
金屬防腐涂層附著力影響因素分析
2019-09-03 11:36:08
作者:本網整理 來源:涂料聯盟網
分享至:


金屬防腐涂層附著力影響因素分析
金屬腐蝕因使用環境腐蝕機理不同。防腐形式和方法也有所不同。表面涂層防腐是一種經濟實用、操作便捷的有效措施之一。這種防腐蝕措施,不僅與金屬基體及防腐涂料本身的性質有關,而且與金屬表面前處理工藝過程以及涂層的固化質量關系密切防腐性能的好壞,起決定性作用的是涂層與基體的附者力和涂層的表面固化質量。深人研究影響附著力的因素以及如何提高涂層固化質量。對于強化防腐性能、延長防腐壽命十分必要。
1、前處理工藝過程對涂層附著力的影響
附著力實質是界面間的作用力,是有機涂層與基體間通過物理和化學作用結合在一起的牢固程度,它主要包括兩方面內容:有機涂層與金屬基體間相互結合的能力及有機涂層分子間交聯的程度,涂層與基體間的結合力越大越好,涂層中有機溶劑揮發的越徹底,分子間的交聯就越穩定,形成的涂層漆膜就越致密牢固,腐蝕介質就不容易侵蝕基體底部。本文不探討分子間交聯問題,影響附著力的因素是多方面的,其中最主要的因素是基體的表面處理,包括脫脂(除油)、除銹、中和表調以及磷化、鈍化等工藝過程。
1.1脫脂除油
脫脂除油方法一般有機械除油和化學脫脂兩類。機械除油分為簡單的手工打磨擦拭、噴砂拋丸超聲波清洗和火焰灼燒等,而化學脫脂主要有堿溶液、有機溶液清洗等,其目的均為清除基體表面的灰塵、油垢、水漬或其他污垢,疏松氧化物。對于薄板類工件,易采用化學脫脂或超聲波清洗的辦法,并設置油水分離器,以免脫脂過程中泡沫的外溢。需要注意的是,堿液脫脂后必須進行脫離子水清洗并烘干,避免堿液殘留于基體表面而影響附著力。
1.2除銹
對于流水作業的工件除銹方法,有機械除銹和化學除銹。機械除銹主要以噴砂拋丸為主,目的有兩個方面,一是除去銹蝕斑點和表面氧化皮以及舊漆層,是對基體進行表面強化作用的同時,噴砂拋丸可適當增加基體表面的粗糙度,增大基體表面與有機涂層間的接觸面積,有助于提高涂層的表面附著力噴砂顆粒選用直徑φ0.5-1mm不規則的石英砂,石英砂硬度一般在HRC45-55,利用空氣泵站的高壓氣流通過砂槍噴射到工件表面,空氣壓力為8x10Pa,砂粒流速為80m/s左右,噴射角度為30*-70。嘖射距離為2-3m。表面即可達到國際公認的瑞典標準SIS05-5900規定的Sa2.5-3.0見白級或光亮級的要求。
化學除銹的方法很多,但一般采用酸洗液除銹利用鹽酸、硫酸、磷酸以及混合液等對工件表面氧化物進行溶解或腐蝕,從而達到去除氧化皮的目的,酸洗后應立即采用脫離子水清洗,避免溶解過度或過腐蝕。酸洗液常用濃度及使用溫度見表1。

如果銹蝕嚴重,采用混合酸進行處理,如磷酸-檸艨酸混合液等。緩蝕劑的作用是防止基體表面產生過蝕現象,加人緩蝕劑種類、比例以及使用溫度,應通過試驗方法獲得。
1.3中和與表調
