
殘余應力對金屬疲勞強度的影響
2022-06-02 11:39:01
作者:張定銓 來源:理化檢驗-物理分冊
分享至:


摘 要:殘余應力對光滑試樣高周疲勞極限的影響可以用Goodman 關系來描述·但必須要得到殘余應力作用系數m、合理地提取殘余應力的表征值和區分開其它因素的影響。殘余應力對缺口疲勞極限的作用大于對光滑試樣的作用·是由于殘余應力也存在應力集中現象·而且不易衰減。殘余應力的應力集中系數不僅與缺口幾何因素有關·還與材料特性有關。試驗研究還表明·表層殘余壓應力對于承受軸向載荷且疲勞裂紋萌生于表面的零件也十分有益。
關鍵詞:殘余應力;疲勞;表面形變強化
1 引言
為了提高金屬材料和零部件的疲勞抗力·工程技術人員采取了各種措施·其中引入有利的殘余應力分布已被證明是有效的方法。在探討殘余應力對金屬疲勞強度的影響時·必須注意這只有在高周疲勞下才有意義。因為在低周疲勞的高應變幅下殘余應力將大幅度地松弛·所以殘余應力對低周疲勞顯示不出多大的作用。以下討論均限于高周疲勞。
由于不論是無意中產生還是有意識地引入·殘余應力是實施某種加工工藝后所造成的結果之一·往往伴隨著材料特性、內部組織結構及外部形貌的變化。為了確切評價殘余應力的作用·必須將它與其它因素分離開來·這是該項研究的困難之處。
2 對光滑試件疲勞極限的影響
2.1 用平均應力的觀點來估價殘余應力的作用
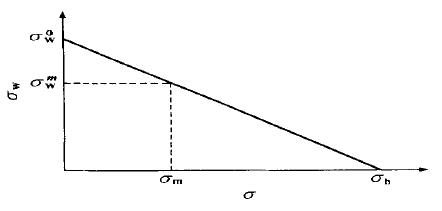
圖1 Goodman 關系圖
平均應力對疲勞極限的影響常用Goodman 關系來描述·見圖1。圖中σm 為平均應力·σb 為抗拉強度·σ0w為σm=0時的疲勞極限。存在σm 時的疲勞極限σmw可表示為
 (1)
(1)
式中m=σ0 w/σb 是圖1中σ0w和σb 連線的斜率·稱為平均應力敏感系數。當存在殘余應力σr ·并認為它與平均應力等效時·式(1)可改寫為
 (2)
(2)
比較式(1)和式(2)·由殘余應力而引起材料疲勞極限的變化Δσrw為
 (3)
(3)
由式(3)可見·殘余拉應力使材料的疲勞極限下降·而殘余壓應力使材料的疲勞極限提高·式(3)中的m 也可稱為殘余應力作用系數。實際上殘余應力與平均應力之間存在明顯的區別·首先殘余應力在循環加載過程中會衰減;其次殘余應力在試件截面上是一個分布而不是一個定值;再次·殘余應力因其形成機制·往往是多軸的。
根據式(3)·如果知道了材料的殘余應力作用系數m 和試件中的殘余應力值·似可定量地估價殘余應力的作用·但事實并非如此簡單。
文獻[1]對不同熱處理狀態的45鋼實施精心的磨削加工·獲得的表面殘余應力對不同狀態45鋼的平面彎曲疲勞極限的影響見圖2。得到正火態(硬度為220HV0.1)的m =0;調質態(475HV0.1)的m=0.27;硬化態(730HV0.1)的m=0.4·即m值隨材料強度的提高而增大。需要指出的是·該文所取的殘余應力值為疲勞試驗前試樣表面的測定值。
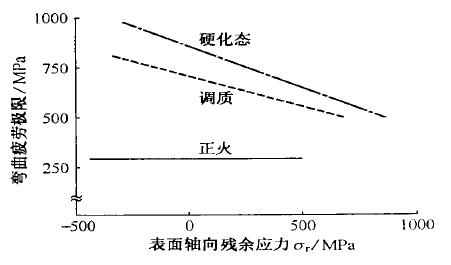
圖2 加工殘余應力對不同狀態45鋼平面彎曲疲勞極限的影響[1]
文獻[2]把部分45鋼缺口試樣感應淬火后中心掏空·使殘余應力釋放·與具有-813MPa 殘余應力(表面值)的實心試樣一起做拉-壓疲勞試驗。發現實心試樣在疲勞極限下運轉后殘余應力發生較大的松弛。將松弛后穩定的殘余壓應力表面值作為壓平均應力來計算·由實心試樣推算出來的疲勞極限與實測的空心試樣的疲勞極限落在平行線上·并獲得m 值為0.45左右。
