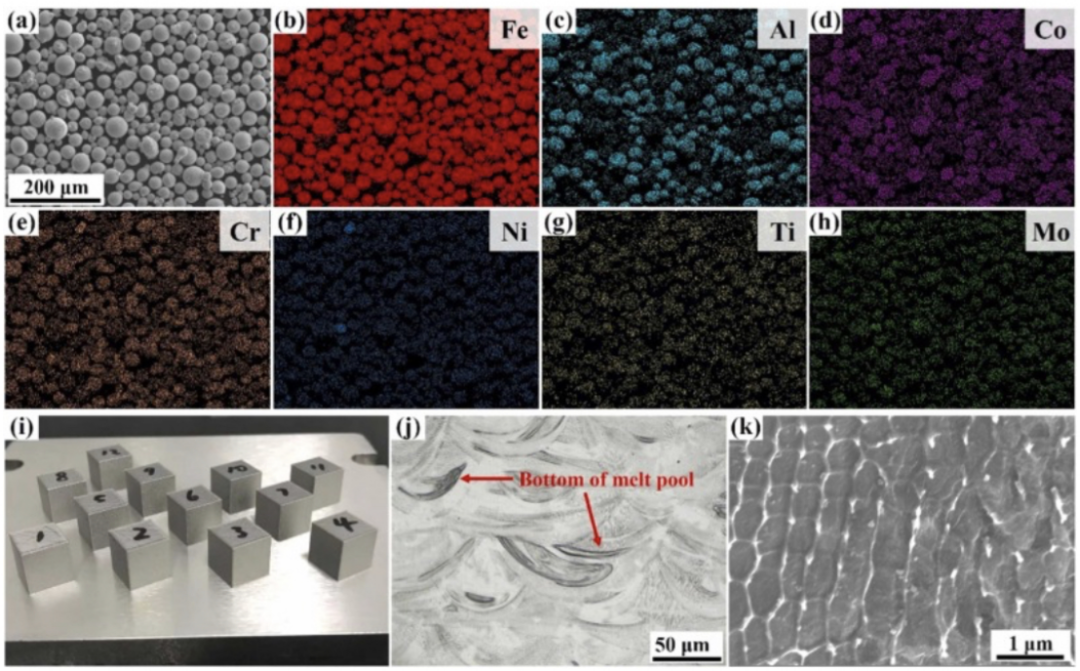
圖1所示。(a) HA11混合粉末的SEM圖像,(b) EDS圖像顯示相應(yīng)的Fe, Al, Co, Cr, Ni, Ti和Mo元素分布。(i) HA11 LD-UHSS樣品,(j) HA11 LD-UHSS樣品的OM圖像和(k) HA11 LD-UHSS樣品的SEM圖像。
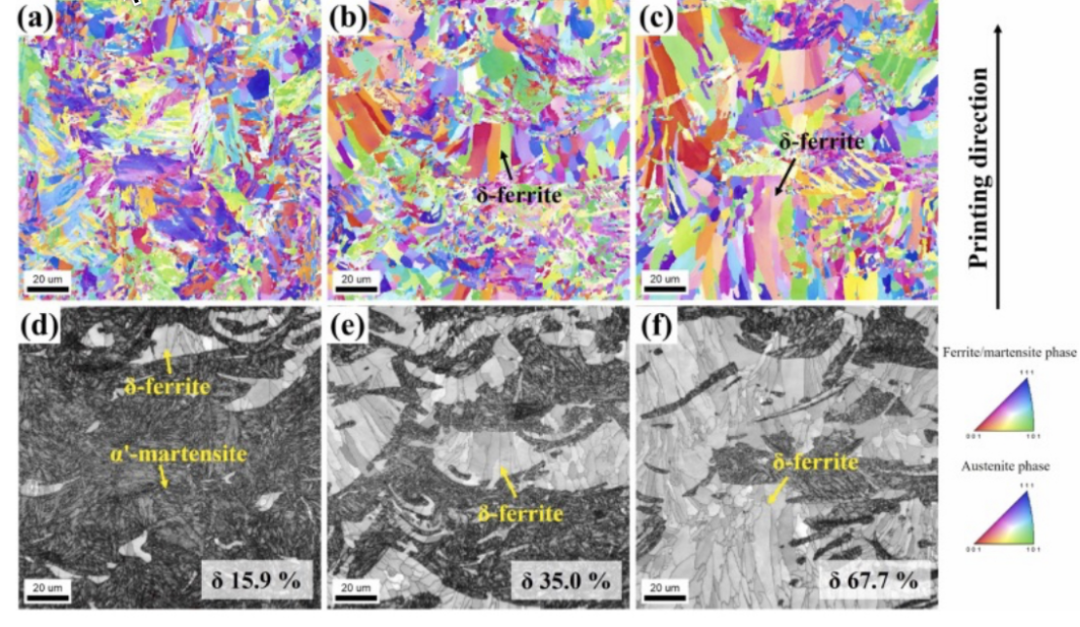
圖2所示。構(gòu)建樣品(a, d) HA11, (b, e) HA12和(c, f) HA14的EBSD IPF和IQ圖像。
