
華中科技大學《Nature》子刊:實現2024鋁合金高強度無裂紋焊接!
2024-03-04 14:44:44
作者:材料學網 來源:材料學網
分享至:


導讀:2000 系列鋁合金已具備在輕質結構中廣泛使用的條件,但在熔融焊接過程中出現凝固裂紋一直是一個長期存在的問題。在此,本研究創造了一種鋯(Zr)-芯-鋁(Al)-殼焊絲(ZCASW),并采用了振蕩激光-電弧混合焊接技術來控制焊接過程中的凝固,最終實現了 2024 鋁合金的可靠無裂紋焊接。本研究根據晶體學信息選擇了與鋁具有理想晶格匹配的鋯絲,并用與母材化學成分相似的鋁絲對其進行纏繞。這樣就獲得了無裂紋、等軸(晶粒的長度、寬度和高度大致相等)、細晶粒的微觀結構,從而大大提高了抗拉強度,超過了傳統熔焊接頭的抗拉強度,甚至與攪拌摩擦焊接頭的抗拉強度相當。這項工作對高強度鋁合金的焊接具有重要的工程應用價值。
如今,輕質材料已成為促進能源和環境可持續發展的重要組成部分。汽車重量每增加 100 千克,每公里二氧化碳排放量就會減少 8.7 克,每百公里耗油量減少 0.4 升。因此,將輕質結構部件組裝成一個功能單元在航空航天、鐵路、汽車和造船等多個行業都具有重要意義。焊接是組裝輕質材料的重要工藝。
鋁合金是典型的輕質材料,近幾十年來得到了廣泛的應用。由于其重量輕而強度高,2xxx 系列合金經常被用于航空航天和軍事領域。鋁合金 2024(AA2024)是研究最為廣泛的材料之一。對于 AA2024 的焊接,大多數專家都傾向于采用攪拌摩擦焊(FSW)。然而,FSW 工藝往往受到結構件復雜形狀的限制,需要特殊的設置。熔化焊無疑更為靈活高效,但也有許多學者對 AA2024 的焊接進行了研究,如電弧焊、激光焊、電子束焊 和混合焊。他們強調,熔化焊的主要問題之一是凝固裂紋,這大大阻礙了熔化焊的廣泛應用。
AA2024 的溫度范圍相對較寬,因此在凝固過程中會出現液相和固相共存的寬粘稠區,在熔焊過程中通常以柱狀樹枝狀凝固。隨著凝固過程的推進,液相的比例會逐漸減少。當凝固收縮產生的拉應力超過了幾乎完全凝固的微觀結構的強度,且凝固過程中液體供給不足時,樹枝狀突起之間就會出現凝固裂紋。
