
粉末涂料在工程機械的應用
2018-09-13 11:20:05
作者:王坤發(fā),顧廣新,王帥,寇向陽,趙宏,肖建,方瑤婧 來源:現代涂料與涂裝
分享至:


0 引言
隨著人們對環(huán)保的認識日益提高,國家法律法規(guī)對環(huán)保的要求也越來越嚴格,一些污染的涂裝工藝逐漸受到了限制。在這種條件下,為了最大限度降低對環(huán)境的污染,對工程機械行業(yè)所用涂料及涂裝工藝提出了更高的要求。由于粉末涂料與傳統(tǒng)溶劑型涂料相比,更具有經濟性和環(huán)保性。近年來,隨著粉末涂料新產品和新技術的不斷開發(fā),使其在工程機械領域得到了發(fā)展。據統(tǒng)計,從2003-2011年國內粉末涂料產量的復合增長率高達20%,在未來的幾年內,粉末涂料的年平均增長率至少達到15%[1]。
本文以某廠粉末涂裝線為例,詳細分析了粉末涂裝技術在工程機械領域中的應用。根據工程機械零部件的特點,可將工程機械涂裝分為:薄板件涂裝、結構件涂裝和小件涂裝。文章將圍繞粉末涂裝技術在工程機械三大零部件中的應用進行討論,總結分析粉末涂裝技術在不同零部件應用的特點及所面臨的問題。
1 粉末涂裝技術
1.1 粉末涂裝的應用現狀
粉末涂料具有低污染、涂裝效率高、涂膜性能好、經濟效益高等特點,使其在工程機械涂裝中所占有的比例逐年遞增。近年來,諸多大型工程機械制造廠商紛紛投入巨資建立起粉末涂裝線,使其涂裝運行成本得到降低,而小型工程機械制造商由于粉末涂裝線一次性投資大,很少建立粉末涂裝線。目前,粉末涂裝技術在工程機械的應用主要集中在薄板件涂裝和小件涂裝上,如駕駛室、機罩、爬梯、臺架等;而在結構件涂裝上使用粉末涂裝技術的例子仍然較少,雖然國內也有結構件粉末涂裝線,但其運行中仍然存在較多問題,主要是結構復雜導致烘烤不均勻,能耗較大,綜合運行成本較貴。為了提高粉末涂裝的效率及質量,并考慮到工程機械零部件結構的復雜性,工程機械粉末涂裝線主要采用了往復式自動噴粉及手動噴粉相結合進行涂裝。此外,粉末在應用過程中也存在一些不足之處。例如換色困難、烘烤溫度高、局部找補困難、施工環(huán)境要求高、漆膜外觀桔皮較嚴重等。
1.2 靜電粉末涂裝的原理
粉末涂料具有多種涂裝方式,其中靜電粉末噴涂工藝是目前粉末涂裝中發(fā)展最快的一種重要施工工藝,也是工程機械最普遍的粉末涂裝工藝。靜電粉末噴涂的原理:粉末靜電噴槍與高壓靜電發(fā)生器相連,當噴槍電極接通高壓靜電后,與工件正極之間產生高壓靜電場,并在槍口處形成電暈放電。當粉末涂料由凈化的空氣從供粉器輸送至噴槍,并由噴槍噴出時,霧化的粉末在電暈放電區(qū)捕獲負電荷成為帶電微粒,并在氣流和電場作用下沿著電場力的方向飛向工件表面,按工件表面電力線分布密度涂布排列,由庫侖靜電引力的作用而緊緊吸附在工件表面;涂膜達到一定厚度后經加熱熔融、流平固化而成為均勻平整光滑的涂層。
2 粉末涂料在薄板件上的應用
工程機械薄板件的防腐涂裝包括前處理和涂裝兩部分,一般都采用磷化電泳工藝,再進行粉末涂裝或溶劑型涂料涂裝。駕駛室和機罩是工程機械典型的薄板件,此類零部件本身的板材厚度一般小于5mm,在高溫固化爐內升溫快,板材烘烤溫度均勻,有利于粉末涂裝。
工程機械中薄板件的粉末涂裝工藝如下:
上件→預脫脂→脫脂→水洗→水洗→表調→磷化→水洗→水洗→純水洗→陰極電泳→超濾→超濾→純水洗→瀝水→高溫固化→強冷→檢查/打磨→打膠/貼膠帶→自動噴粉→手動補噴→高溫固化→強冷→下件。
薄板件粉末涂裝的特點:
①“白件”質量要求高。工程機械中薄板件主要是駕駛室和覆蓋件,外觀質量要求相當高,但粉末涂裝一般不采用批膩子打磨工藝,因此要求“白件”表面平整度要好,無缺陷。這樣薄板件的粉末涂裝只適合大型工程機械廠家的批量生產,薄板件的生產必須采用模具沖壓,并且選用的板材質量要好。