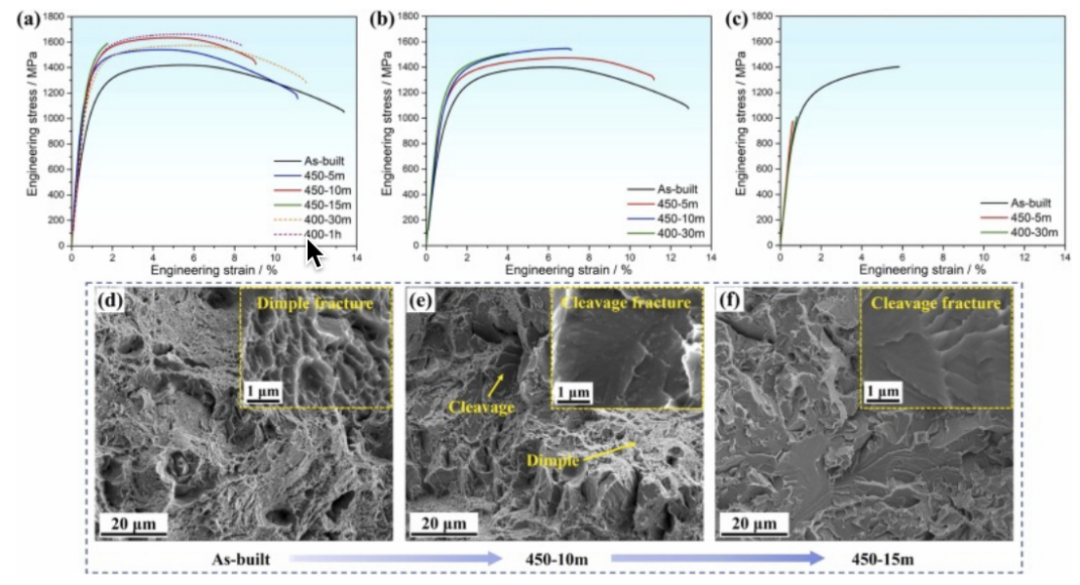
圖3所示。(a) HA11、(b) HA12、(c) HA14在不同條件下的拉伸應(yīng)力-應(yīng)變曲線。HA11試樣斷口形貌SEM圖:(d)建成后,(e) 450℃時效10 min, (f) 450℃時效15 min。
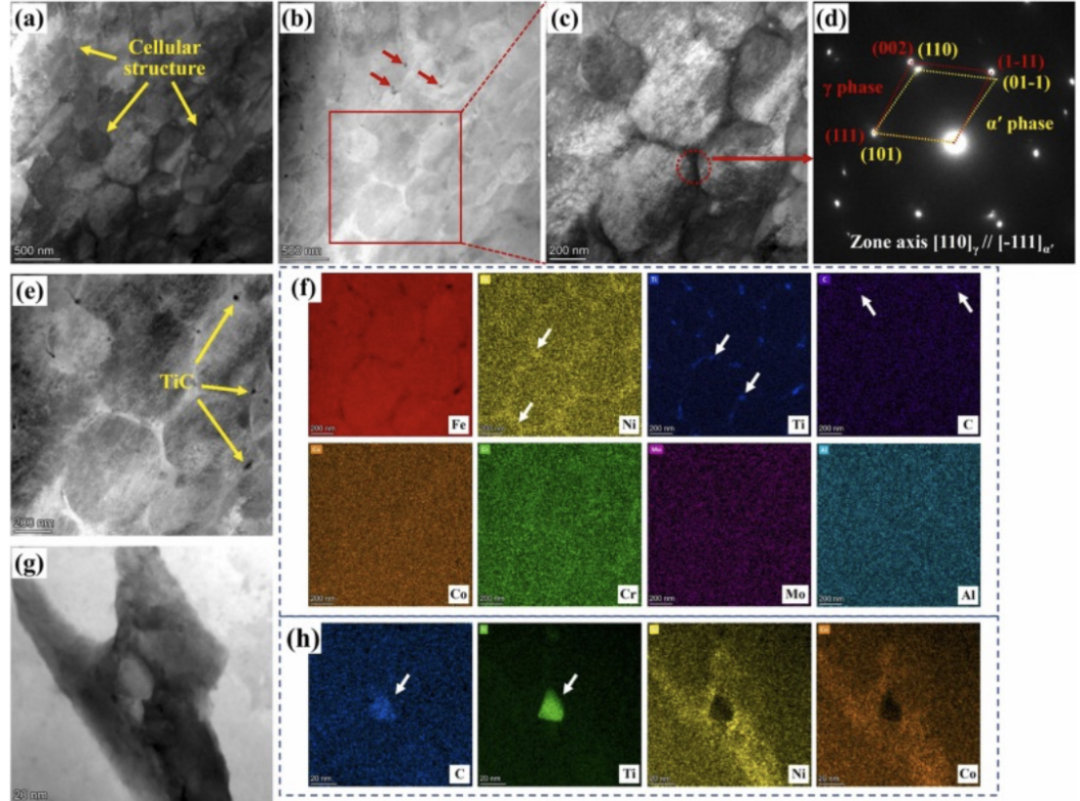
圖 4所示。(a) HA11、(b) HA12、(c) HA14在不同條件下的拉伸應(yīng)力-應(yīng)變曲線。HA11試樣斷口形貌SEM圖:(d)建成后,(e) 450℃時效10 min, (f) 450℃時效15 min。
