
【鋼構知識】英國耐候鋼鋼橋技術
2020-02-21 14:12:57
作者:zjwcj 來源:鋼結構設計
分享至:


對于大多數耐候鋼橋,就這種效應而言,唯一需要考慮的領域是鋼梁與結構支座之間的連接。
對于在普通結構鋼支座上耐候鋼鋼梁的情況,兩種金屬的反應性之間沒有顯著差異,并且由于普通結構鋼支座 已經涂漆,不與電解質接觸,因此不太可能發生雙金屬腐蝕。
對于在不銹鋼支座上耐候鋼鋼梁的情況,兩種金屬的反應性之間存在顯著差異,并且由于兩種金屬都未涂覆, 因此有可能與電解質接觸。然而,與小型不銹鋼支座相比,耐候鋼的表面積(其將優先腐蝕不銹鋼)是巨大的 。此外,支座通常是遮蔽的,因此很少存在電解質。因此,雙金屬腐蝕的水平不太可能非常顯著。

Interfaces_Metal
但是,建議密封不銹鋼支座和耐候鋼錐形支座板之間的界面,這會降低局部雙金屬腐蝕的水平。密封劑消除了 與裂縫相關的加速腐蝕的風險,并有效地斷開了電路,降低了雙金屬腐蝕水平。如果電路完整,水膜必須從支 座延伸到密封劑的表面上并延伸到錐形板上。
與人的接觸

Interfaces_People
在銹蝕成的早期階段,如果公眾依靠或刷過鋼結構,則存在腐蝕產物可能污染衣服的風險。隨著銹蝕時間的推 移,這種風險將會降低,但它始終存在。腐蝕產物污染衣物的可能性取決于“綠銹”的性質。粘附的細粒“銹 綠”不太可能污染衣物,而粗的鐵銹顆粒更容易剝落。值得注意的是,耐候鋼的表面紋理與粗砂紙的表面紋理 之間可能存在相似之處。因此,存在接觸也可能對衣物造成磨損的風險。

Angel_of_the_North

Lincluden_Viaduct
因此,需要仔細設計扶手或其他障礙物的構造細節,以盡量減少公共和耐候鋼之間接觸的風險;可采用木扶手 或涂漆鋼扶手或鍍鋅鋼扶手。請注意,為了避免雙金屬腐蝕,金屬扶手必須與耐候鋼隔離。
然而,有些情況下,暴露的耐候鋼表面與公眾必須接觸,這需要在耐候鋼表面進行“拋光”,例如,人們喜歡 坐在'北方天使'的腳下。
制造與安裝問題
焊接連接
所有接頭,包括角焊縫,都應連續焊接,以避免水分和腐蝕陷阱,如裂縫。結構耐候鋼的焊接類似于傳統結構 鋼的焊接,但耐候鋼通常具有較高的碳當量值(CEV),在根據EN 1011-2 研究焊接工藝規范時需要考慮這一 點。
BS EN 1090-2 對鋼結構的執行要求是耐候鋼焊接應使用“匹配”消耗品(見下表)。 與焊條相關的術語“匹 配”有點誤導。 實際上,它意味著焊條形成的焊縫與母材相似的方式耐候。
焊材匹配方案表
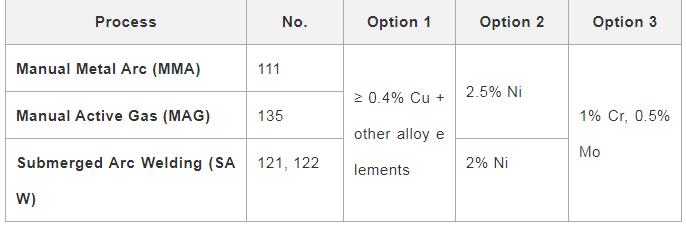
然而,在實踐中已經表明,在某些情況下最好避免使用匹配焊條,因為所得到的焊接金屬變得富含銅,并且如 果焊接也受到限制,這可能導致困難。對于以下情況,應使用C-Mn耗材,因為耐候鋼合金元素足夠釋放到焊池 中以提供所需的耐腐蝕性:
使用SAW(121至125)和MAG(135和136)工藝,單道角焊接焊腳長度可達8 mm
對接焊縫采用每側一次成形
平頭對接焊縫采用SAW(121至125)的“穿通”(punch-through) 技術
注意,對于熔透8 mm焊腳角焊縫提供與普通10 mm角焊縫相當的強度。
前兩種情況見公路工程規范第1805.5節。
對于多道角焊縫和對接焊縫,焊縫的主體可以使用C-Mn焊條制成,用“匹配”焊條蓋面,但重要的是任何暴露 的翼緣也應該用“匹配”焊條蓋住。
然而,使用半自動SAW工藝和“匹配”焊條的多道對接焊縫給出了令人滿意的結果。這種焊接通常用于腹板和 翼緣板中的預裝配對接,因此不受限制。這種對接板通常隨后在焊接后切割成它們的最終形狀,因此在整個焊 縫厚度上具有完全耐候性是有用的。
剪力釘
接剪力釘并無耐候鋼材質的,并且實際上不需要具有“耐候”特性,因為它們完全包裹在混凝土中。因此,傳 統的剪力釘可用于復合耐候鋼板梁,并且使用與傳統結構鋼板梁相同的拉弧焊接工藝。然而,耐候鋼通常具有 較高的CEV,這在研究焊接工藝規程時需要考慮,并且可能導致需要在耐候鋼板梁的頂部翼緣板上額外預熱, 特別是對于提供高散熱性能的厚翼緣板。
螺栓連接
所有螺栓連接都應使用符合ASTM F3125,A325級,3級或等效標準的耐候等級高強螺栓、螺母和墊圈。應該使 用“部分旋轉法”擰緊它們。螺栓不適用于扭矩方法,BS EN 1090-2 禁止使用直接張力指示器(負載指示墊 圈,DTI法),因為會產生裂縫,成為腐蝕陷阱。
噴砂清理至Sa2,符合最低標準BS EN ISO 8501-1 ,并應在制造后和現場交付之前進行,以協助形成均勻的銹 蝕。應避免使用油漆、蠟或蠟筆等在制造和安裝過程中標記鋼結構,因為這些難以清除,并會干擾耐候過程。 注意,水基涂料可用于標記,因為它在噴砂清理期間易于除去。
安裝
現場應小心存放和處理鋼結構,以確保不會損壞發展中的鐵銹。雖然“銹綠“將重新形成,但在此之前它將顯 得不均勻。此外,應避免從橋面板混凝土操作中進行灌漿,因為它們會對鋼結構產生不利影響,并且可能需要 在現場安裝后進行最后的噴砂清理。在施工期間,應保護橋墩和橋臺免受銹蝕,因為“銅銹”是通過將它們包 裹在保護膜中形成的,直到進行最后的施工檢查。