②采用機器噴涂和人工噴涂相結合的方式涂裝。由于某些薄板件結構相對復雜,特別是駕駛室,完全依賴機器噴涂不能達到某些部位,特別是一些邊角、空洞和內表面,因此需要人工補噴。人工涂裝可以放在機器噴涂之前,也可在機器涂裝之后,各有優(yōu)缺點。人工補噴在機器噴涂之后,可以防止漏噴,但容易帶來人為失誤,碰到已噴好的粉末涂層表面,由于涂層還沒有固化,難以修補,影響最終的外觀。人工補噴在機器噴涂之前可以避免上述的人為失誤,但是也容易產生漏噴。
③烘烤采用燃氣或燃油加熱,不需要紅外預加熱。薄板件由于所采用的板材較薄,溫度上升快而且均勻,通過熱風循環(huán)加熱就可以滿足粉末涂料的固化要求。
④一些配套的輔料及屏蔽物必須具有耐高溫性能。粉末涂料固化溫度高,必須使用耐高溫性能的密封膠等輔料。另外確實需要膩子找平的地方,所選用的膩子必須是導電的高溫特殊膩子。
⑤在粉末涂料上進行套色工藝比較復雜,比較適合單一色彩薄板件的涂裝。目前一般采用溶劑型涂料在固化好的粉末涂層上進行套色,由于粉末涂料與溶劑型涂料的附著力較差,需經過二次烘烤才能提高附著力。對于小面積的套色可以采用貼膜工藝進行替代,但需要考察膠帶對粉末涂層的長久附著力,必要時需要做加速老化試驗。
⑥成品保護。由于粉末涂料至今為止還沒有非常成熟的修補材料及修補工藝,因此薄板件的儲運、裝配、調試和入庫等均需要做好成品保護。
⑦薄板件采用粉末涂裝比溶劑型涂料涂裝的綜合運行費用低。雖然粉末涂裝烘烤能耗比溶劑型涂裝高,但粉末涂料利用率高,節(jié)約涂料成本。另外噴粉室的送、排風風機功率較溶劑型涂料涂裝的噴漆室小,而且可以避免使用漆霧絮凝劑以及污水和廢氣處理產生的費用。
表1是以某廠新建薄板件粉末涂裝線和先前的溶劑型涂料涂裝線在運行過程中的涂料成本對比分析。由于粉末涂料的利用率比溶劑型涂料要高,采用粉末涂裝的涂料成本遠低于溶劑型涂料。同一型號產品的薄板件采用粉末涂裝相對于溶劑型涂料涂裝可以節(jié)約涂料成本209元/臺。

溶劑型涂料涂裝采用60-80℃的低溫固化,固化時間30min,而粉末涂裝需要180℃高溫固化,固化時間40min。表2是粉末涂裝與溶劑型涂料涂裝烘烤固化成本的對比,對某型號的薄板件采用粉末涂裝相對于溶劑型涂料涂裝增加烘烤固化成本81元/臺。
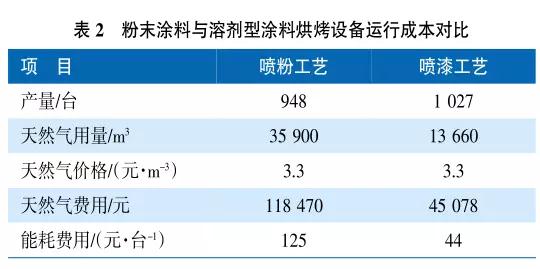
從涂料成本和烘烤能耗費用的統(tǒng)計成本來看,薄板件采用粉末涂裝工藝的生產成本低于溶劑型涂料涂裝工藝,每平方米的涂裝成本可節(jié)省5元。
3 粉末涂料在結構件上的應用
工程機械結構件主要是采用厚鋼板或鑄鍛件焊接成型,結構件的尺寸較大,粉末涂裝的前處理方式與薄板件有一定差別。
結構件粉末涂裝工藝如下:
除油→屏蔽→上件→拋丸→清理→脫脂→水洗→水洗→表調→磷化→水洗→熱水洗→自動吹水→手動吹水→烘干→強冷→噴粉→高溫固化→強冷→下件。
在工程機械結構件涂裝中,粉末涂裝工藝與溶劑型涂料涂裝工藝相比,具有以下特點:
①前處理工藝不同。粉末涂裝對工件表面要求高,不能有油脂和粉塵,否則會影響附著力,因此粉末涂裝的前處理在拋丸后還必須進行脫脂磷化處理,確保工件表面清潔;而溶劑型涂料涂裝工藝對油脂和粉塵容忍相對高一些,拋丸后經人工清理即可直接進行底漆涂裝。
②粉末涂裝一般采用單一涂層,而溶劑型涂料涂裝采用雙涂層。目前對于工程機械結構件的粉末涂裝普遍采用聚酯粉末涂料,但其防腐性能比采用環(huán)氧底漆和聚氨酯面漆配套的涂層體系略差一些。
③粉末涂裝效率高。在采用粉末涂裝中,可通過調整工藝參數,一道涂裝即可達到規(guī)定膜厚要求,而采用溶劑型涂料一般需要噴涂兩道以上才能達到規(guī)定膜厚。
④粉末涂裝采用靜電噴涂,由于結構件的構造比較復雜,存在一些凹槽部位,法拉第效應的存在影響了粉末涂料的上粉末效果,造成部分區(qū)域漏噴或薄噴;而溶劑型涂料可采用預涂工藝解決上述問題。