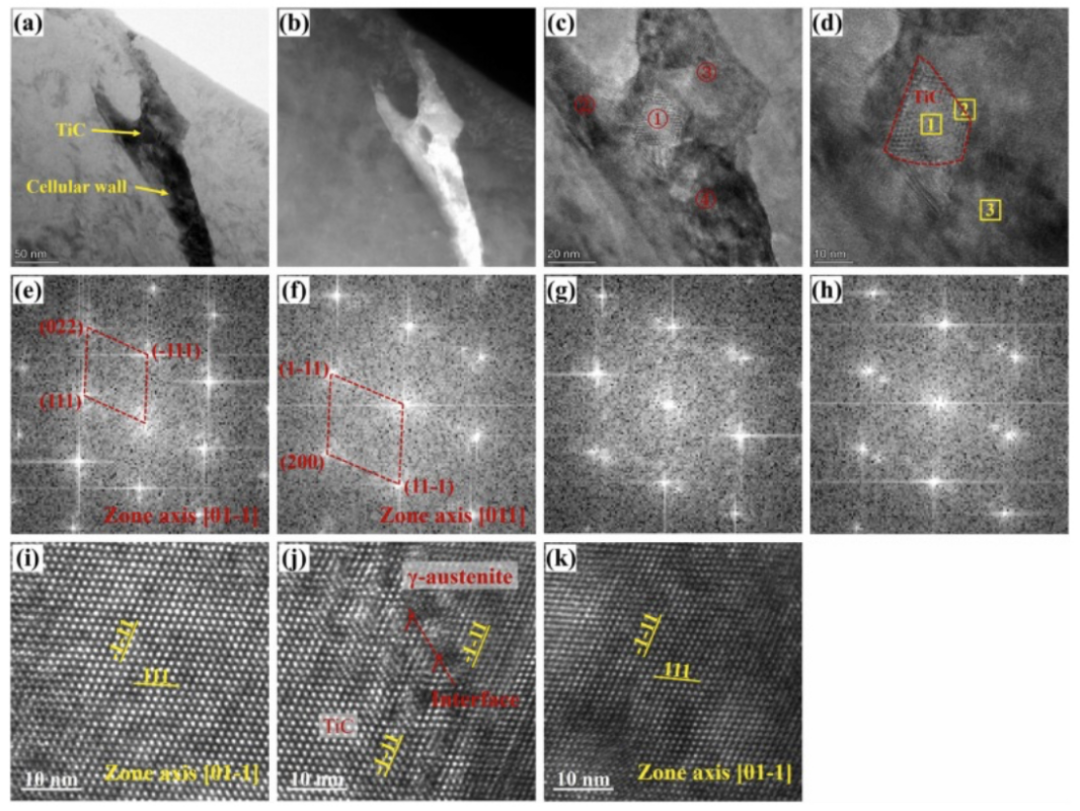
圖 5. AB試樣AlNi6TiZr合金的晶粒形貌、晶界分布和晶粒尺寸分布:(a-c);(d-f)為時效處理的標本。
圖6 . TEM結(jié)果顯示,在400℃時效1 h后,HA11的馬氏體相中有TiC析出的細胞壁:(a)有TiC析出的細胞壁BF圖像,(b)有TiC析出的細胞壁DF圖像。(c)細奧氏體包裹TiC的HRTEM圖像和(d)相應(yīng)的放大圖像。c中(e)區(qū)①的TiC和(f)區(qū)②、(g)區(qū)③、(h)區(qū)④的奧氏體的SADP圖像。(i) TiC、(j) TiC與奧氏體相界、(k)奧氏體相的HRTEM圖像。
