
淺談核電站除鹽水箱內部防腐材料(烏龜油)施工方法
2020-04-13 13:28:34
作者:本網整理 來源:防腐蝕論壇
分享至:


本文通過對陽江核電項目中SER水箱內部防腐材料施工進行剖析,介紹除鹽水箱內部防腐材料選用國內少有的法國生產LP100/512無溶劑可分層雙組份環氧樹脂漆,俗稱“烏龜油”。
(via MAX PERLES)
此材料性能特殊,對儲存條件、劑量配比、基層表面清潔度、噴涂壓力、溫濕度、露點溫度等諸多方面要求非常嚴格,尤其是其混合后使用時限僅有15—30分鐘,致使施工難度大大增加,且此材料造價極高,每公斤約400元,是普通油漆的20倍左右,施工時稍有疏忽便會引發質量問題及造成經濟損失。
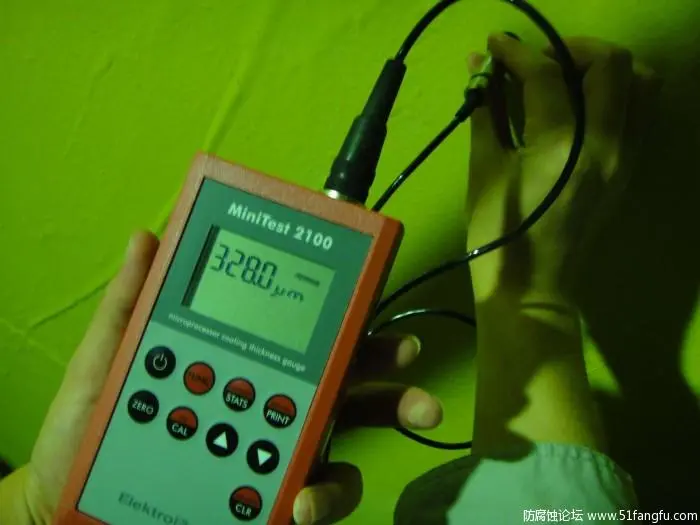
其中在其他核電項目中出現過鼓泡和脫落現象,直接經濟損失二百多萬元。設計涂層厚度為600?m,涂層的驗收采用干膜測厚儀和電火花儀檢測,被測處必須達到100%不放電無漏點才符合設計要求,因此,選擇最為合適的機械、最為合理的施工方法是杜絕鼓泡現象發生、確保電火花檢測無漏點是本工程的控制重點。
隨著國內民用核工業的普及,今后會有很多的核安全知識和核質量要求被運用。陽江核電除鹽水箱內部防腐涂層使用的LP100/512烏龜油,是一種無溶劑環保新型材料,它于上世紀90年代在法國研制成功并投入商業應用,本世紀初引入國內,目前主要應用于核電工程。
烏龜油涂料具有以下特性:100%固體含量,可在任意曲面、垂直面及頂面連續噴涂,一次施工可達設計厚度要求,有優良的附著力和優異的耐腐蝕、耐水防潮、防滲透性能,并在較高的氣候條件下仍能保持良好的性能。
烏龜油施工是公司首次接觸到的核電防腐新材料,沒有以往的施工經驗可以借鑒,確定施工方案,施工工序、方法及工藝都是研究攻關的課題。通過陽江核電除鹽水箱內部防腐的成功,詳細闡明施工方法和達到的質量要求,以及工程中出現的難點和解決方法,其新的工藝流程和施工方法,將為以后的除鹽水箱內壁防腐工程積累寶貴的施工經驗,為公司今后的核電施工打下堅實的基礎。
陽江核電SER除鹽水箱為鋼制的圓柱形容器,其容積為3600m?/每臺,水箱的材質為Q235-A,主要用于儲存除鹽水。

儲水期間,水質不能被污染,出口水質要求為:PH=9,SiO2<20?g/L,Na+(回路平均值)<5?g/L,懸浮物<5?g/L。防腐效果不達標,其所儲存的水質無法達到上述標準。
因此,為保證水箱內水質要求及壁板不被腐蝕,內壁根據設計要求使用法國進口的雙組份環氧樹脂漆LP100/512,俗稱“烏龜油”。
內壁基層采用切絲鋼丸噴砂除銹,除銹清潔度達到Sa2.5級的要求,粗糙度達到50--75μm,為進一步保證清潔度噴涂干膜厚度為 30μm,最大厚度不得超過40μm ED1底漆,最后,使用高壓無氣噴涂噴涂烏龜油,用濕膜控制干膜,保證最終涂層干膜厚度為600?m,最終漆膜厚度最小為480?m,最大干膜厚度為1000?m。被涂壁板的整體內表面可有20%的漆膜干膜厚度在480--600?m之間。
陽江核電除鹽水箱內部防腐和常規火電的防腐工藝基本相同,其施工工藝流程:噴砂除銹→底漆噴涂→面漆噴涂→涂層電火花檢驗。唯一區別在于材料的選用不同,核電的防腐材料通常選用法國進口的雙組份環氧樹脂漆LP100/512,俗稱“烏龜油”,是一種無溶劑環保新型材料。
