
金屬頂刊《Acta Materialia》激光增材制造高強度、高拉伸延性的大尺寸梯度金屬復合材料
2021-01-18 17:28:37
作者:材料學網 來源:材料學網
分享至:


導讀:本文利用激光增材制造技術(LAM)制備了一種多層Zr基非晶合金復合材料。通過控制每一層材料在激光增材制造過程中的冷卻速率,對其微觀組織進行調控,進而成功地獲得了枝晶相體積分數呈梯度變化的非晶合金復合材料。該梯度非晶合金復合材料表現出高屈服強度(>1.3 GPa)和高拉伸延展性(~13%)的完美結合。這種強韌性的同時提高源于相鄰層間相互作用引起的協同強化和非均質微觀結構導致的異步形變方式。該研究利用激光增材制造技術來設計和制備大尺寸梯度金屬結構,不但為高性能非晶合金復合材料的開發和大規模結構應用打開了一扇新的窗口,也對許多其他金屬材料的增材制造具有普適意義。
由于沒有晶體缺陷(如位錯和晶界),大塊非晶合金(BMG)表現出極高的強度和彈性,并具有類似塑料的加工性能。然而,在室溫下,特別是在受拉條件下,大塊非晶合金通常缺乏塑性。非晶合金的塑性應變高度局域于剪切帶內,該剪切帶會迅速擴展并導致非晶合金的災難性破壞,這嚴重阻礙了大塊非晶合金的廣泛應用。為了克服這一問題,人們通常會原位引入塑性較好的第二相來增韌非晶合金基體,從而形成非晶合金復合材料(BMGC)。這些分散的韌性枝晶相促進了多重剪切帶的形核,并阻礙了剪切帶向裂紋的快速發展,從而極大地提高了非晶合金的室溫延展性。
除此之外,迄今為止大多數非晶合金復合材料的制備加工都是基于液態熔鑄工藝,其力學性能強烈依賴于凝固組織特征(如枝晶的尺寸、體積分數和枝晶間距),而這些都對制備加工條件高度敏感。以Cu48Zr48Al4非晶合金復合材料為例,當鑄造直徑從3 mm增加到5 mm時,同一合金發生了韌脆性轉變。又比如在非晶合金復合材料的鑄錠中,組織控制是相當困難的,由于從表面到內部的冷卻速率不同,樹枝晶的分布往往不均勻且不受控制。盡管通過適當的合金成分設計,結合半固態加工或Bridgeman定向凝固,可以獲得微觀組織更加均勻的非晶合金復合材料,但是其作為結構材料來應用仍然面臨巨大挑戰,這主要由于受鑄造時玻璃形成所需的高冷卻速度的內在要求,其尺寸通常都限制在厘米尺度。此外,為了最有效地增韌非晶合金基體,通常需要引入較高的枝晶相體積分數(40%~50%),這導致了非晶材料整體強度的顯著下降。這種強度-延展性的“此消彼長”是材料科學中一個長期存在的挑戰,要求采用新的策略來設計和制造強度-延展性同時提高的新型非晶合金復合材料。
