
很全面!熱處理車間的防銹處理
2021-11-12 10:50:55
作者:熱處理生態圈 來源:熱處理生態圈
分享至:


金屬表面的腐蝕產物統稱為“銹”。由于熱處理車間存有鹽、酸、堿、有害氣體等腐蝕因子,時刻都潛在受蝕危機,稍有不慎就會銹跡斑斑、麻點累累。因此,我們在重視熱處理工藝的前題下,熱處理產品一定要做好防銹。
熱處理產品防銹規程
(1)凡經熱處理的各類產品都必須由熱處理車間進行暫時的防銹處理,所有的防銹由車間按工藝配制并化驗,車間應對槽液的清潔、安全、調整負責。
(2)自熱處理后送入相關車間中間庫的產品(退火、調質件除外),各中間倉庫除負責驗收規格、數量外,也應該檢驗熱處理是否有防銹處理、表面質量如何?如有不妥,應立即反饋給熱處理車間。
(3)在中間庫置留的在制品,時間超過一周的應重新檢查并進行防銹處理,并用塑料布蓋好,以防因雨水、潮氣等有害因素直接觸及對產品造成銹蝕。
(4)凡前后兩道工序間隔時間超過5h(冬季8h)時,熱處理車間必須有防銹措施。
(5)工件自熱處理車間進入中間庫時,必須進行防銹處理。存放在中間庫里的產品,應每周巡回檢查一次,必要時重新防銹。
(6)產品熱洗時,先在清洗液中上下漂洗數次,然后再將產品置于清洗液中2~3min取出,清洗液的溫度≥80℃,槽液每工作三天換一次。
(7)產品在室溫下用煤油清洗時,也應先上下漂洗數次,或用刷子刷洗干凈,稍加瀝干。煤油每星期過濾一次,每月更換一次。
(8)產品浸防銹油時,必須使產品在防銹槽內上下運動數次,盡量使防銹油浸涂均勻;大件產品可用涂刷方法,但也必須全面覆蓋產品表面,不留死角。
(9)產品送成品庫前都必須進行清洗、防銹,如遇大霧、陰雨天等惡劣天氣,則必須加蓋膜布,以防受蝕生銹。
熱處理防銹注意事項
(1)處理防銹所用的原材料如NaNO2、Na2CO3、防銹油、煤油、汽油等應安全存放,專人保管,不得吸入人體,以防發生中毒、火災等安全事故。
(2)在操作過程中,如偶爾發生亞硝酸鈉溶液、防銹液等有毒液誤入眼時,應立即用清水沖洗,必要時到醫院急診。
(3)清洗液槽、防銹液槽應安放在指定地點,液槽都應加蓋,如操作工離開工作地點時間較長,特別是小長假期間,車間應指定專人將槽液維護穩妥。
(4)已上防銹液或防銹油的產品,不得徒手觸摸,以防汗液等浸蝕。
(5)在工作完畢或用膳前,應用肥皂洗凈雙手。
(6)如遇火警,應使用平時準備好的泡沫滅火器或黃砂除之,并首先切斷電源,嚴禁用水或酸堿式滅火器滅火。
發黑處理
發黑處理是表面氧化處理的一種方法,主要用于碳素鋼和低合金鋼,同樣適用于高速鋼,一般采用的是低溫堿性發黑,不宜采用常溫發黑。發黑處理后在鋼鐵表面生成一層帶有磁性的Fe3O4,其組織較致密,厚度0.6~0.8μm,發黑的作用主要有3點:
①對金屬表面起防銹作用。
②增加工件表面的光澤及美觀。
③進一步消除淬火、回火應力。
發黑操作具體步驟:
(1)去油
其目的是為酸洗和氧化作好準備,可采用煤油清洗,常采用化學除油法,配方為:100g/L NaOH+30g/LNa2CO3+30g/L Na3PO4,85~100℃×15~30min。
(2)裝筐
發黑工件不宜裝得過密,保證工件之間有一定的空隙,盡量做到工件之間點接觸,大小件應分別裝筐,要防止工件之間互相碰撞,特別是經校直過的工件更要注意。
(3)沸水清洗
每次發黑前必須換新水,中心鉆、槽銑刀等小刀具一定清洗干凈,煮沸時間不少于1h。
(4)酸洗
其目的是去除工件上的銹跡和氧化皮,增加表面活性,宜于氧化。為減少酸洗帶來的負作用,常向酸中加入緩蝕劑及抑霧劑。