烏龜油涂料具有以下特性:100%固體含量,可在任意曲面、垂直面及頂面連續噴涂,一次施工可達設計厚度要求,有優良的附著力和優異的耐腐蝕、耐水防潮、防滲透性能,并在較高的氣候條件下仍能保持良好的性能。
烏龜油的存儲條件要求極高,一定控制在25℃以內,要定期測量室內溫度。一般存放在裝有空調的室內,溫度保持在22℃左右。
由于此材料為100%固體含量,非常粘稠,涂層檢驗使用電火花測試,100%不漏電方為達到設計要求,施工難度相當大,選用好合適的機械設備及合理的施工方法尤為重要。借鑒陽江核電項目已完的烏龜油施工,進行闡述施工方法及施工難點剖析。
▍一、施工順序
1) 先將除鹽水箱進行干燥。
2) 清理底板,對底板進行噴砂處理,達到清潔度和粗糙度要求即可盡快噴涂底涂 ED1。
3) 底板底漆干燥后,用塑膠板滿鋪進行遮蓋保護。
4) 在保護好的底板上,距水箱內壁 30cm 搭設腳手架,一直到距水箱頂部 1800mm 搭設平臺,以便水箱頂部施工。
(via heizi1932003@51fangfu.com)
5) 清理頂板內壁,對頂板及側板內壁進行噴砂處理,達到清潔度和粗糙度要求后將噴砂除塵的雜質進行清掃,降塵,在最短的時間內盡快噴涂底涂,該部分底漆一次性完成干燥后,再進行面漆烏龜油施工。
6) 先施工頂板烏龜油面涂,再從上而下的進行烏龜油噴涂,驗收完成拆除腳手架及走道,最后清理鋪設的塑膠板,進行底板面漆的施工。
7) 水箱內施工要求采用機械通風,在水箱頂部人孔門處裝設軸流風機,注意安全操作做好防觸電防護,內部使用不大于24V安全照明,整個施工過程中相對濕度不大于 85%和溫度不高于35℃。
▍二、施工方法
1、噴砂除銹
1.1)噴砂前將水箱壁板表面油污及積水清理干凈,噴砂前用磨光機將頂板及底板的搭接處打磨,使其圓滑過渡避免出現棱角。
1.2)噴砂時使用干燥、無塵和無其它有害雜質(特別是油)的壓縮空氣,噴砂環境溫度大于5℃,相對濕度不大于80%。
1.3)空壓機配備三臺(室外搭設防雨棚)空壓機工作壓力應達0.8—0.9Mpa做功穩定,集氣罐容量9 m3/min。噴砂槍4把,采用單進風加壓式合金鋼噴砂槍,噴嘴口徑5-10mm。
1.4)水箱噴砂材料采用鋼砂和鋼絲切丸,鋼砂的粒度不宜過大,在0.8-2mm之間。砂粒過大粗糙度增大,粗糙度大產生烏龜油用量增加,控制好砂粒的粒度是減少烏龜油用量的關鍵。
1.5)砂罐擺放在搭設的防雨及防曬棚中,保證通風及設備的正常散熱。砂管不宜過長,不能彎曲,減少空氣壓力。砂罐不宜裝砂過滿,不能超過砂罐的3/4,保證鋼砂能順利流出。
1.6)空壓機運轉正常砂灌裝填完后,檢查管路是否通暢,然后打開出風口的截止閥,待風壓完全從噴嘴噴出后再打開砂罐的截止閥,開始噴砂。
1.7)噴槍與被噴物成30~600平角噴砂,噴口離被噴物表面200~400mm,嚴禁朝向人噴射,發生噴頭堵塞時停掉空壓機,泄壓后再進行處理。
1.8)為縮短噴砂后底漆噴涂的時間,整個水箱內壁噴砂分為粗噴和細噴兩個過程,第一過程水箱內粗噴一遍打掉氧化皮、銹斑以及附著不牢的污物等清潔度基本達到Sa2.5級的要求,第二個過程為細噴,細噴開始時間待第一遍噴砂完全降塵后進行,由于第一遍整體噴砂及降塵后,前后時間間隔較長,需細噴打掉時間過長會出的浮銹打出50--75?m的粗糙度,清潔度達到Sa2.5級。
