
等離子噴涂參數(shù)的選擇
2018-09-18 12:42:44
作者:黃新春 來源:熱噴涂與再制造
分享至:


等離子噴涂的參數(shù)主要有工作氣體的成分和流量、電參數(shù)、送粉量、噴涂距離和噴涂角度、噴槍和工件的相對移動速度等。
1. 氣參數(shù)(流量)
主氣的流量是重要的工藝參數(shù)之一,它直接影響到等離子焰流的熱焓和速度,繼而影響噴涂效率和涂層孔隙率等。當噴涂功率一定時,主氣流量過大或過小均會導致噴涂效率的降低和涂層孔隙率的增加(熱噴涂與再制造)。氣流量過大,離子濃度減少,過量的氣體會冷卻等離子的焰流,不利于粉末的加熱,粉末熔化不充分,使噴涂效率降低,涂層組織疏松,孔隙率增加;反之主氣流量太小,會使焰流軟弱無力,次級氣在工作氣體中的相對含量增加,造成射流熱焓和溫度的提高,使噴涂粉末過熔。
次級氣的流量變化主要反映在噴涂電壓的變化上。
送粉氣的壓力和流量對涂層質量的影響也很大。對外送粉噴槍而言,送粉氣對涂層質量的影響尤其嚴重。如圖所示,送粉氣壓力和流量過小會使粉末難以到達焰流中心,過大則會使粉末穿過射流中心,產生嚴重的“邊界效應”,致使涂層疏松,結合強度降低。對于內送粉噴槍而言,送粉氣壓力和流量過大同樣不能把粉末送入焰心,若過小,則易造成堵塞噴嘴,嚴重時則會燒壞噴嘴(熱噴涂與再制造)。若要很大送粉氣壓力和流量才能把粉末送入焰心,則須檢查供粉系統(tǒng)的氣密性,是否漏氣。
所以送粉氣的壓力和流量應根據(jù)送粉量的大小、粉末的比重、粉末的流動性以及供粉系統(tǒng)的性能、射流的功率和剛性來選取。
2. 電參數(shù)
(1)功率輸入功率大小首先要滿足能夠將粉末熔化良好。形成涂層的粉末所需的熱功率應為:
![]()
式中:Gf——單位時間的送粉量T0,Tm,Tr——粉末原始溫度、粉末熔點和粉末過熱的溫度;Cs,Cm——粉末固態(tài)和熔態(tài)的比熱;Hr——熔融粉末材料在Tr下的熱焓增量。
根據(jù)等離子焰流能量利用系數(shù)ηf,可估算出噴嘴出口處等離子體的熱功率qp:

最后按噴槍效率η,可估算出所需輸入的功率P:
![]()
式中:0.24——電能轉變?yōu)闊崮艿南禂?shù)一般來說,采用較高的功率值比較好。一般等離子噴涂常用的功率為20~35 kW,而HEPJet高效能超音速等離子噴涂常用的功率為45~65 kW。
(2)電壓和電流
等離子弧電壓是由噴槍結構和工作氣體決定的。可以通過調節(jié)陰極與噴嘴間的距離和變化工作氣體的成分來調節(jié)弧電壓(熱噴涂與再制造)。在已選定噴槍結構和主氣體流量為一定值的情況下,電壓與電流的調節(jié)可以通過改變電源調節(jié)器和H2流量來進行調節(jié)。應當注意的是當改變電壓或電流時,主氣的流量也會相應的有些變化,因此為了保證穩(wěn)定的噴涂參數(shù),當調節(jié)電壓和電流時要適時的調節(jié)并維持主氣流量不變。
功率確定后,應盡可能選用較高電壓和較低電流,這樣有利于提高噴槍熱效率。
3. 噴涂距離
噴涂距離是指噴嘴端面到基體表面的直線距離。粉末在等離子焰流中加熱和加速都需要一段時間,因此應有一個合適的噴涂距離,噴涂距離過近,會因粉末加熱時間短,撞擊變形不充分而影響涂層質量,還會使零件受等離子焰流的影響而溫度升高快、出現(xiàn)嚴重氧化,造成涂層脫落(熱噴涂與再制造)。噴涂距離過遠又會使已經(jīng)加熱到熔融狀態(tài)的粉末在與零件接觸時冷了下來,飛行速度也開始降低,同樣影響涂層質量,噴涂效率會明顯降低。等離子噴涂的噴涂通常為70-150mm。
4. 送粉速率
送粉速率指單位時間的送粉量,它直接影響到噴涂效率和涂層質量。送粉量應當與熱源參數(shù)相匹配。對于同種牌號同種粒度的粉末,在不同的送粉量下,應當施加不同的輸入功率。當送粉量不變時,如果熱源功率參數(shù)過小,則粉末熔化不良,涂層中夾雜的生粉多,粉末撞擊工件時變形不充分,并有較多的粉末彈跳損失,沉積效率低,涂層質量下降。反之若熱源功率參數(shù)過大,雖然粉末的熔化和撞擊變形良好,但粉末受熱氧化燒蝕嚴重,涂層中夾著較多的煙塵,熔化粒子飛濺嚴重,同樣會使沉積效率降低,涂層質量下降(熱噴涂與再制造)。因此,對于一定牌號一定粒度組成的粉末,送粉量的大小和熱源參數(shù)要相適應。
5. 噴涂角度
噴涂角度指的是噴涂射流軸線與基體表面切線的夾角。噴涂角度一般為60°~80°,噴涂角度不小于45°時,對涂層的結構和沉積效率不會產生太大的影響。一般認為,噴角小于30°是不允許噴涂的。
當噴涂角度太小,細小的粉末微粒粘結在噴涂表面上時,阻礙繼續(xù)噴上去的粒子,結果在其后面形成一種“掩體”,這樣就會形成具有許多不規(guī)則空穴的多孔涂層(熱噴涂與再制造)。這種孔穴不僅減弱涂層強度,而且會從噴射流中聚集含有高氧化物的細微物質,改變涂層的化學成份。
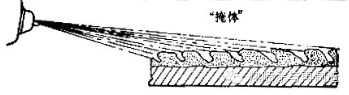
“陰影效應”示意圖
當噴涂角度小于45°時,噴涂的“遮蔽效應”便會出現(xiàn),影響涂層的層間結合,且大幅度降低涂層與基體的結合強度。
6. 噴涂工件的預熱與溫度控制
在冬季或結構較復雜的零部件、內孔件噴涂前要進行預熱,預熱溫度一般在80~150 ℃之間。目的是為了去除基體表面的潮氣、改善基體表面的活化狀態(tài)、降低噴涂顆粒至基體表面時的冷卻速度、減輕噴涂粒子冷卻時產生的熱應力等。
噴涂工件在噴涂過程中要控制溫升。既要控制整個工件的溫度,最高不超過200 ℃,更要防止噴涂部位局部過熱。與整體過熱相比,局部過熱對涂層的影響更大,尤其在制備陶瓷涂層時,涂層非常容易開裂(熱噴涂與再制造)。通常采用輔助吹風冷卻來控制工件的溫度。
7. 噴槍的移動速度
噴槍移動速度一般以束流斑點的直徑為依據(jù)。因為不同的噴涂工藝方法,其束流斑點直徑是不同的,通常取壓蓋斑點的30%~50%,不能小于30%。噴槍的移動速度確定后還要與工件的旋轉線速度相匹配,使每遍噴涂的涂層厚度達到要求。在一定送粉量下噴槍移動速度或噴槍與工件的相對速度的慢與快,意味著單位時間內,噴槍掃過工件面積的多少或每次噴涂層的厚度,所以調節(jié)噴槍的移動速度實際上是控制每次噴涂層的厚度。每次噴涂的厚度不宜太厚。一般情況下,對于使用厚度在0.15 mm以下的薄涂層,每次噴涂的涂層厚度不要超過0.02 mm(熱噴涂與再制造)。此外噴槍移動速度對工件的溫升也有影響,為不使基體局部溫升過高而造成熱變形或熱應力過大,可采取略提高工件線速度的方法來加快噴槍的移動速度。
8. 噴涂氣氛控制
噴涂過程中,飛行的顆粒會與燃氣或大氣等接觸發(fā)生反應,造成涂層中含有氧化物夾雜,其產生與熱源的氣氛和大氣環(huán)境的影響都有關系(熱噴涂與再制造)。采用一些低壓氣氛噴涂可改善粒子的氧化程度,例如低壓等離子噴涂,它可用于制備易氧化的金屬及其合金材料涂層;采用惰性氣體對粒子束進行保護。
整個噴涂環(huán)境中,粉塵是不可避免的,要做好整個環(huán)境的通風除塵工作,最大程度上減輕涂層中的夾雜給其帶來的影響。
更多關于材料方面、材料腐蝕控制、材料科普等方面的國內外最新動態(tài),我們網(wǎng)站會不斷更新。希望大家一直關注中國腐蝕與防護網(wǎng)http://www.ecorr.org
責任編輯:王元
《中國腐蝕與防護網(wǎng)電子期刊》征訂啟事
投稿聯(lián)系:編輯部
電話:010-62313558-806
郵箱:fsfhzy666@163.com
中國腐蝕與防護網(wǎng)官方 QQ群:140808414
免責聲明:本網(wǎng)站所轉載的文字、圖片與視頻資料版權歸原創(chuàng)作者所有,如果涉及侵權,請第一時間聯(lián)系本網(wǎng)刪除。
-
標簽: 等離子噴涂, 參數(shù)的選擇
相關文章

官方微信
《中國腐蝕與防護網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62313558-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網(wǎng)官方QQ群:140808414
文章推薦
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數(shù):5768

腐蝕與“海上絲綢之路”
點擊數(shù):4763