
工藝參數對2195鋁鋰合金陽極氧化膜的耐蝕性影響
2019-11-18 11:08:34
作者:肖金濤,陳妍,邢明秀,鞠鵬飛,孟引根,王芳 來源:中國腐蝕與防護學報
分享至:


2xxx系列鋁合金具有較低密度、較高比強度、優良的焊接性能、較好的加工成型性等一系列優點,已經在航空、航天、船舶、工業和兵器等領域獲得廣泛應用,因此鋁合金的應用研究對我國的國防事業具有重大意義。在航天領域,鋁合金常用于制作火箭和航天飛機的燃料箱、航天器的架構、骨架、外罩貯箱等[1,2,3,4]。與2219,2A14合金相比,2195鋁鋰合金能夠使結構質量減輕、結構剛度提高,可替代2219合金用于制造大型運載火箭的低溫推進劑貯箱和液氧貯箱。據報道,美國采用2l95鋁鋰合金代替22l9 鋁合金制造航天飛機燃料外貯箱,使貯箱減重5%,運載能力提高了3.4 t,節約成本約7500萬美元[1,2]。此外,美國用2195合金替代2219合金制造航天飛機外掛燃料箱,使得箱重由29.937 t減至3.629 t[3]。
2195鋁鋰合金為第三代新型鋁鋰合金[5],內部摻有Li、Mg、Cu、Ag等元素,這些元素以單質或金屬間化合物的形態存在于鋁合金中,顯著影響鋁鋰合金的微觀組織,并提高了鋁鋰合金的力學性能,但是這導致2195鋁鋰合金的耐腐蝕性能不夠理想[6,7,8,9]。此外,目前國內對于2195鋁鋰合金的表面防護相關的報道極少。因此,探索具有生產價值的2195鋁鋰合金的表面處理工藝是當前需要迫切解決的問題。
工業上常采用陽極氧化技術來提高鋁鋰合金的耐腐蝕性。陽極氧化液通常有硫酸體系、磷酸體系、草酸體系、鉻酸體系和混合酸體系,不同電解液對氧化膜的阻擋層厚度、多孔層的孔直徑和孔壁厚度等有不同的影響[10,11]。從生產成本、陽極氧化膜的耐蝕性和化學染色考慮,采用硫酸作為電解液最適宜。本文在14 ℃對2195鋁鋰合金進行陽極氧化處理,探討了硫酸濃度、氧化電壓、氧化時間對陽極氧化膜微觀形貌和耐腐蝕性能的影響。
1 實驗方法
1.1 氧化膜的制備