1.9)噴砂完畢后及時進行驗收,噴砂后水箱壁板表面等級達到Sa2.5級,表面粗糙度應滿足50—75?m,局部噴砂受限部位處理至ST3級。
1.10)為縮短降塵時間噴砂完成后及時將頂板與包邊角鋼縫隙之間留有的鋼砂用油灰刀等工具清理干凈,掃掉腳手板及架桿上的鋼砂,隨即用彩條布將罐底鋼砂蓋住。在環境要求滿足的情況下使用軸流風機下抽上吹強制通風進行降塵,降塵時間約1小時,待罐內能見度明顯改善后即可進行底漆的噴涂,若天氣變天遇到陰雨天氣,封閉大罐的所有門孔,自然降塵,等待2—3小時待罐內能見度明顯改善后即可進行底漆的噴涂。
2、ED1底漆噴涂
2.1)配料房內掛牌明示底漆配比、攪拌及熟化時間。
2.2)底漆施工時保證環境溫度10℃—30℃、相對濕度不大于85%,底材表面溫度應高于露點溫度3℃以上。雨天、霧天及氣溫高于30℃以上的烈日暴曬下嚴禁施工。
2.3)底漆在噴涂前頂板與包邊角鋼之間用砂紙將銹除掉,并用塑料掃帚和優質毛刷清掃壁板,清除掉壁板上留有的鋼砂及污物,保證壁板清潔、干燥無污物方可噴涂底漆。
2.4)底漆采用無氣噴涂的方式,難以噴涂的地方(加強圈焊縫、頂部工字鋼的棱角處等)采用手工涂刷,無氣泵壓力比率30/1,噴嘴直徑約0.33—0.432mm,出氣壓力約10—15MPa。底漆干膜厚度標準為 30?m,最大厚度不得超過40?m。
2.5)底漆使用特殊油漆ED1涂料,其配比按重量比(基料:固化劑=65:35),低速攪拌器攪拌基料至均勻,然后加固化劑,并不停的進行攪拌,待均勻攪拌后,放置30—60分鐘熟化后才能使用,每次使用時攪拌1分鐘。混合后使用時限為10小時(20℃時)。
2.6)底漆在使用時才能開桶,調配時整桶進行調配,不能進行局部調配(補漆時可以按照配比量進行部分調配)。在基料和固化劑混合之前,先徹底的攪拌均勻基料,才能加入固化劑混合攪拌,充分攪拌使涂料的稠稀度、顏色混合一致。

(via heizi1932003@51fangfu.com)
2.7)無氣噴涂機在噴涂底漆前必須將噴漆管中的稀釋劑排至空桶中,排到噴槍出現底漆為止,然后調整好壓力將噴嘴調成扇形進行試噴直至油漆完全霧化,產生連續均勻的完整漆膜。
噴槍與壁板保持垂直,噴嘴離壁板的距離在30cm左右,頂板與包邊角鋼之間的縫隙噴槍輕掃而過,頂部工字鋼噴涂時將噴槍口調小,盡量不要把漆噴到頂板上,頂板噴涂完畢后在噴涂壁板的上半部分時,應用鐵皮防護頂板,以免底漆噴到頂板上,因為重復噴涂同一區域會現象流掛現象。
當出現流掛時及時用毛刷處理,加強圈焊縫處用毛刷處理,底漆做到側板的底板處,底漆噴至側板底部時用彩條布將底板上的鋼砂遮蓋嚴實,以免底板上的鋼砂粘到壁板上,最終漆膜將頂板及側板內表面全部覆蓋。由于底漆較薄,只要漆膜全部覆蓋壁板內表面即可,盡量減少濕膜卡的使用頻率。
2.8)在底漆噴涂過程中如遇到陰雨天氣,及時封住朝天口,并將干燥清潔的壓縮空氣通入罐內,防止潮濕的空氣進入。
2.9)底漆噴涂后24小時進行腳手板翻板,并清理腳手架及腳手板上剩余的鋼砂。
3、烏龜油噴涂
3.1)面漆采用LP100/512涂料,按說明書重量配合比配漆(基料:固化劑=1:1),機械攪拌基料至均勻,然后加固化劑,嚴禁加任何稀釋劑,并不停攪拌,直至均勻才能使用,配漆時間為2—3分鐘,配制好的烏龜油必須在使用期內用完(20℃固化時間為30分鐘, 30℃固化時間為15分鐘)。