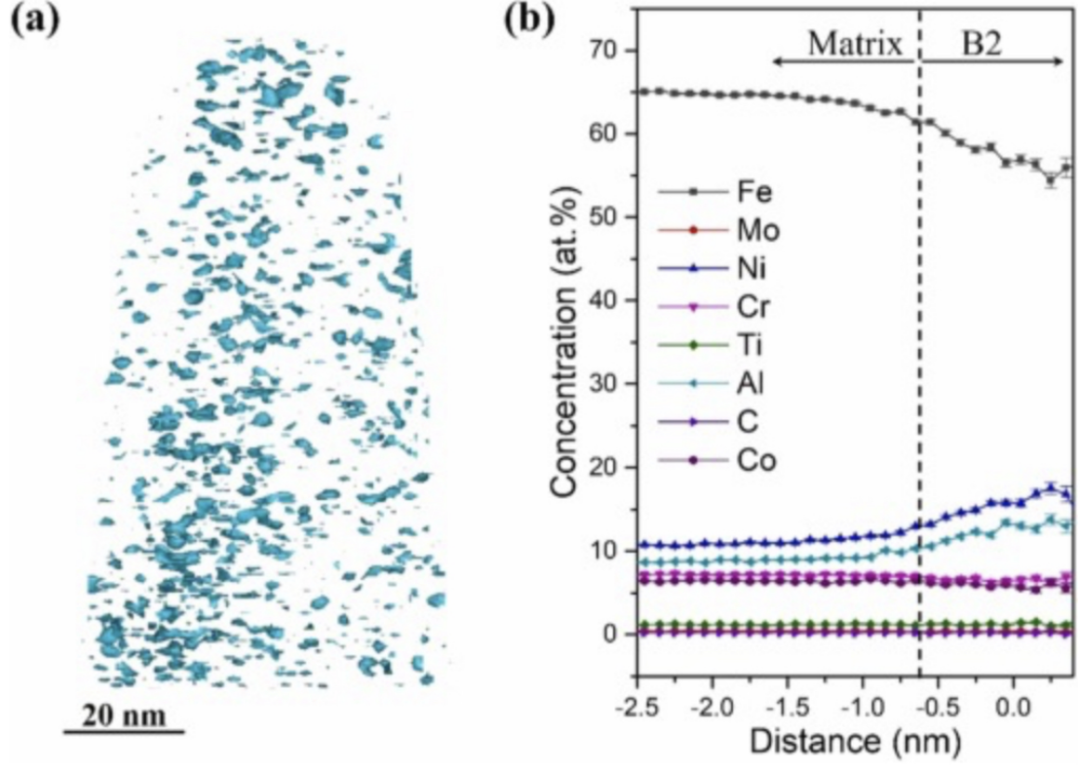
圖7. 400℃時效1 h的HA11馬氏體中B2析出相的APT分析:(a) 21 at% (Ni+Al)等濃度表面B2析出相的APT表征,(b) B2析出相平均組成的接近直方圖。
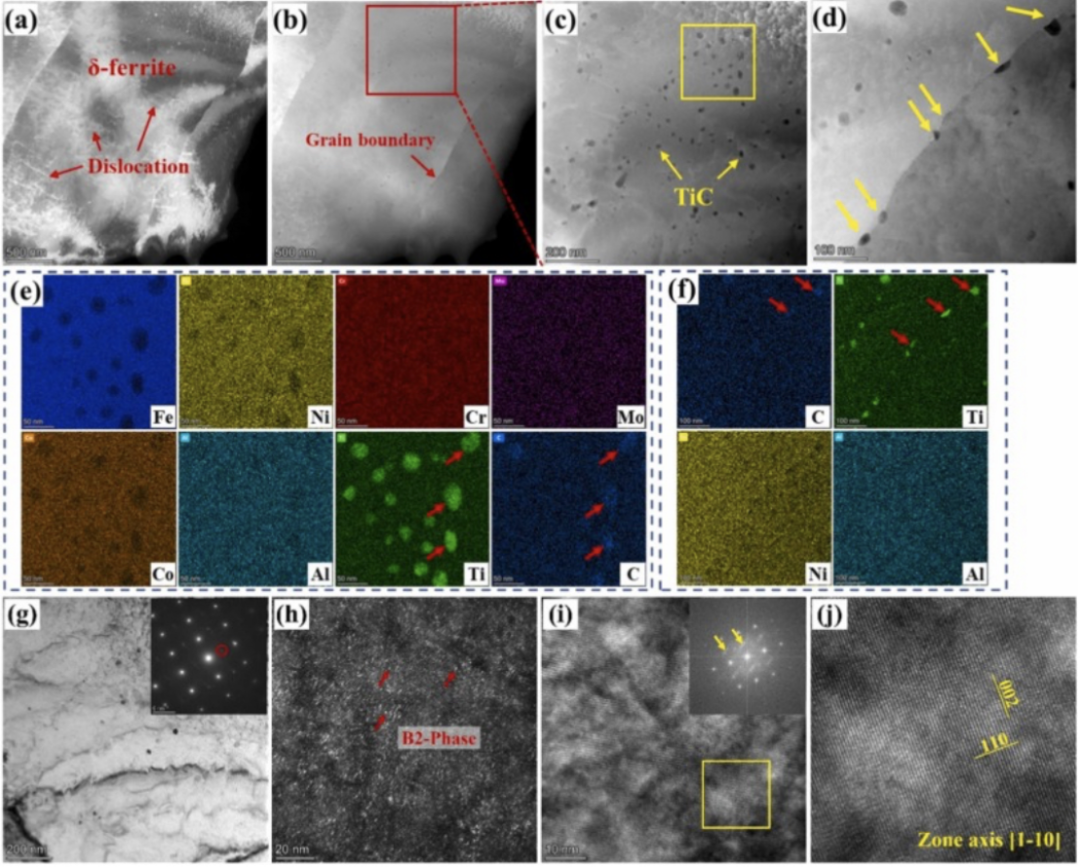
圖8 在400℃時效1 h后,HA11的δ-鐵素體相的析出相由STEM圖像顯示:(a) δ-鐵素體相的DF圖像和(b) δ-鐵素體相的HADDF圖像,TiC析出相(c)在δ-鐵素體晶粒內(nèi),(d)在晶界。