文獻[3]對40Cr 鋼淬火、550℃回火試樣進行噴丸處理·然后做彎曲疲勞試驗·得到m 值為0.46;而200℃回火加噴丸處理試樣的m 值為0.31。我們曾對低溫回火態但含碳量不同的鉻鋼的表面形變強化進行了綜合研究·結果列于表1。由表可見·三種鉻鋼磨削態的彎曲疲勞極限相差不大·但表面形變強化后疲勞極限的變化較大·所得的殘余應力作用系數m 分別為·20Cr 鋼m =0.18·40Cr鋼m=0.15·GCr15鋼m=0.10。
表1 低溫回火態鉻鋼表面形變強化后的殘余應力和疲勞極限
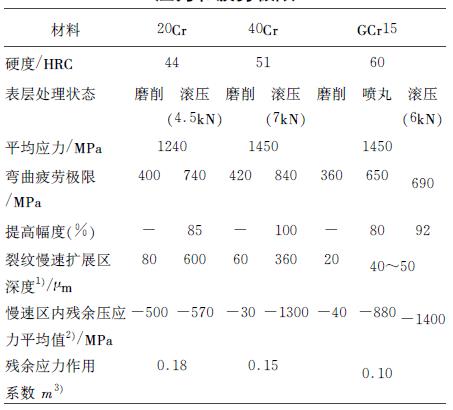
注:1) 疲勞裂紋源均位于表面。
2)20Cr 鋼試樣900°C 加熱淬火時·心部未能淬透·故該鋼磨削態試樣表層存在較大的殘余壓應力。此外20Cr 鋼試樣的殘余應力取疲勞試驗后的測定值·其余取原始測定值。
3) m=σ0 w/σbb·σbb為靜彎強度。不同研究者所得的m 值相差如此之大·除了試驗條件不同之外·關鍵在于是否分離了材料的各種強化(弱化)因素的影響。文獻[1~3]所得的m 值中實際上還包含了其它因素的作用。若不加分析地把各種影響的結果都歸結為殘余應力的貢獻·無形中夸大了它的作用·從而使m 值偏大。
利用式[3]來評估殘余應力的作用時還必須注意殘余應力表征值的取法。對疲勞強度的提高起重要作用的是在工作應力下經初期衰減后存在的殘余壓應力·而不是強化后獲得的原始殘余應力值。表1中取裂紋慢速擴展區內殘余壓應力的平均值從理論上來說是比較合理的·但在實用上不太方便。
2.2 對軸向加載下金屬疲勞強度的影響一般認為·在軸向加載的應力狀態下·殘余應力不可能對其疲勞強度產生大的影響[4]。所以有關殘余應力對軸向加載疲勞性能的影響的報導并不多。但是·在承受軸向載荷的實際零件中·疲勞裂紋也經常在表面萌生·故表面強化處理和殘余壓應力仍可起有益的作用。筆者對抽油桿的試驗研究結果說明了這一點[5·6]。
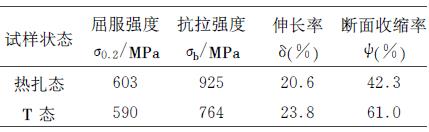
抽油桿的危險部位在工作時承受大拉-小拉循環載荷。由于桿體除兩端外不經任何機加工·存在多種冶金、熱處理缺陷·裂紋往往從表面萌生·故國外普遍采用表面感應淬火使抽油桿達到超高強度的要求。以目前國內生產的35CrMo 鋼調質抽油桿(即D 級桿·記為T 態)作為比較基準·分別進行調質+感應淬火(記為TG 態)·熱軋態+感應淬火(記為ZG 態)·調質+感應淬火+噴丸(記為TGP 態)和熱軋+感應淬火+噴丸(記為ZGP 態)的拉-拉疲勞試驗及剝層殘余應力測定。表2和表3分別是坯料的基本力學性能和各種狀態抽油桿的疲勞性能數據。
表2 熱軋態35CrMo 鋼和D 級桿的靜拉伸試驗結果[5]
從表3可見·表面感應淬火確實大幅度地提高了抽油桿的疲勞性能。然而后續的噴丸處理使ZG態的疲勞性能得到進一步的提高·甚至超過了美國超高強度抽油桿σw =554 MPa 的水平·但噴丸對TG 態卻沒有什么作用。究其原因·除了TG 態表面脫碳層深達0.3mm(而ZG 態<0.10mm)外·在交變應力下殘余應力的大幅度衰減是噴丸處理對TG態未能取得預期效果的要害所在[6]。表4的殘余應力分析結果說明了這一點。值得指出的是·此時表層殘余壓應力的大幅度衰減主要是由于心部區表3 ●22mm35CrMo 鋼抽油桿的拉-拉疲勞試驗結果(應力比R=0.1)[5·6]
