



船舶特涂工藝簡述(下)
文/宋林·必維國際檢驗集團
本文講述了船舶特涂施工中的經驗,從前期預各工作到后期海水試驗都進行了詳細的說明和總結。
在完成第一度噴涂后,開始進行二度漆和三度漆噴涂,這兩層的涂裝步驟只針對于純環氧及酚醛環氧涂料系統。

二度漆(中間漆)噴涂
二度預涂
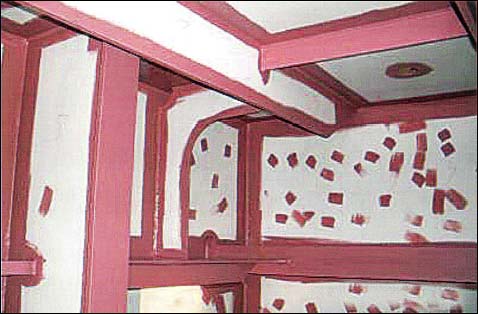
二度預涂主要針對純環氧及酚醛環氧涂料系統,用做預涂的油漆也應有專人調配,可適當多加些稀釋劑,以利于油漆滲透,預涂范圍包括焊縫、板材缺陷、結構件、網板附近搭接處干噴部位及管系背面難以噴涂的部位,預涂的范圍一般可達到整艙面積的30%。在檢查中發現的氣孔,用鏟刀挖成倒錐形,采用半固化的油漆修堵,預涂時同樣應確認艙內濕度及溫度狀況,預涂現場如圖1所示。

二度漆(中間漆)統噴
二度預涂結束,真空吸塵合格后,著手進行二度漆的統噴。統噴前應檢查環境濕度,不應高過80%,且鋼板溫度高于露點溫度3℃以上(冬季施工時,艙內氣溫與鋼板溫度的差值會很大,應著重檢查鋼板溫度與露點的溫差,有時65%的濕度都達不到施工要求),檢查缺陷的預涂,確認清潔工作達標,檢查通風換氣情況及噴涂時的泵壓,純環氧0.45MPa左右,酚醛環氧0.4MPa左右,槍嘴17/25或621″,二度漆按照干膜100μm噴涂,兩度漆總膜厚應控制在200~250μm,噴涂范圍自地板500mm以上區域(間隔范圍過大,將增加以后的拉毛清潔工作量),做好不需噴涂第二度油漆區域的防護,防止地板被漆霧污染,噴涂時可借用濕膜卡控制膜厚。
二度漆檢查
二度噴涂結束,測爆合格后應進艙處理漆膜表面,處理工作同一度漆,專用記號筆標注漆膜,超厚區域砂磨,膜厚偏低區域需做修補,刷涂不能保證膜厚的情況下,需做二度修噴,總膜厚嚴格控制在200一250μm。
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
-
標簽: 船舶工藝特涂

官方微信
《腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護網官方QQ群:140808414

“海洋金屬”——鈦合金在艦船的

腐蝕與“海上絲綢之路”