近年來,人們一直在努力克服金屬強度和延展性之間的“此消彼長”問題。在這些方法中,非均質梯度結構設計是特別有效的方法,并因此成為克服強度和延性沖突的主要機制,即使在脆性材料(如納米晶金屬和非晶合金)中同樣適用。在具有梯度結構的金屬材料中,軟區和硬區被巧妙地設計成連續變化的特征尺寸(即粗晶、超細晶、納米晶和非晶)。在形變時,軟硬區域之間會出現塑性不相容,在此區域會產生塑性形變梯度,并激發幾何必需位錯(GND),致使強度-延性協同提高。
激光增材制造技術是一種以金屬粉末為原料的快速制造技術。由于激光增材制造金屬材料是一個逐層堆積的過程,它可以通過實時調節粉末成分、激光加工參數等工藝來實現每一層材料的成分和微觀組織的精準控制,這為設計和制備梯度金屬材料提供了絕佳的機會。另外,在激光增材制造過程中高達103~104 K/s的熔池冷卻速率也使許多金屬發生玻璃化成為可能。
基于此,大連交通大學的呂云卓老師、研究生蘇爽、哈爾濱工業大學的黃永江老師和美國馬薩諸塞大學的陳文老師等研究人員合作,以Zr39.6Ti33.9Nb7.6Cu6.4Be12.5(DH3)非晶合金復合材料為模型材料,利用同軸送粉式激光增材制造技術(LAM)制備出具有較高屈服強度(>1.3 GPa)和較好拉伸延展性(~13%)的多層梯度非晶合金復合材料。相關研究成果以題“Controllable Additive Manufacturing of Gradient Bulk Metallic Glass Composite with High Strength and Tensile Ductility”發表于金屬頂刊Acta Materialia。
論文鏈接:https://www.sciencedirect.com/science/article/abs/pii/S1359645421000124

通過精確調節熔池的冷卻速率,成功地制備出由多層枝晶含量梯度變化的DH3組成的梯度非晶合金復合材料,枝晶體積分數逐漸從~20%變化為~65%。基于連續的“雙向”塑性形變和斷裂過程,以及位錯運動引起的枝晶形變強化和剪切帶引起的非晶基體形變軟化之間的競爭,解釋了這種新型多層梯度非晶合金復合材料的優異力學性能。該研究為開發同時具有高強度和高延展性的梯度非晶合金復合材料開辟了一條全新的途徑,而采用的激光增材制造技術也使得非晶合金復合材料作為結構材料的大規模應用成為可能。
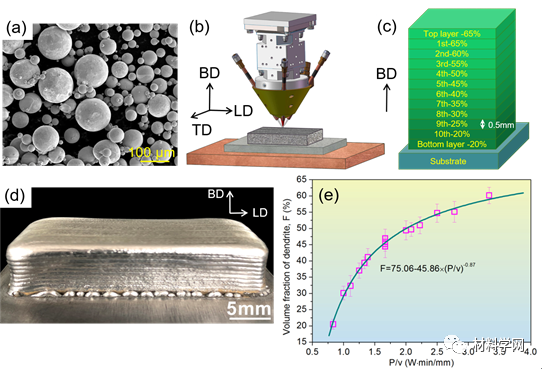
圖1 梯度DH3非晶合金復合材料的可控制備。(a)Zr39.6Ti33.9Nb7.6Cu6.4Be12.5(DH3)霧化粉末的SEM微觀形貌圖。(b)激光增材制造實驗裝置示意圖,BD:材料堆積方向,LD:拉伸加載方向,TD:橫向方向。(c)預先設計的DH3非晶合金復合材料的梯度結構示意圖。設計了包含10層的層狀結構,其枝晶體積分數逐漸從20%過渡到65%。為了給拉伸試樣的后續切割和拋光留有余量,額外設計了兩層附加層,即底層有20%的枝晶和頂層有65%的枝晶。(d)利用激光增材制造技術制備的10層梯度DH3非晶合金復合材料。(e)枝晶體積分數F與激光加工工藝參數組合P/v的關系。(P為激光功率,v為激光掃描速率。)