3.2)噴涂方式采用高壓無氣噴涂,難以噴涂的地方采用手工涂刷,無氣泵壓力比率為65/1,噴嘴直徑約0.533—0.788mm,出氣壓力約22.5—36MPa。最終涂層干膜厚度為600?m,最終漆膜厚度最小為480?m,最大干膜厚度為1000?m。被涂壁板的整體內表面可有20%的漆膜干膜厚度在480--600?m之間。
(via heizi1932003@51fangfu.com)
3.3)面漆在使用時才能開桶,調配時整桶進行調配,不能進行局部調配(補漆時可以按照配比量進行部分調配)。在基料和固化劑混合之前,先徹底的攪拌均勻基料,才能加入固化劑混合攪拌,充分攪拌使涂料的稠稀度、顏色混合一致。
3.4)面漆施工時保證環境溫度10℃—30℃、相對濕度不大于85%,基層表面的溫度必須小于 30℃,基層表面溫度應高于露點溫度3℃以上。雨天、霧天及氣溫高于30℃以上的烈日暴曬下嚴禁施工。
3.5)面漆噴涂前側板加強圈焊縫處應先用毛刷預涂以填滿焊縫輪廓,以防空氣截留產生氣孔。
3.6)無氣噴涂機在噴涂面漆前必須將噴漆管中的稀釋劑排至空桶中,排到噴槍出現面漆為止,然后調整好壓力將噴嘴調成扇形進行試噴直至油漆完全霧化,產生連續均勻的完整漆膜。噴槍與壁板保持垂直,噴嘴離壁板的距離在30cm左右,頂板與包邊角鋼之間的縫隙盡量噴涂的厚一點,頂板噴涂完畢后在噴涂壁板的上半部分時,應用鐵皮防護頂板,以免面漆噴到頂板上,壁板大面積噴涂時不重復噴涂同一區域,否則會出現流掛現象,當出現流掛時及時用毛刷刷平。面漆噴至側板底部時用彩條布將底板上的鋼砂遮蓋嚴實,以免底板上的鋼砂粘到壁板上,壁板面漆噴涂至離底板50cm處,將來與底板面漆一起施工,做壓茬處理。面漆厚度施工一次性完成。
3.7)水箱面漆設計厚度600?m,廠家資料一道噴涂成型達到厚度,易出現厚薄不均勻,有流掛不美觀。建議分為兩層噴涂,(業主和廠家同意的情況可采用)在第一道噴涂完一小時內再噴涂第二道,即在發粘狀態下完成第二道噴涂,濕碰濕粘結。第一道的厚度控制在400?m左右,第二道的厚度很容易掌握,不容易出現過大的超厚現象,造成材料浪費。

(流掛缺陷 via heizi1932003@51fangfu.com)
3.8)面漆在噴涂過程中,QC人員應緊跟槍手后測量濕膜,槍手在測過濕膜的地方必須回噴一次(回噴的目的:濕膜卡留有卡印,回噴填平卡印),槍手熟練后盡量少測濕膜。
3.10)面漆噴涂時準備三臺無氣噴涂機,兩臺工作一臺備用,為縮短面漆的使用時間兩臺噴涂機共用一桶油漆,一桶面漆在30℃時的使用時間為15分鐘:配漆2—3分鐘+運輸2—3分鐘+噴涂8—9分鐘。
3.11)控制好噴涂機的壓力,保持在0.3-0.45MPa之間壓力,噴涂半小時清洗倉泵內的積漆,并沖洗氣帶,更換噴嘴。噴嘴選用26B30型,噴涂機距噴涂面的垂直高度不能超過6米,以免影響噴涂壓力。噴涂機正常運轉是材料節約的關鍵。
▍三、技術關鍵點
1、溫濕度控制:噴砂控制環境溫度大于5℃,相對濕度不大于80%。ED1和烏龜油噴涂控制環境溫度10℃—30℃、相對濕度不大于85%。噴砂時每小時做一次溫濕度及測氧數值記錄,噴漆作業每噴涂一組油漆時做一次溫濕度及測氧數值記錄。
2、噴砂除銹:控制好鋼砂粒度,在0.8-2mm之間,砂粒過大粗糙度增大,粗糙度大產生烏龜油用量增加,控制好砂粒的粒度是減少烏龜油用量的關鍵。空壓機工作壓力應達0.8—0.9Mpa做功穩定,集氣罐容量9 m3/min。噴砂槍采用單進風加壓式合金鋼噴砂槍,噴嘴口徑5-10mm。
