
刀具的涂層技術
2018-07-10 12:18:03
作者:李錄彬 劉獻禮 岳彩旭 翟元盛 來源:哈爾濱理工大學
分享至:


在切削加工中,刀具性能對切削加工的效率、精度及表面質量有著決定性的影響。刀具性能的兩個關鍵指標——硬度和強度(韌性)之間似乎總是存在著矛盾,硬度高的材料往往強度和韌性低,而要提高韌性往往是以硬度的下降為代價的。在較軟的刀具基體上涂覆一層或多層硬度高、耐磨性好的金屬或非金屬化合物薄膜(如TiC、TiN、Al2O3等)組成的涂層刀具,較好地解決了刀具存在的強度和韌性之間的矛盾,是切削刀具發展的一次革命。
涂層刀具是近20年來發展最快的新型刀具。目前工業發達國家涂層刀具已占80%以上,CNC機床上所用的切削刀具90%以上是涂層刀具。
1.刀具涂層的特點
(1)力學和切削性能好。涂層刀具將基體材料和涂層材料的優良性能結合起來,既保持了基體良好的韌性和較高的強度,又具有涂層的高硬度、高耐磨性和低摩擦系數。因此,涂層刀具的切削速度與未涂層的相比,切削速度可提高2~5倍,使用涂層刀具可以獲得明顯的經濟效益。
(2)通用性強。涂層刀具通用性廣,加工范圍顯著擴大,一種涂層刀具可以代替數種非涂層刀具使用,因而可以大大減少刀具的品種和庫存量,簡化刀具管理,降低刀具和設備成本。
2.涂層的分類
根據涂層方法不同,涂層刀具可分為化學氣相沉積(Chemical Vapour Deposition,簡稱CVD)涂層刀具、物理氣相沉積(Physical VapourDepositon,簡稱PVD)涂層刀具及混合工藝及組合技術。CVD涂層原理如圖1a所示,PVD涂層原理如圖1b所示。混合工藝是等離子輔助CVD技術與傳統的PVD技術進行有效的結合。比如先沉積傳統的CrN硬質涂層,再在最上面沉積一層用于減少摩擦的DLC涂層。組合技術是涂層前對工具或零部件的表面層進行氮化,可以提高涂層的功效。
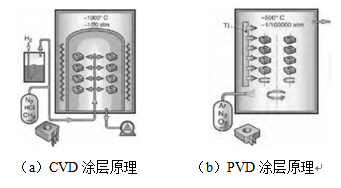
圖 1
CVD可以涂覆耐磨損性優異的TiCN、耐熱性非常優異的Al2O3厚膜,因此在產生高溫的高速、高效率切削加工中能顯示出長壽命,CVD涂層如圖2a所示。
PVD一般用在與無涂層硬質合金、高速鋼相同或較高速的切削速度條件下,以延長刀具壽命為目標。對基體制約少、損傷小,因此特別適合用于要求耐磨損性、耐崩刃性的刀具,也適用于要求鋒利刃口的低進給加工與精加工或螺紋加工工具等,PVD涂層如圖2b所示。
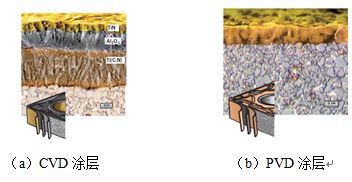
圖 2
根據涂層刀具基體材料的不同,涂層刀具可分為硬質合金涂層刀具、高速鋼涂層刀具以及在陶瓷和超硬材料(金剛石和立方氮化硼)上的涂層刀具等。涂層硬質合金刀具一般采用化學氣相沉積法,沉積溫度在1000℃左右。涂層高速鋼刀具一般采用物理氣相沉積法,沉積溫度在500℃左右。
金剛石涂層采用CVD(化學蒸鍍法)在硬質合金基體上合成。合成的涂層具備與天然金剛石相匹敵的硬度與導熱系數,在非鐵材料的加工中發揮著優異的性能。金剛石涂層刀具由于其良好的切削性能,在切削加工領域具有廣闊的應用前景,是加工石墨、金屬基復合材料、高硅鋁合金及許多其他耐磨蝕材料的理想刀具,目前其主要應用領域是汽車和航空航天工業。金剛石涂層刀具的組織如圖3所示。
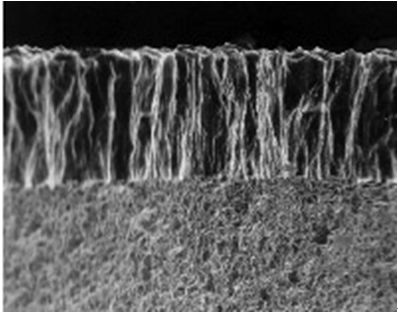
圖3
根據涂層材料的性質,涂層刀具又可分為兩大類,即“硬”涂層刀具和“軟”涂層刀具。“硬”涂層刀具追求的主要目標是高的硬度和耐磨性,其主要優點是硬度高、耐磨性好,典型的是TiC和TiN涂層,各種涂層刀具如圖4所示。“軟”涂層刀具是采用固體潤滑劑如MoS2、WS2等制備的刀具,“軟”涂層追求的目標是低摩擦系數,也稱為自潤滑刀具,它與工件材料的摩擦系數很低,只有0.1左右,可減小粘、減輕摩擦、降低切削力和切削溫度。