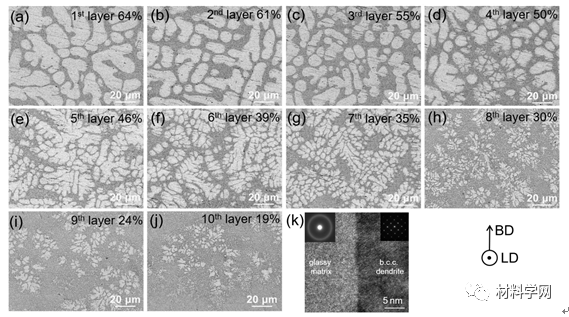
圖2 梯度DH3非晶合金復合材料的微觀結構。(a-j)復合材料不同層的掃描電鏡(SEM)微觀形貌圖,對比度較亮的區域為枝晶相,對比度較暗的區域為非晶基體。(k)枝晶和非晶兩相界面的高分辨透射電鏡(TEM)圖,插圖為相應的選區電子衍射圖。
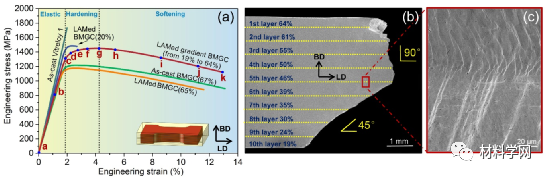
圖3 梯度DH3非晶合金復合材料的拉伸形變行為。(a)梯度DH3非晶合金復合材料的拉伸工程應力-應變曲線。梯度DH3非晶合金復合材料的拉伸形變呈現線性彈性、形變強化和形變軟化三個階段。為了對比,鑄態非晶合金Vit1、鑄態含有67%枝晶的非梯度DH3非晶合金復合材料以及利用激光增材制造技術制備的含有20%和65%枝晶的非梯度DH3非晶合金復合材料的拉伸應力-應變曲線也同樣列在圖中。(b)梯度DH3非晶合金復合材料的斷口形貌。枝晶含量大于45%的頂部5層的斷裂角度與加載方向夾角約為90°,枝晶含量小于45%的底部5層的斷裂角度接近45°。(c)第5層和第6層界面處的典型放大形貌圖,與斷裂面相似,剪切帶在第5和第6層的界面處發生了方向變化,剪切帶也在向界面的擴展過程中產生大量的分叉。
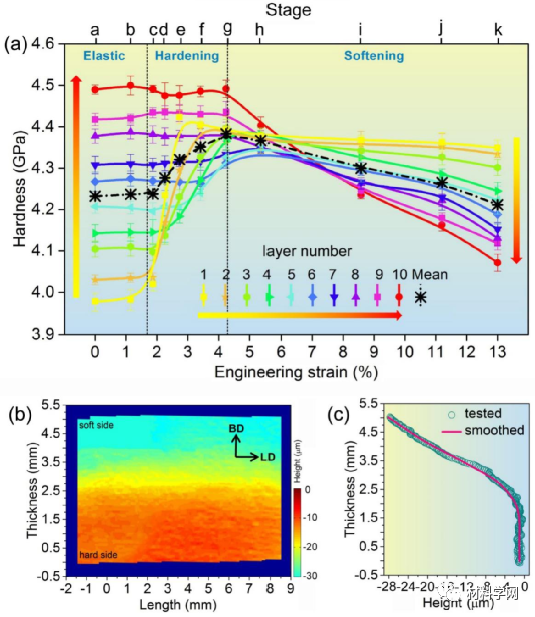
圖4 梯度DH3非晶合金復合材料的異步形變。(a)梯度DH3非晶合金復合材料的不同層在不同形變階段的顯微硬度演變。如圖中箭頭所示,數字1到10對應于梯度DH3非晶合金復合材料的第1到第10層。a-k形變階段與圖3(a)所示的拉伸應力-應變曲線上的形變階段一一對應。(b)拉伸應變3%后梯度非晶合金復合材料的側面高度。(c)拉伸應變3%后沿材料堆積方向的側面平均高度。
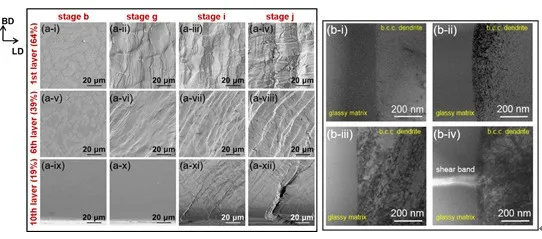
圖5 梯度DH3非晶合金復合材料在不同形變階段的微觀形貌。(a-i)-(a-xii)第1、第6和第10層在b、g、i、j形變階段的SEM微觀形貌。(b-i)-(b-iv)為枝晶與非晶基體界面處的TEM圖。(b-i)圖顯示的是在b形變階段第1層內部形貌,沒有看到位錯或剪切帶。(b-ii)圖顯示的是在c階段第1層內部形貌。(b-iii)圖顯示的是在c階段的第1層和第2層之間的界面區域形貌,在相鄰層界面處,枝晶內部的位錯密度高于第1層內部的位錯密度。(b-iv)顯示的是在d階段第1層內部形貌,可以發現剪切帶從非晶和枝晶的界面處萌生。