Shiremoor_Bypass
注解:部分旋轉法
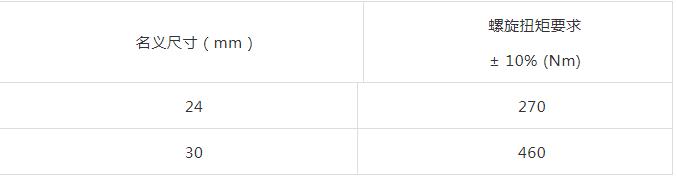
部分旋轉法是高強螺栓施擰的一種方法,類似于組合方法,更大程度上依賴于旋轉而更少依賴于扭矩。 因為 它主要依靠旋轉來實現特定應變,并因此實現預加載,所以該方法不適用K1或K2類組件。 “公路工程規范” 中規定的方法已經針對尺寸為M24和M30的8.8級螺栓進行了驗證。 通過部分轉彎方法收緊包括兩個步驟: 1. 使用扭矩扳手進行第一次擰緊步驟。 扳手根據下表設定扭矩值。 在開始第二步之前,必須在一個連接中完成 所有螺栓的第一步。
部分旋轉法初始扭矩要求
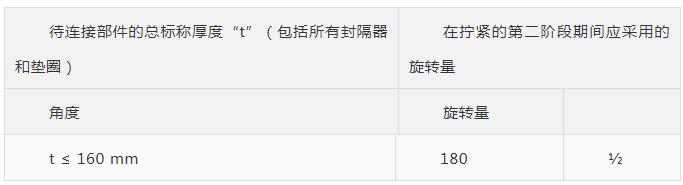
第二個最終擰緊步驟,其中將指定的部分旋轉應用到螺栓組件。 在第一步之后,永久地標記螺母相對于螺栓 螺紋的位置,從而可以容易地確定螺母在該第二步驟中相對于螺紋的最終旋轉量。 第二步是根據下面給出的 值。
部分旋轉法的主要優點是它是一種應變控制方法,因此幾乎完全獨立于螺母和螺栓組件的摩擦和扭矩特性。部 分轉彎方法引起一個特定的應變(與零件旋轉量和螺距相關),該應變遠遠超過彈性極限,并使螺栓進入荷載 伸長率曲線相對平坦的區域,從而導致螺栓的預加載荷僅有微小的變化(誤差)。
這種一致性為鋼結構承包商和客戶提供以下好處:
可預測性:預應力總是超過規定的最小值
可靠性:易于控制和現場監督
經濟性:現場無校準,減少返工風險,降低成本
多功能性:適用于非合金鋼和耐候鋼橋
檢查
使用螺栓的成本的很大一部分與檢查有關。這是有效使用高強螺栓的關鍵,因此應嚴格按照BS EN 1090-2 的 要求進行,或者根據公路工程規范的規定采用部分旋轉法。
涂裝
英國有一些案例,因美學原因,部分耐候鋼鋼橋外梁的外表面已被涂漆。 然而,美學論證是主觀的,并且對 耐候鋼進行涂漆會增加結構的成本和未來的維護要求。 在某些情況下,外表面的涂漆對于允許在大氣環境中 使用耐候鋼是必不可少的,否則會妨礙材料的使用,如海洋環境中箱梁的外表面。
在需要涂漆耐候鋼的地方,應使用與普通結構鋼相似的油漆涂料和類似的表面處理。 新型耐候鋼上涂料的預 期壽命至少相當于普通結構鋼上相同涂料的壽命,甚至可以認為壽命會更長,因為耐候鋼將抵抗受損油漆區域 下的任何緩慢進行的腐蝕。