⑤粉末涂裝需要考慮結構件的板材厚度及鋼板的吸熱性[3]。由于結構件的板材較厚,導致工件表面溫度上升速度慢,需要加熱時間長。為了縮短加熱時間,一般采用紅外預熱和熱風爐循環(huán)加熱相結合的方式,能耗比溶劑型涂料烘烤大很多。另外,結構件較龐大且復雜,容易造成工件表面溫度分布不均勻,可能出現工件外側區(qū)域溫度已經超過固化溫度要求,而工件內側溫度卻仍未達到粉末涂料的固化要求,因此粉末涂裝只適合應用于比較簡單的結構件。
⑥強冷時間長。由于粉末涂料出爐的溫度高,需要較長的強冷時間,不利于生產節(jié)拍的加快和產能的提高。
表3是某廠結構件新建粉末涂裝線和先前的溶劑型涂料涂裝線在運行過程中的涂料成本對比分析。同一型號產品的結構件采用粉末涂裝相對于溶劑型涂料涂裝可以節(jié)約涂料成本232元。

粉末涂料在烘烤過程中使用紅外加熱技術對結構件進行預加熱,再使用燃氣熱風循環(huán)爐進行加熱。表4是粉末涂裝與溶劑型涂料涂裝加熱設備運行成本的對比,采用粉末涂裝相對于溶劑型涂料涂裝增加烘烤費用257元。
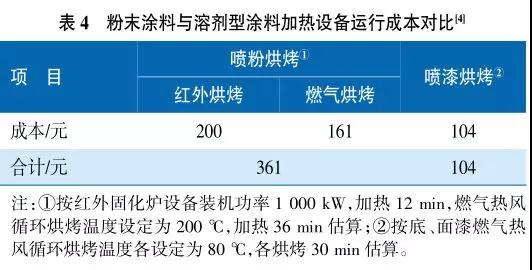
總的來說,一般外形簡單、體積較小的結構件可以采用粉末涂裝工藝,有利于環(huán)保。另一方面,從涂料成本和烘烤能耗來看,粉末涂裝運行成本與采用溶劑型涂料涂裝相差不多或者略貴。對于結構復雜、體積較大的結構件不適合采用粉末涂裝,但隨著低溫粉末涂料的開發(fā),可能會擴大粉末涂料在結構件上的應用。
4 粉末涂料在小件上的應用
工程機械的小件種類繁多,其涂裝設計比較靈活,可以根據其尺寸、外形和前處理要求來確定粉末涂裝工藝。一些板材較厚的小件,采用拋丸、磷化表面處理后再噴涂粉末涂料;而對于小管道、擋泥板之類的小件無法進行拋丸處理,則可采用脫脂、磷化表面處理后再噴涂粉末涂料。對防腐性能要求高的小件可采用磷化電泳涂裝后再噴涂粉末涂料的工藝。
在小件涂裝中,粉末涂裝工藝與溶劑型涂料涂裝工藝相比,具有以下特點:
①粉末涂裝成本大大降低。工程機械小件采用溶劑型涂裝進行涂裝,由于工件尺寸小,涂料利用率很低,如管道和支架的利用率僅為20-30%;而使用粉末涂裝,粉末涂料可回收再利用,利用率可達95%以上[5],可以很大程度地降低涂裝成本。
②粉末涂裝污染小。對于溶劑型涂料涂裝工藝,小件主要采用空氣噴涂,有機溶劑對涂裝人員健康危害大,并且產生了大量的VOC,對環(huán)境污染較大;而使用粉末涂裝可避免大氣污染、廢水處理等問題。
③小件的粉末涂裝線烘房尺寸小,保溫效果好,工件表面升溫速度快且溫度均勻。
④一般小件對外觀要求不高,對修補工藝要求不高。
因此,粉末涂料比較適合工程機械的小件涂裝。近年來,粉末涂裝在工程機械小件涂裝線上得到廣泛應用。
5 結語
綜上所述,由于粉末涂裝對薄板件的“白件”表面質量要求高,適合大型工程機械制造廠家的批量化生產,同時要加強涂裝后的成品保護;對于結構件的涂裝,粉末涂料目前還存在很多問題,只適用于簡單的結構件;小件涂裝比較適合采用粉末涂裝工藝,有利于成本的降低和環(huán)境保護。
更多關于材料方面、材料腐蝕控制、材料科普等方面的國內外最新動態(tài),我們網站會不斷更新。希望大家一直關注中國腐蝕與防護網http://www.ecorr.org
責任編輯:韓鑫
《中國腐蝕與防護網電子期刊》征訂啟事
投稿聯(lián)系:編輯部
電話:010-62313558-806
郵箱:fsfhzy666@163.com
中國腐蝕與防護網官方 QQ群:140808414
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創(chuàng)作者所有,如果涉及侵權,請第一時間聯(lián)系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62313558-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:5768

腐蝕與“海上絲綢之路”
點擊數:4763