(e) c中黃色方框所示區(qū)域元素分布的EDS圖,(f) d中元素分布的EDS圖。(g) δ-鐵氧體相的BF圖(插入相應(yīng)的SADP圖),(h) B2相的CDF圖,(i) δ-鐵氧體的HRTEM圖(插入相應(yīng)的黃色方框所示區(qū)域的FFT圖),(j) i中所示區(qū)域的放大HRTEM圖。
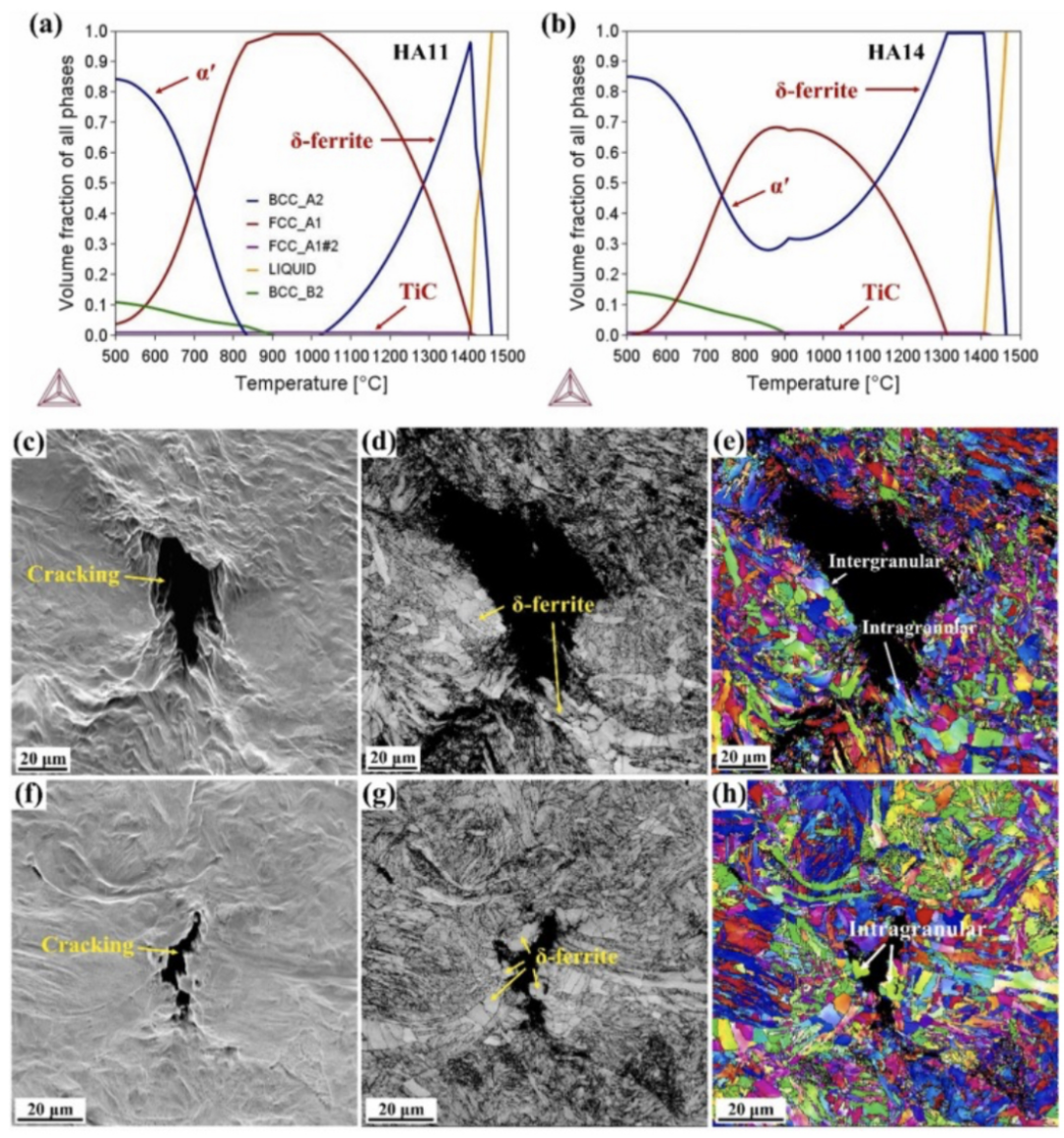
圖9 用thermocalc 2023a計算(a) HA11和(b) HA14的平衡相分數(shù)作為溫度的函數(shù)。