經過化學除銹后殘留于工件表面、孔隙中的酸液將會使基體產生腐蝕而影響涂層附著力,因此須采用堿液予以中和常用堿液為碳酸鈉溶液,濃度為25-50g/L,pH值為10左右,使用溫度50C,中和時間低于1min,中和后采用常溫脫離子水清洗,以沖刷工件表面的堿液或酸堿中和后的生成物磷化前的表面調整處理是為消除賊脫脂過程中造成的基體表面狀態的不均勻性,促進磷酸鹽晶核的生長以及磷化過程中磷化膜晶粒的細密性,增加磷化晶核的成膜數目以及增強基體的活性力,提高附著力,縮短成膜時間(2)。表調劑采用草酸或磷酸鈦鹽溶液,pH值為8.5-9.5。
1.4磷化處理
磷化處理對涂層附著力的影響很大,主要通過化學反應或電化學反映在基體表面生成-種非金屬、不導電而且多孔隙的磷酸鹽薄膜,俗稱轉化膜。由于這種轉化膜的多孔性,使有機涂料能更多地深人到基體內部孔隙中并牢固與基體底部結合,增強了涂層的附著力轉化膜的絕緣性又抑制了金屬表面原電池的形成,從而使基體腐蝕受到限制或削弱,增加了涂層的耐蝕性和耐水性,所以,現代工業涂裝,磷化處理工藝必不可少2)。
對于惡劣工礦環境下的機車轉向架、汽車底盤以及清洗機傳動部件和殼體內腔防腐處理,其磷化膜膜重一般控制在4.5 -6.5 g/m2之間,相當于膜厚在3-5μm,如果膜重超過10 g/m2,磷化膜的柔韌性、延展性就很差,降低了涂層的附著力,尤其轉向架和汽車底盤,在受到沙石泥漿沖擊時涂層易崩裂和脫落,對于汽車底盤和清洗機殼體內腔,膜重超過10g/m2時,不能進行點焊加工。
影響磷化膜質量的因素多方面,但主要有磷化液的酸比磷化溫度、基體種類、磷化后處理及處理方式等上述影響因素復雜多變,處理的方式方法也不盡相同。
1.5鈍化處理
為防止轉向架或其他零部件在噴涂前由于空氣介質的氧化生銹而影響涂層附著力,可以采用亞硝酸鈉磷酸氫二鈉鈍化劑在常溫條件下浸泡或噴淋1-2min后烘干,生成的鈍化膜可保證工件裸露10天左右不生銹,如果磷化后烘F即刻進行涂層噴涂,可免去鈍化工藝過程。
2、表面固化對涂層附著力的影響
防腐涂料大多都是熱固型的,防腐涂層周化形式一般采用電加熱燃油燃氣加熱的熱風對流以及紅外輻射加熱,超短波輻射加熱等多種形式針對各種涂料采用的不同加熱方式,對涂層固化質量和附者力影響程度也不同。
2.1熱風對流固化
熱風對流固化方式,升溫時間在40-60min,固化溫度在80-180C,溫差在土3C,工件內外表面溫度均勻一致。但是這種加熱固化方式,熱量利用率僅為25%-35%,熱量損失嚴重,涂層表面固化質量難以控制,往往造成涂層底部有機溶劑來不及揮發而表面涂層先固化的現象,致使涂層表面產生針孔氣泡等弊病,使腐蝕介質滲人基體底部造成工件表面涂層產生銹蝕斑點,甚至龜裂脫落現象。對涂層附著力形成局部破壞。
2.2普通紅外固化
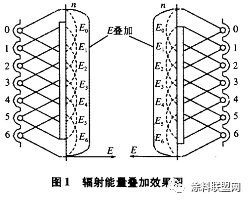