為了擴大 AA2024 在航空航天和軍事應用中的潛在用途,許多人都在努力解決凝固開裂問題。填充材料的開發為抑制凝固開裂提供了有效方法。我們知道,填充材料通常與基體金屬相似,以保持其原有特性,而不會產生兼容性問題。根據這一原則,在焊接 AA2024 時應優先選擇 ER2319 填充材料(一種鋁銅焊絲)。然而,由于會出現凝固裂紋,因此不建議采用這種策略。相反,人們普遍建議使用 ER4043 或 ER4047 填充材料(二元鋁硅體系)來連接這些材料。這是因為硅元素的引入可促進形成大量的低熔點共晶,這種共晶能夠迅速填充樹枝狀晶之間的通道,并通過愈合效應固化裂紋。值得注意的是,鋁硅系統填充材料可減輕凝固裂紋,但焊點的機械性能通常不能令人滿意。例如,使用鋁硅焊絲制造的焊點的拉伸強度約為 280 兆帕8 ,而航空航天界使用的 AA2024 的強度超過 400 兆帕。因此,實現 AA2024 的高強度和無裂紋焊接仍是一個障礙。
值得注意的是,細等軸微結構通過減少約束樹枝狀突起取向和促進開裂的一致性,在粘滯區表現出卓越的應變容納能力。同時,細等軸微結構還具有良好的性能,這一點已被眾多學者所證實。然而,如何獲得精細等軸微結構一直是個首要問題。引入成核顆粒來產生相同的超細等軸晶結構是一種有效的方法。它可以擴大熱梯度-生長速度曲線的等軸區域,從而很容易幫助生成等軸微觀結構。此外,成核顆粒的出現可增加固/液界面的過冷度,降低臨界核半徑,從而有效促進凝固過程中的晶粒細化。要獲得超細等軸微結構,成核粒子必須具有與 α-Al相似的晶格參數。因此,由于 Zr、Ti 和 Sc 等常見元素與 α-Al 的晶格錯配較小,因此被選來形成 Al3X(X = Zr、Ti 或 Sc)。Al3Zr、Al3Sc 和 Al3Ti 的晶格參數分別為 4.08 ?、4.103 ? 和 3.967 ?,與 Al 的 4.049 ? 相近。與 Al3Sc 或 Al3Ti 相相比,Al3Zr 相與 α-Al 相之間較低的錯位值(0.765%)可降低析出的成核障礙。此外,由于 Al3Zr 相和α-Al 相的結構非常相似,因此這兩種相可以作為α-Al 的優良異質成核點。
在這項工作中,華中科技大學蔣平教授團隊制作了一種鋯(Zr)芯鋁(Al)殼焊絲(ZCASW),并采用振蕩激光-電弧混合焊接技術來控制焊接過程中的凝固,從而獲得了細晶粒(約 4 μm)、無裂紋的 AA2024 焊點。焊縫的極限抗拉強度達到了令人驚訝的 349 兆帕,甚至可與 FSW 焊接相媲美。這表明,在航空航天工業的結構設計中,采用 ZCASW 可以實現 AA2024 的熔化焊接。在高性能合金的應用中,強度與開裂之間的權衡仍是一個懸而未決的問題,而這種填充材料克服了這一難題。這種焊接技術為廣泛的工業應用奠定了基礎,因為它可以滿足自動化焊接對效率的要求。相關研究成果以題“High-strength and crack-free welding of 2024 aluminium alloy via Zr-core-Al-shell wire”發表在nature communications上。