表4 疲勞試驗前后不同深度的
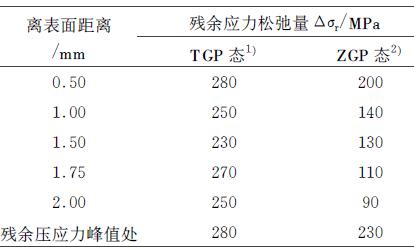
殘余應力松弛量[6] 注:1) 對TGP 態試樣·σmax=460MPa·N=46×104 次。
2) 對ZGP 態試樣·σmax=578MPa·N=100×104 次(σmax及N 均大于TGP 態)。域的外載拉應力與殘余拉應力之和超過了材料的靜、動屈服強度而引起的。
3 對缺口疲勞強度的影響
實際工件難免存在過渡圓角、溝槽及各種形狀的孔等應力集中部位·從而成為引發疲勞裂紋的薄弱環節。表面強化處理和由此引入的缺口表層殘余壓應力場在改善工件缺口疲勞強度方面取得了比對光滑件更為顯著的效果。
圖3顯示了調質中碳鉻鋼(回火溫度偏低·σb=1150MPa)的光滑和缺口試樣的旋轉彎曲疲勞極限σ-1與滾壓力的關系[7]。由圖可見·光滑試樣經最佳滾壓力滾壓后·其σ-1比未滾壓態提高了10%~15%·而缺口試樣經最佳參數滾壓后·其σ-1比未滾壓態提高了近150%·甚至高于經最佳參數滾壓后的光滑試樣的水平。
為了探討殘余應力提高缺口疲勞強度的機理·首先必須解決小半徑缺口件的缺口殘余應力測試問題。文獻[8]在衍射儀上用細束X 射線和側傾法實現了對普通彎曲疲勞試樣上半徑r =1mm的半圓形缺口根部殘余應力的測定。
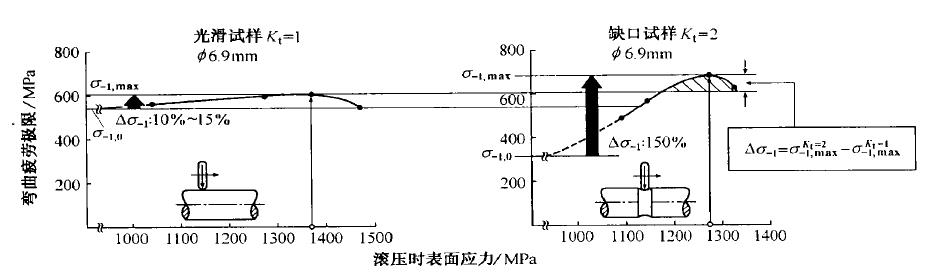
圖3 調質37CrS4鋼光滑和缺口試樣的彎曲疲勞極限σbw隨滾壓力的變化[7]
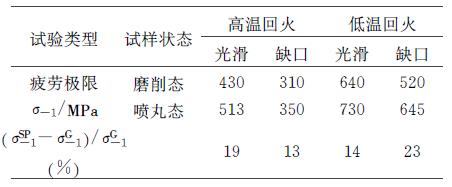
對40Cr 鋼高溫回火和低溫回火態的光滑和缺口試樣分別施行噴丸強度為0.30A(mm)和0.42A(mm)的噴丸處理。旋轉彎曲疲勞試驗的結果見表5[9]。
表5 旋轉彎曲疲勞試驗的結果[9]
經噴丸處理的試樣疲勞試驗前后表層(缺口試樣為缺口根部處)的殘余應力分布見圖4。兩種狀態的光滑試樣經噴丸處理后其表層的軸向與切向殘余應力大致相等·但是低溫回火態試樣的殘余壓應力最大值在距表層約0.05mm 處·約-860MPa·而高溫回火態試樣的最大值在表面·僅-500MPa 左右。
高溫回火的缺口試樣經噴丸后其殘余壓應力從表面到距表面0.1mm 處數值增大·疲勞后則大幅度衰減。而低溫回火缺口試樣經噴丸后其殘余應力的分布發生較大的變化·表現為數值明顯增大;軸向和切向殘余應力相差很多;以及殘余壓應力的峰值移至更深處。文獻[9]認為這些是材料特性和缺口幾何因素共同作用的結果。此外·疲勞試驗后低溫回火態缺口殘余壓應力的衰減很小。
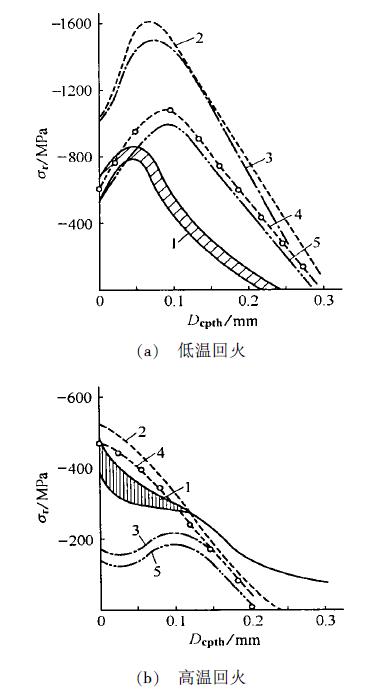
圖4 疲勞試驗前后(光滑和缺口)試樣表層的殘余應力分布[9]
曲線1為光滑試樣·曲線2~5為缺口試樣( r=1mm)1.N=0·107(軸向、切向) 2.N=0(軸向)3.N=107(軸向) 4.N=0(切向) 5.N=107(切向)
圖4的實驗結果證實了殘余應力也存在著應力集中這一爭論的問題。但是殘余應力的應力集中與外載應力集中有所不同·它不僅僅由缺口幾何因素決定·還與材料強度有關。在強度較高的材料中殘余應力的應力集中現象非常明顯·而且在應力循環的過程中得以保持。一般認為·光滑試樣的疲勞極限受裂紋萌生控制·缺口試樣則受裂紋擴展控制·而殘余應力恰恰對裂紋擴展的影響比對裂紋萌生的影響大得多·這也使得殘余應力對缺口件的作用更大。