overidge_Bypass
檢查、監控和維護
所有橋梁都需要例行檢查,監控和不定期維護,以確保滿意的性能。在這方面,耐候鋼鋼橋也不例外。但是, 重要的是要盡早識別這些橋梁偶爾易發的任何具體問題,以便采取適當的補救措施。
橋梁檢查
耐候鋼鋼橋的視覺檢查應由經驗豐富的檢查員至少每兩年進行一次。 “綠銹”的表面狀況是性能的良好指標 。附著的細粒鐵銹“綠銹”表明腐蝕以可接受的速率進行,而粗糙的層狀銹層和剝落表明不可接受的耐候鋼性 能。在視覺檢查中需要尋找潛在問題的其他跡象,需要調查的領域包括:
伸縮縫泄漏
積累污垢或碎屑
由于植被過度生長,表面會留下水分
排水系統故障
混凝土/鋼界面密封膠的劣化
螺栓連接處的腐蝕產物過多
如果目視檢查發現任何嚴重問題,應追查原因并盡快糾正問題。
監測鋼板厚度
耐候鋼鋼橋的腐蝕速率應每6年監測一次,通過測量結構上特定臨界點的剩余鋼材厚度。這些點應在竣工圖紙 或橋梁維護手冊中定義。還應記錄在施工期結束時進行的原始測量厚度。
如果在18年的時間之后,結構壽命期間的截面損失超過原始預留量,則可能需要采取補救措施。建議采用18年 這一年限,因為最初腐蝕速率很高,“綠銹”形成,然后減慢到更具特征的速度。
應使用專業的便攜式超聲波設備進行鋼材厚度測量,該設備不會損壞保護性銹蝕“綠銹”。典型的儀器具有體 積小、重量輕、電池供電并具有數字顯示器(例如Cygnus 2儀器)等特點。這些儀器需要使用耦合劑材料,將 來自探頭的信號通過綠銹傳遞到鋼中;水性的或易于除去的材料,例如壁紙膏或甘油,可以有效地做到這一點 。這種儀器精確到+/- 0.1毫米。

Cygnus_2_gauge
例行維修
在可行的情況下,應通過低壓水洗定期清潔被大量積累的鳥糞、污垢或碎屑污染的表面,注意不要破壞保護性 “綠銹”。如果觀察到鳥糞持續積累,則應采取措施阻止鳥類棲息在結構上。
在除冰期結束時,如果在實踐中發現氯化物會對“綠銹”穩定性產生不利影響并導致過度腐蝕,須進行清洗, 這種清潔應每年進行一次。
應移除懸垂的植被,避免導致連續潮濕,并應定期清理排水系統。任何泄漏都應追溯到其來源,并且應修理或 更換排水系統或接頭。最后,如果有證據表明在螺栓連接處有裂縫,則應使用適當的密封劑密封接頭的邊緣。
Westgate_Bridge
補救措施
如果耐候鋼鋼橋不能令人滿意地進行防腐,則可以進行修復。鋼結構可以進行噴砂清理,去除銹蝕“綠銹”并 使用與普通結構鋼橋相似的涂漆系統進行涂漆(僅受影響的部分或整個結構)。或者,鋼結構可以通過專有的 外殼系統進行保護。
注意,為了實現涂料涂層的預期預期壽命,進行正確的表面處理至關重要。這通常需要濕式噴砂清理,因為難 以從表面上的腐蝕坑底部除去所有可溶性鹽。
Repair_after_joint_leak
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章