鏈接:https://www.nature.com/articles/s41467-024-45660-x
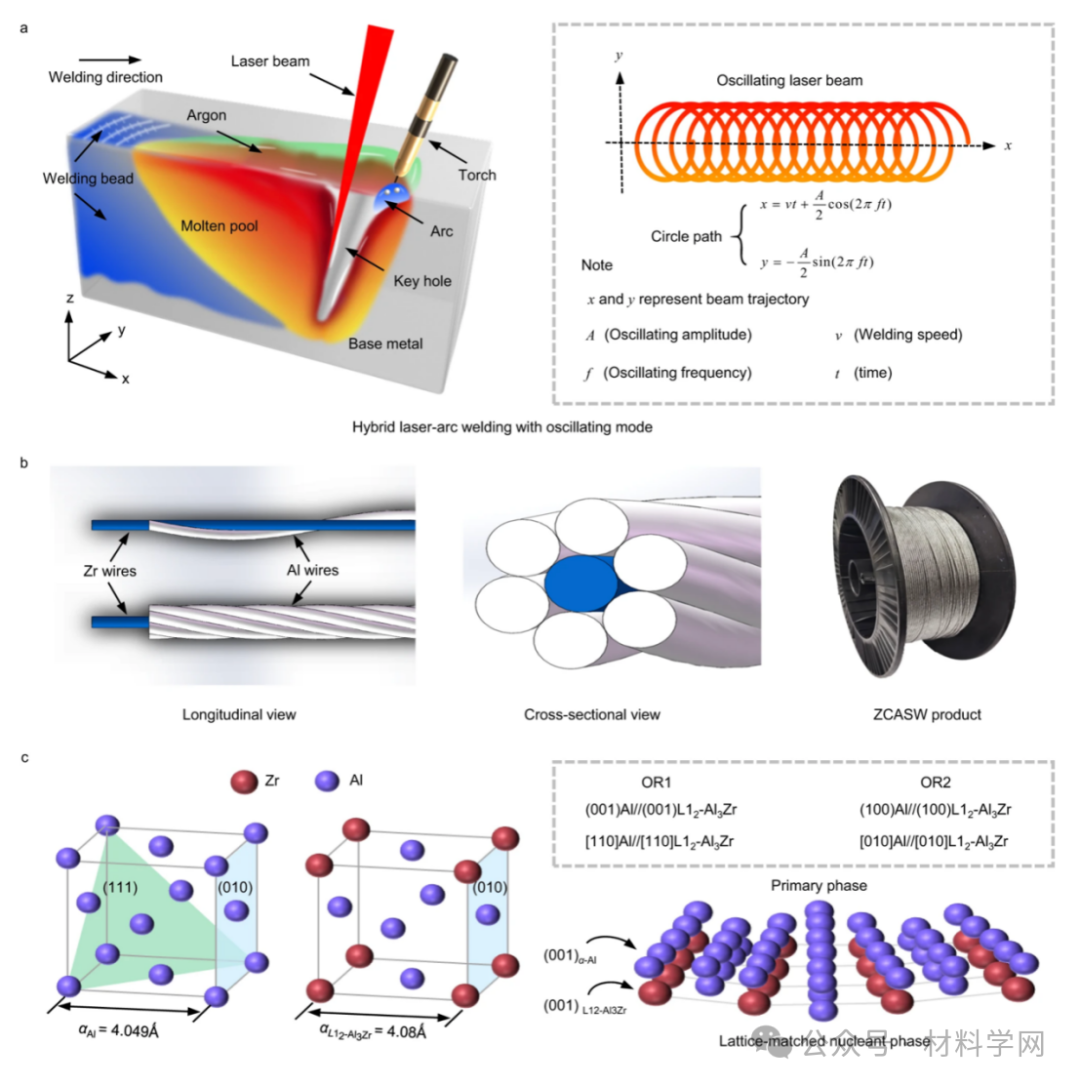
圖1. a 焊接工藝示意圖;b ZCASW 填料的縱向和橫向示意圖及產品。c α-Al 和 L12-Al3Zr 的晶體學數據示意圖,說明晶格匹配的 Al3Zr 相如何誘導 α-Al 的低能障外延生長(OR1 代表取向關系 1,OR2 代表取向關系 2)。
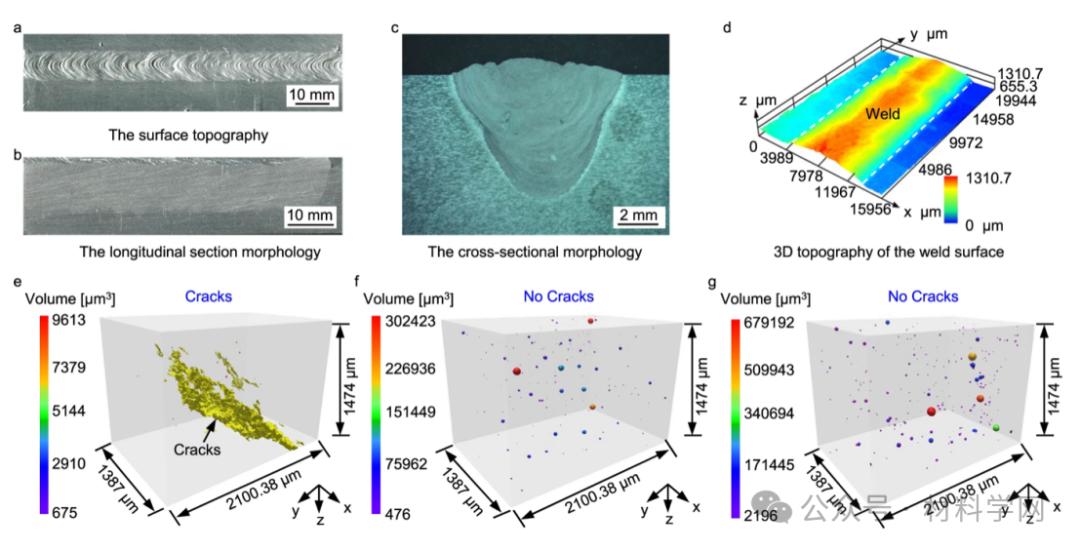
圖2. a 使用 ZCASW 填充劑制作的焊縫表面形貌。b 焊縫縱向截面形貌。c 焊縫橫截面形貌。d 焊縫表面形貌和高度測量值(色條表示焊縫表面高度)。e-g 分別使用 ER2319、ER4043 和 ZCASW 填充劑制作的焊縫內部缺陷的三維重建體積(色條表示孔徑)。

圖3. a, b 使用 ER2319 和 ZCASW 填充材料制造的熔化區中的樹枝間相。c 比較從不同熔化區獲得的樹枝間相面積分數(誤差條代表標準偏差)。d EPMA 圖譜顯示使用 ZCASW 填充材料制造的熔化區中樹枝間相和鋁基體的化學構成。e TEM-EDX 觀察到的樹枝間相,顯示 STEM-HAADF 圖像。f 樹枝間相的 SAED 圖。g 主要元素(Al、Cu、Mg 和 Zr)的 EDX 圖。h α-Al 與 Mg2Cu 相界面的 HRTEM 圖像,插圖顯示 Mg2Cu 相的 FFT 圖。

圖4. a 使用 ER2319(上)和 ZCASW(下)填料制造的熔化區樹枝狀生長過程中的模擬液體通道形態。b, c 使用 ER2319 填料和 ZCASW 填料在 882 K 下制造的熔化區的模擬溶質分布 d 沿(b)中的 AA'線和(c)中的 BB'線的溶質分布 e 使用 ZCASW(藍色)和 ER2319(橙色)填料制造的熔化區的 T-(fs)1/2 曲線和根據 PF 模擬計算的開裂敏感性指數(CSI 代表開裂敏感性指數)。
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:8891

腐蝕與“海上絲綢之路”
點擊數:7134