酸洗時間:①鉆頭、中心鉆及三面刃銑刀10~15min。②中齒鋸片銑刀8~10min。③經反擊的刀具一律不得酸洗。酸洗槽表面浮渣及雜物要及時清除,經常檢查槽液情況,以便適時調整。
(5)冷水清洗
酸洗后的工件在流動的清水中上下提起、左右翻動,反復5次以上,保證將附著在工件上的酸液沖洗干凈。
(6)發黑
合金鋼及高速鋼發黑配方:600~620g/LNaOH+100g/L NaNO2+20~40g/L Na3PO4,其余為水。入爐溫度142℃,發黑溫度145~146℃。發黑時間40~60min。
碳素鋼工件發黑配方:550~600g/L NaOH+100~150g/L NaNO2+15~20g/L Na3PO4,其余為水。入爐溫度142℃,發黑溫度145~148℃,發黑時間60~70min。
(7)冷水清洗
在流動的自來水中上下提起,左右翻動數次,保證附著在工件上的發黑液沖洗干凈。
(8)皂化
20條肥皂(切片)溶入200L水中,皂化80~90℃×2~5min。
(9)發黑質量檢驗
皂化后在上油前檢查項目包括:
①外觀:高速鋼黑褐色;9SiCr鋼棕褐色;碳素鋼及一般合金鋼呈黑色。刀具不再磨削的刃部不允許存在花斑和銹跡。
②氧化膜疏松度:用3%CuSO4滴定,在30s內不露銅色為合格。
③牢固度檢查:氧化膜不允許脫落,不允許存在手擦等痕跡。
產品熱處理防銹守則
本守則適用于產品噴砂后的防銹,防銹產品表面應為均勻的白色,沒有花斑等宏觀缺陷。
(1)防銹過程及工藝條件
1)裝筐:產品裝筐盡可能少些,兩筐平面相壓裝量不超過筐子的高度。
2)熱水清洗:清洗時應將筐上下提動多次,洗去工件表面殘留的砂塵,并達到預熱的目的。
3)防銹:產品放入防銹槽上下提動3~5次,進一步洗去表面附著物,提高防銹膜質量,出槽時再提動3~5次。
配制方法:先放水至槽容量的2/3,升溫至50~70℃,然后將欲配制的Na2CO3、NaNO2全部加入,攪拌使之溶解,再加水至槽液規定高度,嚴格按季節要求配制。
4)干燥:產品從防銹槽取出后應及時用風扇或壓縮空氣吹干。
(2)防銹液的調整與更換
1)防銹液應保持清潔,不得在防銹液槽內洗手及帶入其他雜物。
2)每周分析槽液2~3次,并根據分析結果適時調整。
3)防銹液每月更換1次,更換時必須把槽內四周的臟物清理并刷洗干凈。
防銹液
有些工件經淬火、回火后因各種原因未能及時轉出熱處理車間,或因國慶、春節小長假,處理好的工件需滯留在車間,此時的工件必須浸入防銹液或噴淋其上,確保工件短時不會生銹。防銹水應具備以下特點:
1)使用、儲存和去除都比較方便,對環境友好,不對人、設備及環境造成污染。
2)配制方便,根據熱處理件具體情況配備不同濃度。
3)適用于各種工況,浸涂、浸泡、噴淋、刷涂均可,冷熱皆宜。
4)價廉物美、節約油料。
5)安全不起火。
6)相對穩定,不易老化。
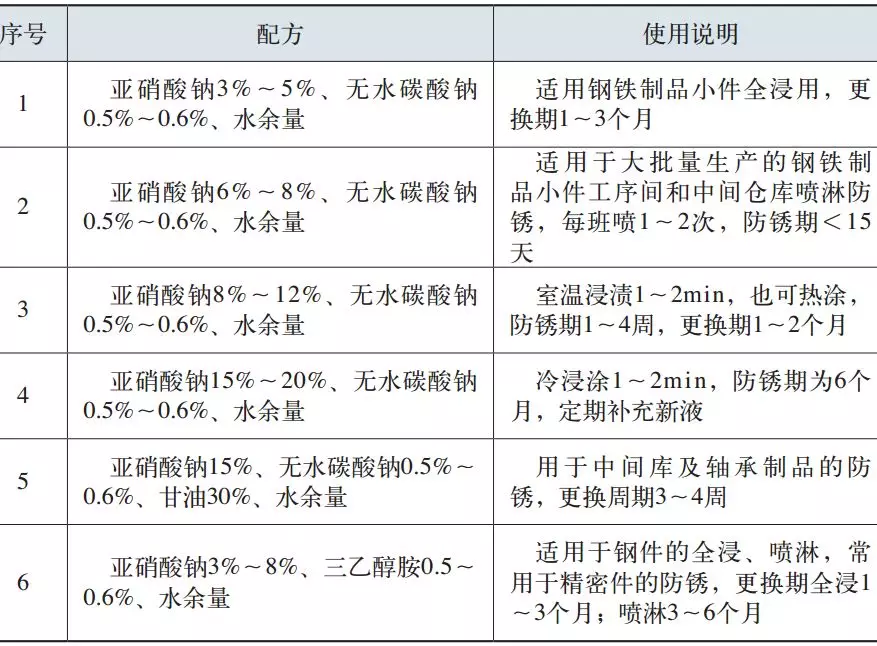
目前常用的防銹液有多種,市場上也有出售,工廠常用防銹液配方見表1。
表1 常用防銹液配方
結語
與淬火、回火相比,熱處理防銹無疑處于次要位置,但矛盾雙方在一定條件下會發生轉化,千萬不能掉以輕心,前面所有工序都佳,但最后防銹不好,就會前功盡棄。熱處理是最容易發生銹跡的地方,但我們一定要讓進熱處理車間的產品少生銹,生了銹要除銹,不生銹的要防銹送出車間的產品保證一周內不生銹。
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:7130

腐蝕與“海上絲綢之路”
點擊數:5741