拉伸試驗中,HA11在450℃時效10 min后,在應(yīng)變?yōu)?.6%時中斷,裂紋源在δ-鐵素體相萌生:(c, f)裂紋源SE圖及相應(yīng)的(d, g) IQ圖和(e, h) IPF圖。
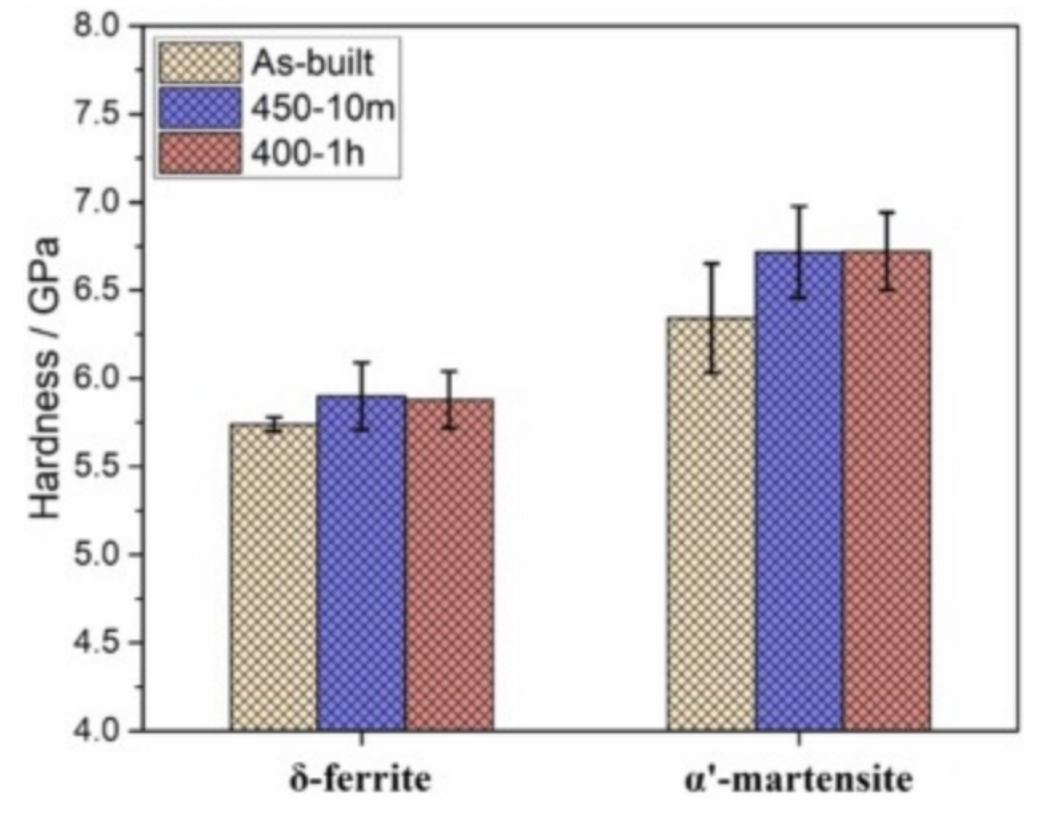
圖10 通過納米壓痕試驗獲得了不同條件下δ-鐵素體相和馬氏體相的硬度。
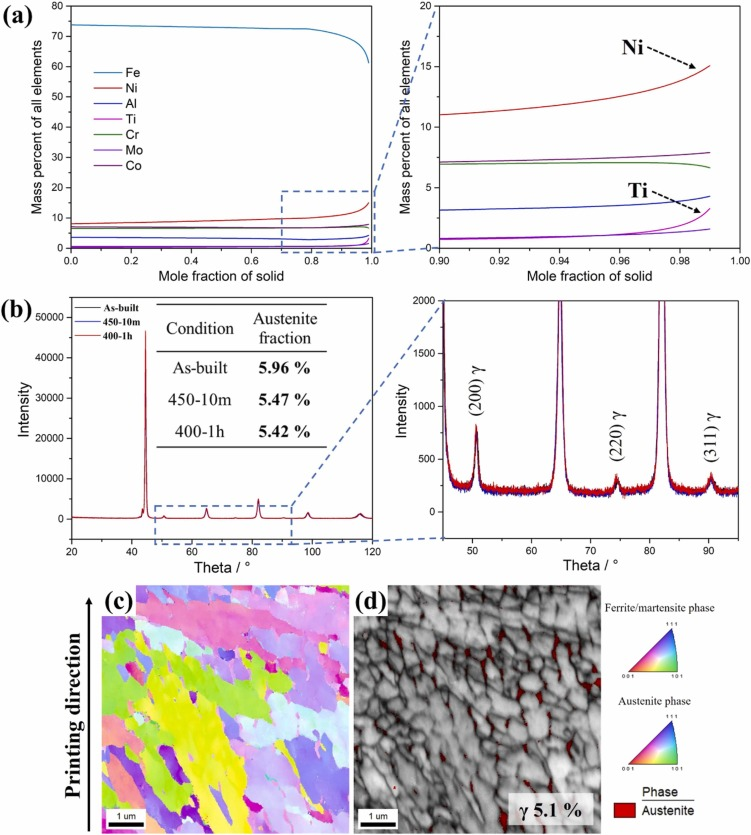
圖11. 3(a)根據(jù)Scheil-Gulliver模型計算的凝固過程中溶質(zhì)元素的分配情況。(b)不同條件下奧氏體相含量的XRD結(jié)果。(c) HA11在400℃時效1 h后的IPF圖像和相應(yīng)的(d) IQ +相圖像。
結(jié)論:L-PBF原位合金化制備的LD-UHSS具有良好的力學性能,屈服強度1325 MPa,抗拉強度1663 MPa,均勻伸長率6.0%。值得關(guān)注的是,鋁含量的增加對應(yīng)著材料脆性的提高。這主要是由于δ-鐵素體含量的增加,晶粒內(nèi)部形成的B2相的致密性、脆性和沿晶界析出的TiC顆粒,δ-鐵素體在變形過程中成為其開裂的來源。此外,時效處理過程中基體中大量析出的B2相,也在一定程度上促進了其脆性提高。
免責聲明:本網(wǎng)站所轉(zhuǎn)載的文字、圖片與視頻資料版權(quán)歸原創(chuàng)作者所有,如果涉及侵權(quán),請第一時間聯(lián)系本網(wǎng)刪除。
相關(guān)文章

官方微信
《腐蝕與防護網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62316606
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護網(wǎng)官方QQ群:140808414
文章推薦
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數(shù):8636

腐蝕與“海上絲綢之路”
點擊數(shù):6920