本實驗所采用的材料是8 mm×100 mm×190 mm的T8態不包鋁的2195鋁鋰合金,其化學成分為:Cu 3.7~4.3,Li 0.8~1.2,Mg 0.25~0.8,Ag 0.25~0.6,Ti 0.1,Si≤0.15,Fe≤0.1,Al余量。陽極氧化液溫度為14 ℃,陰極材料為鉛板,采用壓縮空氣對陽極氧化溶液進行攪拌,重鉻酸鉀封閉15 min,陽極氧化液硫酸的濃度為:180~280 g/L,陽極化時間為20~50 min,采用10~22 V恒壓陽極化。工藝流程為:砂紙打磨→蒸餾水清洗→冷風吹干→堿腐蝕 (NaOH 40 g/L,Na2CO3 30 g/L,溫度50 ℃)→熱水清洗→冷水清洗→酸洗出光 (HNO3,400 g/L)→冷水清洗→陽極氧化→冷水清洗→封閉 (K2Cr2O7,85 ℃)→冷水清洗→熱水清洗→干燥→表征。
1.2 氧化膜結構及成分分析
采用FEI Quanta 200F型場發射掃描電子顯微鏡 (SEM) 分析陽極氧化膜的表面微觀形貌和成分。在氧化膜斷面上任取8個位置測量厚度,并對測試結果求算術平均值得到氧化膜的厚度。
1.3 氧化膜耐腐蝕性能測試
選用傳統的三電極體系在P4000A型電化學站對陽極氧化膜的耐腐蝕性能進行評估。其中,Pt片為輔助電極,飽和甘汞電極為參比電極,試樣為工作電極,試樣有效面積為1.0 cm2。在溫度為25 ℃時,將試樣浸泡在3.5% (質量分數) NaCl溶液中,在進行電化學阻抗譜 (EIS) 和動電位極化曲線測試前需要對開路電位進行檢測,以確保測試前值達到穩定狀態。EIS測試的交流信號振幅為5 mV,頻率變化為105~10-2 Hz,動電位極化曲線的掃描速率為5 mV/s。
2 結果與討論
2.1 硫酸濃度對氧化膜形貌和厚度的影響
圖1為在氧化電壓14 V,氧化時間15 min,硫酸濃度分別為180~200,230~250和270~290 g/L條件下,2195鋁鋰合金陽極氧化膜的表面形貌。可以看到,不同硫酸濃度下獲得的陽極氧化膜形貌不同。在較低濃度180~200 g/L的硫酸溶液中陽極氧化處理后,陽極氧化膜平整度提高,表面生成致密、均勻的膜。在濃度230~250 g/L的硫酸溶液中陽極氧化處理后,氧化膜的表面粗糙度最大,大量的納米級小孔和微米級的凸起均勻地分布在氧化膜表面。在濃度270~290 g/L的硫酸溶液中陽極氧化處理后,氧化膜表面出現微米級的孔洞和較為明顯的凸起。