圖4 涂層刀具
對刀具進行涂層處理是提高刀具性能的重要途徑之一,涂層刀具的出現,使刀具切削性能有了較大的提高,應用領域不斷擴大,涂層刀具在數控加工領域有巨大潛力,將是今后數控加工領域中最重要的刀具品種。目前國外硬質合金可轉位刀片的涂層比例在70%以上,歐洲齒輪刀具的涂層比例高達90%。涂層技術已應用于立銑刀、鉸刀、復合孔加工工具、齒輪滾刀、剃齒刀、成形拉刀及各種機夾可轉位刀片,滿足高速切削加工各種鋼和鑄鐵、耐熱合金和有色金屬等材料的需要。
3.涂層刀具的制備
精密工具、零部件和功能件的新型高性能涂層都是由涂層爐生產出來的。因為不同的應用需要不同種類的涂層,且需要快速的交貨期,因此涂層爐必須要有足夠的靈活性,以保證生產不同系列的涂層都能有最佳的成本效益。現代化的涂層設備能夠在金屬、陶瓷甚至是塑料的表面進行快速、穩定且全自動的涂層。現代涂層設備必須滿足以下準則:①單爐時間短。②日常運營成本低。③靈活性高。④設備保養和備件費用成本設計低。⑤生產可靠性高。⑥全自動操作。⑦CE認證,職業安全標準高。
4.涂層的選用
為了更好地選擇和發展刀具及零部件的最佳功效,需要鑒別其主要及特定的磨損性和失效機理。磨損、粘附、腐蝕和疲勞都視為磨損機理,而且都取決于實際的應用。經驗指出,材料的摩擦和磨損都不是材料的原因,而是整個系統的原因。因此,在選擇涂層前就必須分析整個摩擦系統,包括零部件的技術性能、抗壓力范圍以及磨損機理的類型。
5.結語
正確選用涂層是合理使用涂層刀具和充分發揮涂層功能的前提。現在的涂層主要是以TiN和CrN為主。當然DLC涂層和用于鋁壓鑄模具的新型微合金涂層的應用也越來越廣泛。在過去幾十年間,為了滿足對功能涂層不斷的要求,工業等離子表面技術獲得了十分迅猛的發展。面向未來,新的挑戰也會推動現行的涂層技術和新涂層概念及其應用向更先進的方向發展。通過利用新的蒸發設備和濺射理念以及脈沖技術,電弧PVD和濺射工藝也將更加先進。通過采用超高密度的等離子體和優化的電弧蒸發技術可以生成微合金涂層和專用設計的多結構涂層。涂層的納米設計也將成為工具發展方向之一。
更多關于材料方面、材料腐蝕控制、材料科普等方面的國內外最新動態,我們網站會不斷更新。希望大家一直關注中國腐蝕與防護網http://www.ecorr.org
責任編輯:殷鵬飛
《中國腐蝕與防護網電子期刊》征訂啟事
投稿聯系:編輯部
電話:010-62313558-806
郵箱:fsfhzy666@163.com
中國腐蝕與防護網官方 QQ群:140808414
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62313558-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:5768

腐蝕與“海上絲綢之路”
點擊數:4763