
耐海洋大氣腐蝕鋼筋的制備及性能研究
2022-03-04 13:28:16
作者:李維華 來源:鑄造工程
分享至:


鋼筋在混凝土結構中起著骨架作用,廣泛應用于房屋、橋梁和公路等現代建筑,使用過程中會遭受周圍環境的腐蝕。資料表明,腐蝕是造成鋼筋失效進而導致混凝土結構開裂和剝落的主要原因,嚴重降低建筑物的安全性和使用壽命。鋼筋腐蝕造成混凝土結構過早失效,已成為世界各國共同面對的一大災害[1~4]。
人們已對耐腐蝕鋼筋開展了大量的研究,但是大部分研究的檢測方法與實際自然環境存在較大的差異,并不能反映鋼筋實際應用中的耐腐蝕情況,因此,這些研究成果無法滿足實際使用的需要。鋼筋的腐蝕速率與其表面完整情況有關,如表面完整的鋼筋腐蝕速率較低,而存在蝕點后的鋼筋腐蝕速率將成幾何級數增加[5]。為此,介紹一種除了具有優異的力學性能外,在真實海洋大氣環境下,還具有較好的耐腐蝕性能的鋼筋。
1 鋼筋的制備與熱處理工藝
依據現有生產設備、技術和工藝情況,耐海洋大氣腐蝕鋼筋的制備工藝流程為:原輔料(廢鋼和溶劑等)→ 90 t 超高功率電爐冶煉→ 90 t LF 鋼包精煉→ 6 機 6流方坯連鑄→鋼坯→步進式蓄熱加熱爐→ 18 架無扭連軋機組→冷床→熱處理→試樣→性能測試。
1.1 化學成分
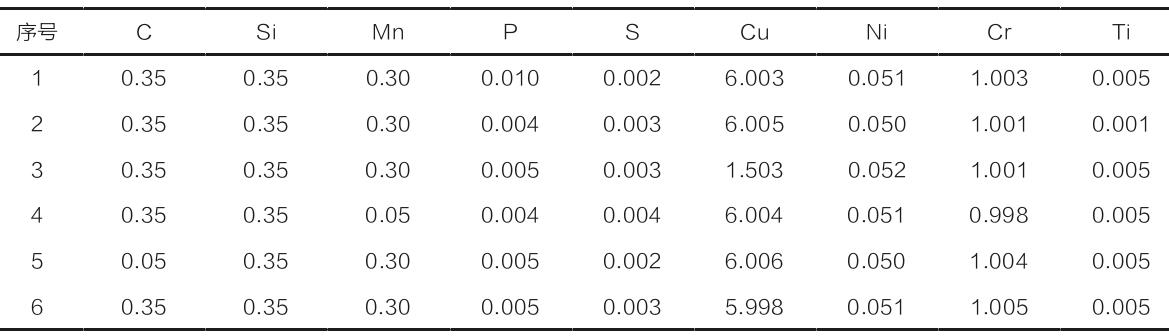
考慮五大元素及 Cu、Cr、Ni 和 Ti 等微量元素在鋼筋中的作用,以及對鋼筋力學性能和耐腐蝕性能的影響,參考國標 GB/T 33953-2017 規定的化學范圍要求,選取了 6 個耐海洋大氣腐蝕鋼筋的化學成分,具體情況如表 1 所示。
表 1 化學成分(質量分數,%)
1.2 電爐冶煉過程控制
電爐冶煉采用熱裝金屬液工藝,裝入量為95~105 t,合理做好投料操作、熔化期操作、氧化期操作和出鋼脫氧合金化操作,其中在熔煉過程中加入造渣劑,控制好造渣劑的用量和添加時機,根據冶煉過程、化渣情況,作出相應操作調整。造渣劑成分(質量分數)為:50% CaO,CaO ∶Al2O3=2 ∶1,5% MgO,0.8% SiO2,0.3% Fe,其余為雜質。
1.3 LF 精煉過程控制
進入 LF 精煉工位,對鋼液進行吹氬攪拌,進一步去除鋼液中的溶解氧,避免過度氧化。該操作在攪拌過程中去除夾雜物時應防止卷渣現象,從而提高鋼液的潔凈度,并微調成分以及溫度;特別是通過造白渣來有效脫硫,白渣時間不得低于 15 min,實現鋼液成分和過熱度的精準控制。
1.4 連鑄過程控制
連鑄工藝采用6 機6 流弧形連鑄機澆鑄,鑄坯斷面為150 mm×150 mm,全程采用氬封保護澆鑄。開澆第一爐和第二爐的溫度為1 590~1 630 ℃,大包連澆爐的溫度為1 570~1 610 ℃,連鑄拉速控制為1.2 m/min,二次冷卻采用動態配水和氣霧冷卻工藝,二冷段輥水量22 m3/h,一輥水量15 m3/h,二輥水量11 m3/h,三輥水量19 m3/h,從以上操作來保證結晶器液面的穩定和鑄坯的冷卻均勻。
1.5 熱軋過程控制
熱軋切分方式采用四切分軋制,軋制規格為 ?10 mm,軋制工藝采用控軋控冷工藝,軋制順序為初軋→中軋→精軋;軋制設備采用短應力高剛度軋機,過程中控制好出爐溫度、終軋溫度、水壓、穿水流量和終軋速度等相關工藝參數,具體情況如表2 所示。最終保證熱軋鋼筋產品溫度均勻,無異常金相和混晶組織,同時金相組織須為正常的鐵素體和珠光體,晶粒度在國標范圍內。
表 2 控軋控冷工藝參數