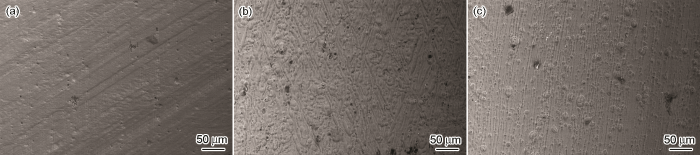
圖1 2195鋁鋰合金在不同濃度的硫酸溶液中陽極氧化后氧化膜的表面形貌
圖2為2195鋁鋰合金在硫酸濃度分別為180~200,230~250和270~290 g/L條件下陽極氧化膜厚度。可以看出,不同硫酸濃度下制備的氧化膜厚度有較大的區別,其中硫酸濃度為230~250 g/L下制備的膜層最厚,達到5.5 μm。此外值得注意的是,硫酸濃度為270~290 g/L下制備的氧化膜厚度最小,為4 μm。氧化膜的厚度不隨硫酸濃度的增加而增加,分析其原因可能是氧化膜在硫酸溶液陽極氧化成膜時,氧化膜的溶解和氧化膜的生成過程同時進行,當硫酸濃度為270~290 g/L時,氧化膜溶解速率較高,氧化膜成膜效率較低。
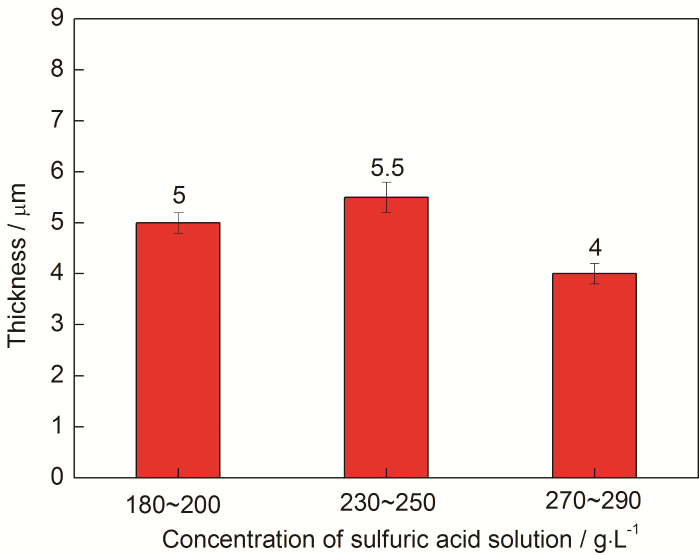
圖2 2195鋁鋰合金在不同濃度的硫酸溶液中陽極氧化后的氧化膜厚度
2.2 氧化電壓對氧化膜形貌和厚度的影響
考慮到致密的氧化膜會有效阻止腐蝕介質與2195鋁鋰合金基底的接觸,從而增強鋁鋰合金的耐蝕性,選用硫酸濃度為180~200 g/L,氧化時間為30 min,研究不同電壓對氧化膜的微觀形貌和厚度的影響。圖3為氧化電壓為10,13,16和19 V條件下形成的陽極氧化膜表面微觀形貌。可以看到,當氧化電壓為10和13 V時,陽極氧化膜表面出現大量凹坑,且凹坑分布不太均勻。隨著氧化電壓的增大,16 V下制備的陽極氧化膜的凹坑結構消失,氧化膜的平整度提高,表面生成致密、均勻的膜。19 V下制備的氧化膜表面出現少量微裂紋,且裂紋分布較為均勻,這可能是氧化過程中劇烈釋放焦耳熱產生的應力微裂紋。此外,22 V下制備的氧化膜部分區域出現“粉化”現象,膜層易被棉布擦掉。
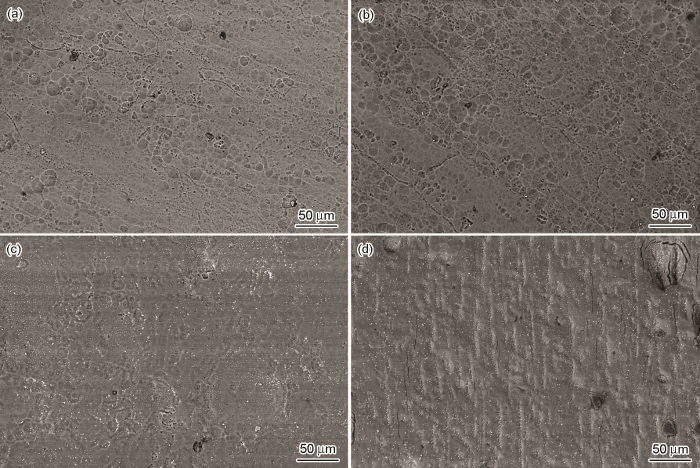