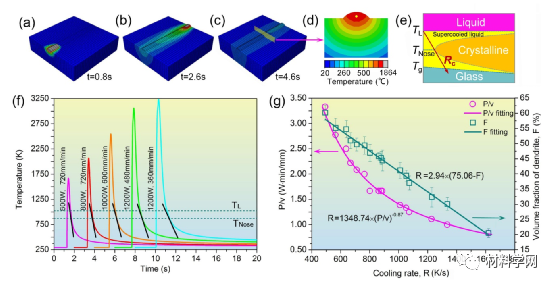
圖6 梯度DH3非晶合金復合材料枝晶體積分數與激光增材制造加工工藝參數的關系。(a)-(c)激光增材制造單道DH3非晶合金復合材料的凝固過程有限元模擬。(d)熔池和熱影響區溫度分布示意圖,熔池中心的黃點是采集圖(f)中時間-溫度曲線的位置。(e)非晶合金凝固的時間-溫度-轉變(TTT)示意圖。(f)5組典型的不同P和v組合下的激光增材制造DH3非晶合金復合材料的時間-溫度曲線。(g)熔池冷卻速率R與激光加工工藝參數組合P/v和枝晶體積分數F之間的關系曲線。
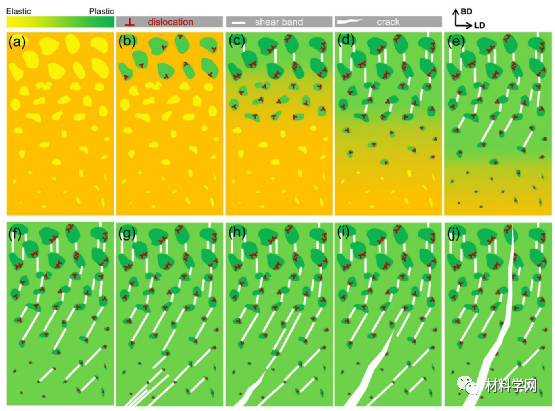
圖7梯度DH3非晶合金復合材料的形變和斷裂過程示意圖。(a)在宏觀彈性形變階段,軟的枝晶和硬的非晶基體均發生彈性形變。(b)隨著梯度非晶合金復合材料進一步加載至宏觀塑性階段,梯度非晶合金復合材料中不同層間的塑性形變不同步,枝晶較多的第1層首先發生塑性形變。在第1層中,枝晶與非晶基體之間也發生了異步形變。當外加應力達到屈服強度時,枝晶首先通過位錯滑移發生塑性形變,而較硬的基體仍然保持彈性。(c)在進一步加載時,枝晶的塑性形變受到較硬的非晶基體的限制。在第1層非晶-枝晶界面處堆積大量位錯,導致局部應力集中。當局部應力超過非晶基體的屈服強度時,剪切帶作為非晶基體塑性的載體開始產生。同時,第二層的枝晶在此階段開始塑性形變。(d)-(g)隨著應變的增加,異步塑性形變過程從第1層逐漸擴展到第10層。在第1至第5層,枝晶間平均間距相對較小。應力集中在相鄰枝晶間重疊,形成復雜的應力場,并使剪切帶從最大剪應力方向向相鄰枝晶擴展。因此,大量的剪切帶啟動并垂直于加載方向(90°)傳播。在枝晶較少的第6至第10層,枝晶間平均間距較大,相鄰枝晶之間的應力集中都發生在界面附近的小區域。因此,剪切帶啟動并沿著最大剪應力(向拉伸軸方向45°)傳播,剪切帶密度也逐漸減小。(h)當塑性形變轉移到第10層時,由于該層的枝晶最少,對剪切帶擴展的阻力最小,剪切帶迅速演化為微裂紋。(i)和(j)微裂紋通過梯度非晶合金復合材料從第10層反向延伸至第1層,梯度結構實現了雙向“往返”形變路徑,即塑性形變從第1層發展到第10層,然后斷裂從第10層開始裂紋萌生并擴展到第1層。
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
-
標簽: 晶體缺陷, Acta Materialia, 增材制造, 復合材料
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:7130

腐蝕與“海上絲綢之路”
點擊數:5741