普通紅外加熱固化,可以加強涂層附著力工程中紅外輻射的波長范圍在2.5-25um之間,而有機涂料吸收熱輻射的波長范圍在2.5-8um之間,可以達到“匹配吸收”的效果1,在輻射加熱過程中,涂層內部的有機物分子在接受輻射獲得能量的同時,將產生振動摩擦,使溶劑很快得到揮發,固化從里及表進行,不會產生針眼氣泡,進而達到徹底固化目的。紅外輻輔射加熱固化,也有其自身固有的缺陷,輻射場溫度場均勾性問題不易把握,工件涂層表面經常出現過火“、”欠火“等問題而影響附著力。采用功率密度法與輻照密度法相結合(如圖1所示),使工件表面接受輔射溫度均勻,并利用仿形內供式風循環系統來進行熱工布局,即可使問題得到解決4。紅外輻射加熱,被固化漆膜厚度在20-50μm的薄涂層表面,對于轉向架、清洗機傳動部件和殼體內腔厚涂層(50-150μm)的固化,難以奏效。
2.3超短波輻射固化
采用超短波(0.38-6.5um)強力深層輻射加熱,對清洗機殼體內腔厚涂層固化,并對固化后涂層附著力防腐效果進行了模擬腐蝕試驗,防腐涂料分別選用環氧重防腐涂料(雙組分)、QM901防腐涂料(雙組分) HC-847防腐涂料(雙組分)環氧氟碳防腐涂料(雙組分)試件表面均進行噴砂以及脫脂磷化等處理,涂層厚度120-150μm,涂層固化溫度嚴格按照溫度曲線進行,涂層表面光亮,無色差無針眼氣泡等弊病,固化效果良好。將試件分別置于DLE腐蝕液中連續加熱浸泡48h,根據CB1765-79標準。用劃格法對試件柔韌性附著力進行試驗,即用刀片施以一-定力度刮刻涂層表面,比對ISO標準,結果如表2。
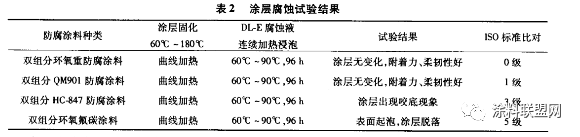
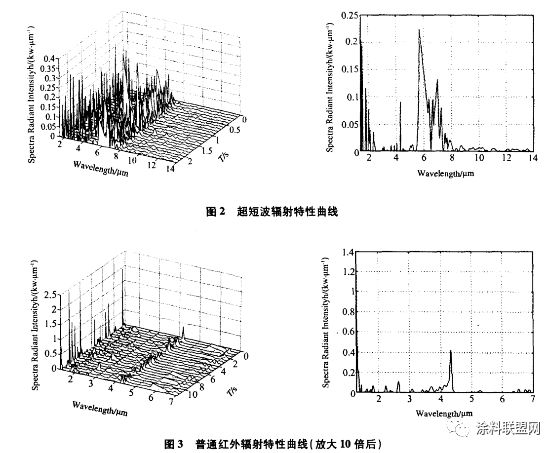
觀察上述試驗過程,比較分析試驗結果說明。超短波深層福射加熱固化,有利于強化防腐厚涂層與基體表面的附著力,試驗結果同時也表明,HC-847防腐涂料環氧氟碳防腐涂料不宜f惡劣環境下的防腐。圖2、圖3為中國電子科技集團總公司東北某研究所最新測試的超短波、普通紅外輻射特性曲線圖譜。比較圖1、圖2可知,超短波輻射加熱升溫時間短(1-5s),而且輻射能量輻射強度均高于普通紅外輻射幾個數量級,輻射穿透深度經試驗可達300μm,是普通紅外輻射空透深度的兒倍,更有利于轉向架等零部件防腐厚涂層的加熱固化,有利于提高厚涂層的附著力。
3、結語
根據不同零件結構特點不同基體材質以及防腐涂料性能,選擇適宜的金屬表面前處理工藝以及涂層固化方式,將會加強和促進涂層附著力的提高。對于機車轉向架、清洗機傳動部件及內腔在惡劣工況環境下的工件,如何完善細化表面前處理工藝、改進防腐厚涂層固化形式,將是今后進--步深人研究的重點。
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62313558-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:5768

腐蝕與“海上絲綢之路”
點擊數:4763