圖3 2195鋁鋰合金在不同氧化電壓下陽極氧化后氧化膜的表面形貌
從圖4可以看出,氧化膜的厚度在1.0~22.2 μm之間;隨著氧化電壓的升高,氧化膜厚度呈現非線性增加。在氧化電壓為19 V時,氧化膜最厚,達到22.2 μm。值得注意的是,隨著氧化電壓從13 V增加至16 V后,氧化膜厚度從6.1 μm增加到17.3 μm,膜層厚度發生較大變化,相差11.2 μm。
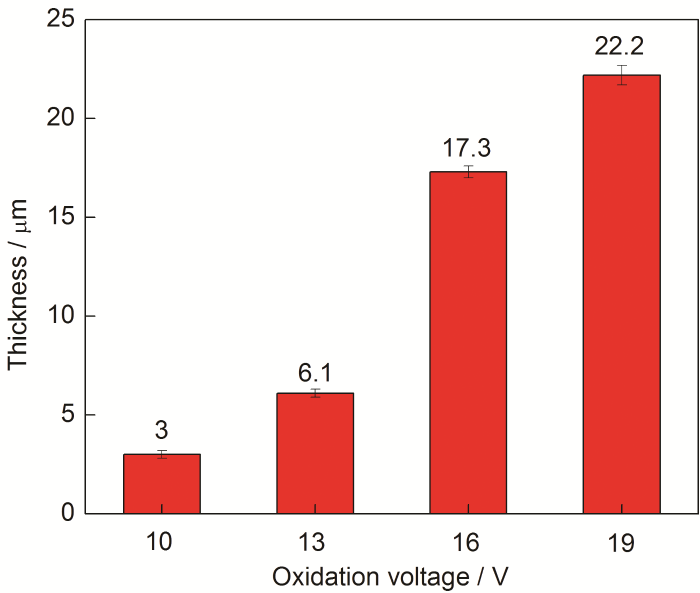
圖4 2195鋁鋰合金在不同氧化電壓下氧化膜的厚度
2.3 氧化時間對氧化膜形貌和厚度的影響
考慮到實際應用中需要的陽極氧化膜的厚度一般約為10 μm,選用硫酸濃度為180~200 g/L,氧化電壓為14 V,研究氧化時間對陽極氧化膜微觀形貌和厚度的影響。從圖5中可以看出,氧化時間為20 min時形成的氧化膜表面較為平整;氧化時間為30 min后形成的氧化膜表面凹凸不平,表面的凹坑直徑分布不均勻;氧化時間為40 min后形成的氧化膜表面最為平整,表面有較少的凹坑;氧化時間為50 min后形成的氧化膜表面有大量凹坑存在,且凹坑的孔徑分布均勻。此外,這4種樣品的表面均存在一定的孔洞。
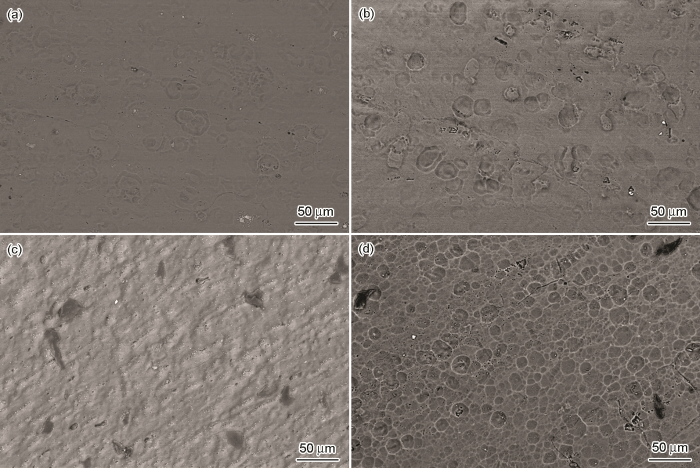
圖5 2195鋁鋰合金在氧化不同時間后陽極氧化膜表面形貌
表1為2195鋁鋰合金在氧化時間為20~50 min下經硫酸陽極氧化處理后的表面成分。與未陽極氧化處理的2195鋁鋰合金表面成分相比,陽極氧化膜中Al含量約占37%,O約占46%,說明氧化膜的成分以Al的氧化物為主,Mg、Li、Ag、Cu等元素在陽極氧化膜表面消失。可能原因是:陽極氧化過程中,2195鋁鋰合金基體中的Mg含量較少不容易被檢測到,Li較輕無法被檢測到,而Cu和Ag具有極高的惰性,大部分會溶解在電解液中。因此,在陽極氧化膜中,未發現這些元素。此外,陽極氧化膜中出現了Cr、Na、S等新元素[7,8,9]。氧化膜中存在少量的Cr是因為陽極氧化膜采用重鉻酸鉀溶液封閉的緣故,重鉻酸鉀封閉過程中發生的反應式為:
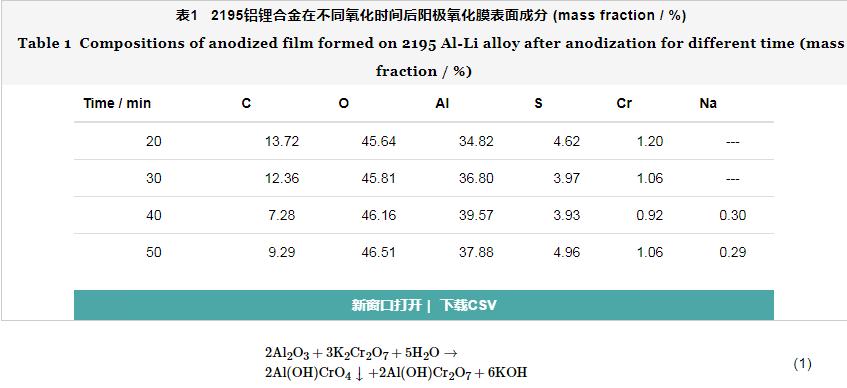
堿式鉻酸鋁、堿式重鉻酸鋁滲入膜的微孔,從而使得Cr進入陽極氧化膜內部。由于氧化膜中存在大量的孔洞,K殘留在氧化膜里;氧化膜中含有少量的S,可能是H2SO4氧化液中的SO42-參與了Al的陽極反應過程,最終生成含硫酸根的陽極氧化膜。涉及的反應可能為:開始Al進行溶解,即

從而使得S以Al(OH)x(SO4)y的形式進入氧化膜中[12,13,14]。
圖6為陽極氧化時間在20~50 min時,陽極氧化膜的厚度。可以看出,陽極氧化膜的厚度在2.6~7.8 μm;隨著氧化時間的增加,陽極氧化膜的厚度逐漸增高;氧化時間為20和30 min時,生成的氧化膜厚度相近,分別為2.6和2.8 μm;氧化時間為40 min時,氧化膜的厚度達到了5.8 μm,在相同的時間變化區間,膜層厚度發生了較大的變化;氧化時間為50 min時,氧化膜厚度為7.8 μm。據報道[12,13,14,15],陽極氧化膜的厚度由阻擋層和多孔層組成,阻擋層的厚度取決于外加的氧化電壓,與氧化時間沒有關系。在硫酸陽極氧化體系中,阻擋層的成膜率為1 nm/V。當氧化電壓為14 V時,阻擋層厚度約為14 nm。多孔層的厚度一般可表示為:
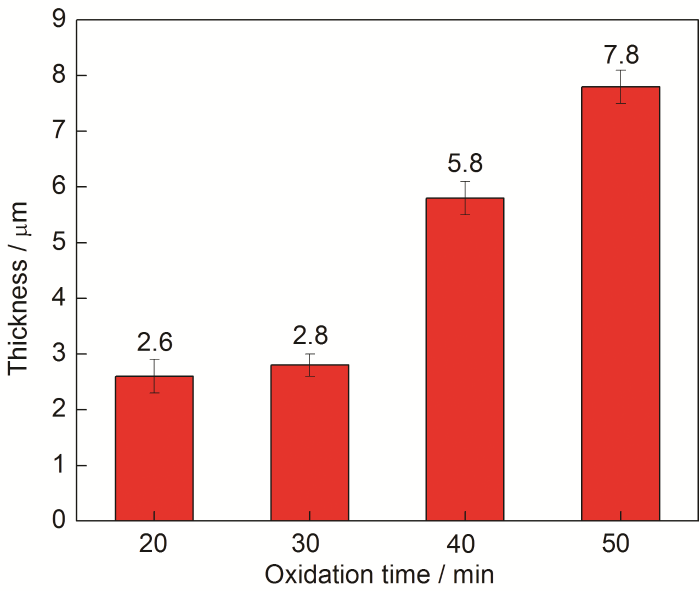
圖6 2195鋁鋰合金在不同氧化時間下氧化膜的厚度
T=KIt (5)
其中,K為比例常數,I為電流密度 (A/dm2),t為氧化時間。理論上來說,氧化電壓與電流密度之間存在正比關系,電流密度隨著氧化電壓的增加而線性增加。但是,陽極氧化過程中隨著氧化膜厚度的增加,膜層電阻會發生變化,從而使得電流密度隨氧化電壓不再呈線性變化。此外,氧化電壓和電流密度之間的關系還會受到槽液濃度、溫度、鋁合金、攪拌和合金種類等影響[13]。這可以解釋在180~200 g/L的硫酸溶液中,為什么陽極氧化膜的厚度不隨氧化電壓或氧化時間的增加而線性增加。