上述兩方面決定了缺口殘余壓應力場在提高缺口件的疲勞強度方面比光滑件的效果更好。
4 結語
(1) 將殘余應力看作平均應力·利用Goodman關系來評估殘余應力對疲勞強度的作用時·要區分開其它因素的影響·并應合理提取殘余應力的表征值。
(2) 表層殘余壓應力對于承受軸向載荷且疲勞裂紋起源于表面的零部件也十分有益。但要注意心部區域的殘余拉應力疊加外載后發生屈服所引起的殘余應力松弛問題。
(3) 殘余應力對零件缺口疲勞強度的作用十分顯著。這是由于殘余應力也存在應力集中現象和殘余應力對疲勞裂紋擴展的影響更大的緣故。但是殘余應力的應力集中不僅與缺口幾何因素有關·還與材料特性有關。
參考文獻:
[1] Syren B?Wohlfahrt H?Macherauch E.The Influence ofResidual Stresses and Surface Topography on Bending FatigueStrength of Machined CK45 in Different HeatTreatment Conditions[A].Proc2nd Int Conf On MechBehaviour of Material [C ].Tokyo:JIM?1976.212-235.
[2] Hayama T?Yoshitake H.Effect of Residual Stress on FatigueStrength [J].Bull JSME ?1975?18(125):1194-1200.
[3] 李金魁?姚枚?王仁智?等.噴丸強化的綜合效應理論[J].航空學報?1992?13(11):A670-A677.
[4] 周惠之?黃明志.金屬材料強度學[M].北京:科學出版社?1989.392.
[5] 張定銓?駱競希?孫海林?等.感應淬火提高35CrMo 鋼抽油桿疲勞強度的研究[J].石油礦場機械?1995?24(6):17-21.
[6] 張定銓?劉炫洲?駱競希.噴丸強化對感應淬火抽油桿疲勞強度的影響[J].石油礦場機械?1996?25(1):45-48.
[7] Kloos K H?Fuchsbauer B?Adelmann J.Fatigue Propertiesof Specimens Similar to Components Deep Rolled underOptimized Conditions [J].Int J Fatigue?1987?9(1):35-42.
[8] 張定銓?張玉華?徐可為?等.X 射線法小半徑缺口應力測定裝置的研制[J].西安交通大學學報?1989?23(增刊2):340-342.
[9] 張定銓?徐可為?何家文.Aspects of the Residual StressField at a Notch and Its Effect on Fatigue [J].MaterialsScience and Engineering? 1991? A136:79 -83.
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:8148

腐蝕與“海上絲綢之路”
點擊數:6486