3、ED1底漆噴涂:采用無氣噴涂的方式,無氣泵壓力比率30/1,噴嘴直徑約0.33—0.432mm,出氣壓力約10—15MPa。底漆干膜厚度標準為 30?m,最大厚度不得超過40?m,底漆過厚粗糙度變小影響烏龜油附著牢固。配比按重量比(基料:固化劑=65:35),低速攪拌器攪拌基料至均勻,然后加固化劑,并不停的進行攪拌,待均勻攪拌后,放置30—60分鐘熟化后才能使用,每次使用時攪拌1分鐘。混合后使用時限為10小時(20℃時)。
4、烏龜油噴涂:采用高壓無氣噴涂,無氣泵壓力比率為65/1,噴嘴直徑約0.533—0.788mm,出氣壓力約22.5—36MPa。最終涂層干膜厚度為600?m,最終漆膜厚度最小為480?m,最大干膜厚度為1000?m。
被涂壁板的整體內表面可有20%的漆膜干膜厚度在480--600?m之間。按重量配合比配漆(基料:固化劑=1:1),機械攪拌基料至均勻,然后加固化劑,嚴禁加任何稀釋劑,并不停攪拌,直至均勻才能使用,配漆攪拌時間為2—3分鐘,配制好的烏龜油必須在使用期內用完。
20℃固化時間為30分鐘, 30℃固化時間為15分鐘)。分層噴涂,第二道噴涂控制在保持在一小時內濕碰濕粘結,用濕膜厚度控制干膜厚度 ,兩小時沖洗一次無氣噴涂機的儲漆倉,無氣噴涂機壓力0.3-0.45MPa之間,噴涂半小時清洗倉泵內的積漆,并沖洗氣帶,同時更換噴嘴。噴嘴選用26B30型,噴涂機距噴涂面的垂直高度不能超過6米,以免影響噴涂壓力。正常噴涂20kg烏龜油噴涂時間8-10分鐘,噴涂機正常運轉和分層噴涂是材料節約的關鍵。
▍四、材料節約控制點
1、控制好噴砂材料的選用,選用3:1鋼砂和鋼丸的混合體,粒度為2mm鋼砂和0.8鋼丸混合而成,空壓機做功壓力為0.7MPa,噴砂后板面的粗糙度在50--75μm之間。壁板噴砂均勻有利于降低烏龜油的使用量。
2、分層噴涂,根據材料廠家推薦此材料為一次性噴涂到600μm,現場實踐得出,一次性達到實際厚度容易出現流掛,工藝不美觀,厚度也難以控制,容易造成超厚現象,造成材料浪費。
經和業主及廠家溝通研究決定,分為兩層噴涂,在第一道噴涂完一小時內,濕碰濕粘結再噴涂第二道,第一道的厚度控制在400μm,第二道的厚度很容易掌握,不容易出現過大的超厚現象,造成材料浪費。
3、濕膜控制干膜厚度,由于此材料為無溶劑材料,100%的固體含量,濕膜和干膜厚度讀數是一樣的,過程中盡量的多測濕膜厚度,控制不超厚不少噴,只有這樣才能控制好材料的用量。
▍五、總結
本施工方法已經指導完成陽江核電3臺水箱的內部烏龜油施工,工程質量達標,工藝美觀,涂層附著牢固,電火花無漏點,未出現鼓泡和脫落現象,符合設計要求,比同類核電水箱內部防腐節約材料1400kg,節約資金約六十萬元。
本施工方法的成功實踐,不僅降低了工程成本,也為公司帶來的直接的經濟利潤,而且填補了公司在該領域的空白,提高了公司在核電防腐方面的綜合能力,為公司的持續發展做出突出的貢獻。更為為以后核電除鹽水箱內部防腐工作提供了強有力的技術支持和施工指導,新穎的施工方法和嚴謹工藝技術,將不斷提升公司防腐工作的技術革新,提高了工程質量,達到了核電的水質要求,社會效益和經濟效益顯著。
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:7130

腐蝕與“海上絲綢之路”
點擊數:5741