值得注意的是,從表1可看出,在氧化時間為40和50 min制備的氧化膜表面檢測到了Na,而在氧化時間為20和30 min制備的氧化膜表面卻未檢測到。這是由于陽極氧化膜的孔洞封閉不完全,Na離子殘留在孔洞中不容易被清洗掉造成的。在封閉工藝中,堿式鉻酸鋁、堿式重鉻酸鋁填充氧化膜孔洞的方式是一樣的,當氧化膜多孔層厚度較薄時,它們會較快填滿氧化膜中的孔洞;而當氧化膜多孔層較厚時,填充氧化膜中孔洞所需時間延長。
2.4 電化學測試
2.4.1 動電位極化曲線
圖7為當硫酸溶液濃度為180~200 g/L,氧化電壓為14 V,陽極氧化時間為20~50 min時制備的氧化膜在3.5%NaCl溶液中動電位極化曲線測試結果。可以看到,不同氧化時間下所制備氧化膜的腐蝕電位相近。由表1可知,不同氧化時間制備的氧化膜表面主要物質均是Al的氧化物。氧化時間40和50 min樣品的腐蝕電位稍高于其他樣品的,可能是封閉過程中進入氧化膜孔洞的封孔物質的量不同造成的。而樣品的腐蝕電位越高,一般說明樣品的耐腐蝕性能越好。
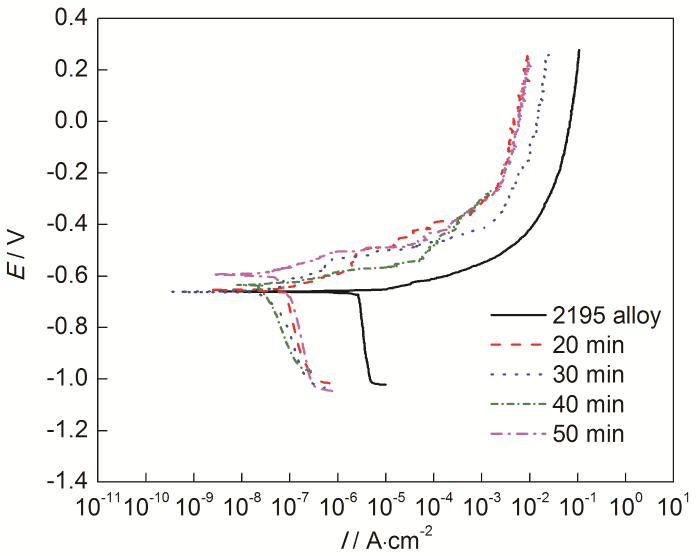
圖7 2195鋁鋰合金在不同氧化時間下氧化膜的動電位極化曲線
實際工作中,材料一旦發生腐蝕,腐蝕過程就是一個動態的過程,腐蝕電位就不能作為樣品耐腐蝕性的唯一判據,此時需引入腐蝕電流從腐蝕動力學角度評價材料的耐腐蝕性[16]。表2為采用Tafel直線外推法計算所得2195鋁鋰合金在不同氧化時間下陽極氧化膜的Icorr和Ecorr等參數。從表2可知,氧化時間為20 min后制備的試樣具有最大的腐蝕電流密度,為1.16×10-7 A·cm2;氧化時間為50 min后制備的樣品的腐蝕電流密度最小,為4.90×10-8 A·cm2,試樣耐腐蝕性按照由強到弱的順序為:50 min處理樣>40 min處理樣≈30 min處理樣>20 min處理樣>原始合金。關于陽極氧化膜增強鋁鋰合金的耐腐蝕性一般有兩種解釋[17]:第一種認為,實際起主要耐腐蝕性作用的是陽極氧化膜的阻隔層,致密的阻隔層可以有效地防止腐蝕介質與Al基底接觸從而增強鋁合金的耐腐蝕性,但是本文中研究的氧化膜的阻隔層理論厚度僅為14 nm。