1.6 鋼筋的熱處理
將軋制后的1#~6#鋼筋試樣在958 ℃條件下保溫處理60 min,冷卻至室溫,冷卻速度為0.5 ℃/min;再將1#~6#鋼筋試樣在800 ℃條件下保溫處理2 h 后,冷卻至室溫,冷卻速度為3 ℃/min;熱處理后的鋼筋試樣剪切、精整、包裝及性能測試。
2 性能測試
2.1 力學性能測試
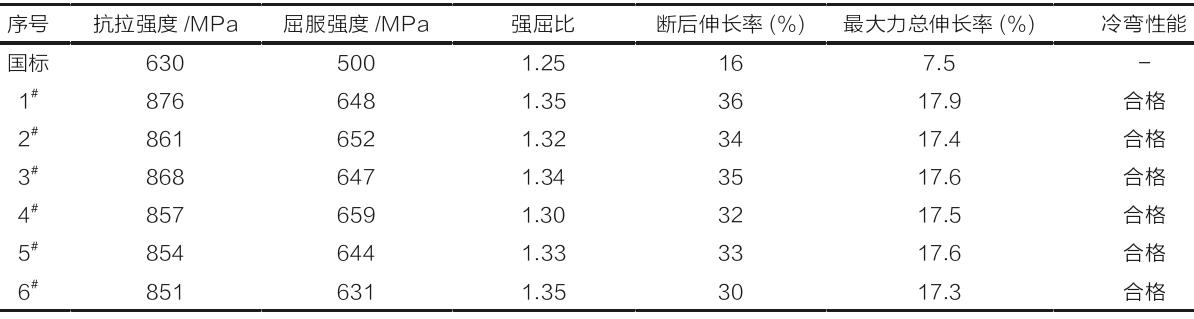
分 別 檢 測1#~6#鋼 筋 試 樣 的 屈 服 強 度、 抗 拉 強度、斷后伸長率、屈強比和冷彎性能,檢測方法參照GB/T 33953-2017 要求執行,檢測結果如表3 所示。從表3 可以看出,1#~6#鋼筋試樣力學性能均符合國標要求,且1#~6#試樣各項性能均大幅優于國標,說明通過采用優選的化學成分設計和熱處理工藝對鋼筋力學性能提升有明顯影響。
表 3 力學性能
2.2 耐腐蝕性能測試
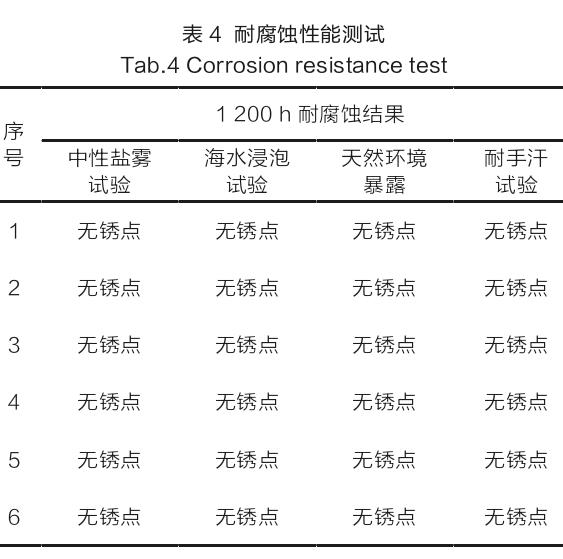
鋼筋的耐腐蝕性能測試采用以下試驗條件:
(1)中性鹽霧試驗按照GB/T 10125-1997 標準執行,溫度控制為35 ℃±2 ℃,鹽水濃度為5%±0.1%,鹽水PH 為6.5±0.2;
(2)海水浸泡試驗參照中性鹽霧試驗的方法進行,區別在于用海水替鹽水;
(3)天然環境暴露試驗為將樣品暴露與海水附近500 m 內的自然環境中,每隔 3 天觀察一次樣品的腐蝕情況;
(4)耐手汗試驗為試樣直接接觸手汗 30 次后再放天然環境暴露,每相鄰兩次手汗接觸時間間隔為 2 h。耐蝕情況如表 4 所示。從表 4 可以看出,1#~6#鋼筋試樣在 1 200 h 后均無銹點產生。
3 結論
(1)通過精準配制化學成分,嚴格控制冶煉、連鑄、熱軋過程和熱處理工藝,成功制備了具有目標成分的1#~6#耐腐蝕鋼筋試樣,其力學性能均優于國標,且耐腐蝕性能達到1 200 h 無腐蝕現象。
(2)耐腐蝕鋼筋與普通鋼筋的制備工藝基本相同,無需另外增加設備,使用傳統生產線即可,可大規模推廣。
參考文獻
[1] 李維華 , 林致明 , 王偉 , 等 . 轉爐冶煉耐工業大氣腐蝕 HRB500aE 生產試驗 [J]. 中國金屬通報 , 2020(03): 102, 104.
[2] 李維華 , 林致明 , 陳貴和 , 等 . 耐工業大氣腐蝕鋼筋 HRB500aE 的開發 [J]. 河北冶金 , 2020(01): 5-8.
[3] 趙曉敏 , 呂剛 , 銀志軍 , 等 . 400MPa 級稀土耐大氣腐蝕抗震鋼筋研發 [J]. 包鋼科技 , 2019, 45(06): 66-70.
[4] 陳昕 , 林軍 , 王紀元 , 等 . 耐大氣腐蝕抗震鋼筋 HRB500aE 的開發 [J]. 軋鋼 , 2019, 36(06): 56-62.
[5] 金祖權 , 馮光巖 , 姜玉丹 . 利用絲束電極技術研究海洋環境下裂縫混凝土中鋼筋的銹蝕 [J]. 硅酸鹽學報 , 2020, 48(11): 1 791-1 800.
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:7642

腐蝕與“海上絲綢之路”
點擊數:6136