第二種認為,實際起主要耐腐蝕作用的是封閉處理后氧化膜中的多孔層,多孔層與封閉溶液發生化學反應生成水合膜,這層水合膜可以有效地增強鋁合金的耐腐蝕性。目前對于重鉻酸鉀封閉處理后的2195鋁鋰合金陽極氧化膜的腐蝕機理少有報道。因此,很有必要對2195鋁鋰合金氧化膜的耐腐蝕機理進行研究。

2.4.2 電化學阻抗測試
圖8為2195鋁鋰合金陽極氧化20~50 min后在3.5%NaCl溶液中的Nyquist圖。通常容抗弧半徑的大小反映了電化學腐蝕過程中電荷轉移電阻的大小[16],容抗弧半徑越大,電荷轉移電阻越大,材料的耐腐蝕性能越好。由容抗弧半徑大小可以判斷出,氧化膜的耐腐蝕性能按照由強到弱的順序為:50 min處理樣>40 min處理樣>30 min處理樣≈20 min處理樣。
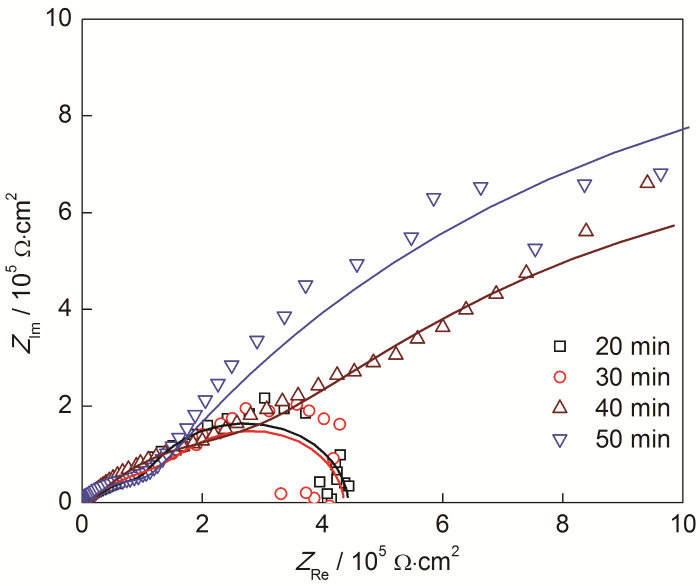
圖8 2195鋁鋰合金在不同時間氧化處理后的Nyquist圖
圖9為2195鋁鋰合金陽極氧化20~50 min后在3.5%NaCl溶液中的Bode圖。陽極氧化后的2195鋁鋰合金電極存在3個時間常數,分別在高頻區103~105 Hz范圍內,中頻區10~103 Hz范圍內和低頻區10-1~10 Hz范圍內。高、中頻區阻抗譜主要反映經封閉后的多孔層的性能,低頻段主要反映阻擋層的性能[17]。

圖9 2195鋁鋰合金在不同時間陽極氧化后的Bode圖
采用如圖10所示的等效電路對不同氧化時間樣品的EIS進行擬合,其中,Rs代表溶液電阻,Rp1和CREp1分別代表封閉多孔層外部的電阻和電容,Rp2和CREp2分別代表多孔層靠近阻擋層內部的電阻和電容,Rb和CREb分別代表阻擋層的電阻和電容,擬合后相應電化學元器件的數值見表3。
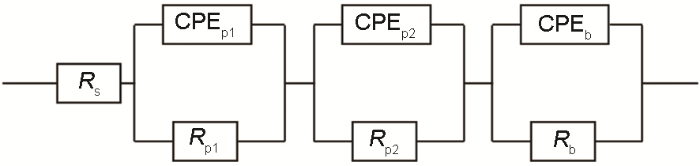
圖10 等效電路圖
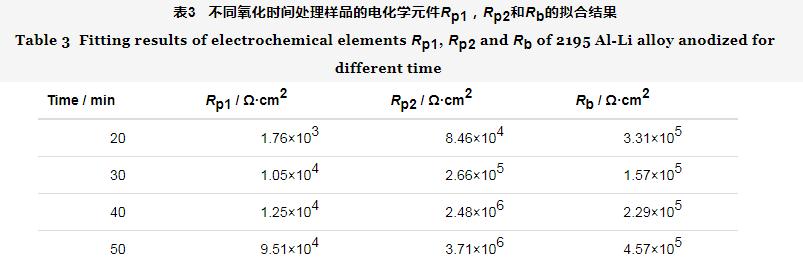
由表3可知,無論氧化膜的多孔層還是阻擋層都起到了一定的耐腐蝕作用。其中,不同氧化時間下氧化膜阻擋層的阻值大小相近,這與阻擋層的厚度相近有關。此外,氧化膜多孔層內部的阻值隨著氧化時間的增加而增加,這可能與封閉溶液與多孔層反應生成較厚的水合膜有關。根據圖11,氧化50 min后氧化膜總的電阻值最大,為4.26×106 Ω·cm2;氧化20 min后氧化膜總的電阻值最小,為4.17×105 Ω·cm2;氧化30 min后氧化膜總的電阻值與氧化20 min后氧化膜總的電阻值相近。這與動電位極化曲線分析得出的結論和Nyquist圖中得到的結論相一致。
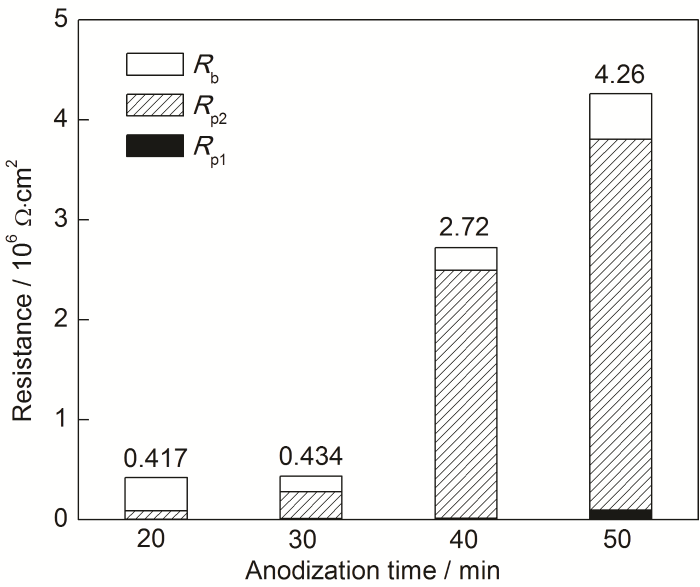
圖11 2195鋁鋰合金經不同時間陽極氧化形成的氧化膜阻值
3 結論
(1) 2195鋁鋰合金經不同濃度的硫酸陽極氧化后,表面均能形成具有防護性能的氧化膜,且氧化膜表面均有不同程度的孔洞;硫酸濃度為180~200 g/L時,氧化膜的表面較為平整。隨硫酸溶液濃度的增加,氧化膜的成膜速率先增大后減小。
(2) 在16 V氧化電壓下制備的氧化膜表面最為平整和致密,膜層缺陷最少;氧化電壓為19 V時,氧化膜表面局部區域出現微裂紋;氧化電壓為22 V時,氧化膜局部區域出現粉化現象。隨著氧化電壓的升高,氧化膜的厚度增加。此外,當氧化電壓從13 V增至16 V時,氧化膜厚度從6.1 μm增加到17.3 μm,膜層厚度發生較大變化,相差11.2 μm。
(3) 氧化膜的厚度隨著氧化時間的延長而增加。氧化膜越厚,氧化膜的耐腐蝕性能越好。氧化膜的多孔層和阻擋層均能有效增強鋁鋰合金的耐腐蝕性能。
(4) 當硫酸濃度為180~200 g/L,氧化電壓為14 V,氧化時間為50 min,重鉻酸鉀封閉15 min,經過陽極氧化處理的2195鋁鋰合金具有較好的耐腐蝕性能。
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62313558-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:5768

腐蝕與“海上絲綢之路”
點擊數:4763