
鐵路車輛板材腐蝕缺陷的相控陣超聲檢測方法研究
2018-10-30 17:39:19
作者:陳選民 1 ,陳 峰 2 來源:知網
分享至:


在鐵路車輛領域,由于貨車車體及油罐車極易發生腐蝕現象,因此需要及時有效地對車體腐蝕情況進行檢測以保證鐵路車輛的運行安全 [1] 。當前國內學者對車體腐蝕損傷特性開展了一系列的研究,如劉建平 [2] 對敞車車體腐蝕情況及其防腐措施開展了研究;林興錄 [3] 對煤礦鐵路貨車車體腐蝕及防腐措施進行了詳細探討;趙洪倫 [4] 對貨車車體結構腐蝕損傷與疲勞壽命進行了相關研究;謝芬 [5] 對鐵路罐車的腐蝕防護工藝方法進行了探討。然而,對于已經出現的腐蝕情況,如車體和罐車的腐蝕缺陷,相應的檢測或監測研究十分有限。
目前,對于腐蝕的檢測或監測,通常使用超聲波測厚技術對腐蝕區域的壁厚進行多點檢測,通過測厚值評估腐蝕區域的壁厚減薄情況實現腐蝕特性的評價。然而超聲測厚法并不能獲得腐蝕區域的檢測圖像,因此無法直觀有效評估腐蝕區域的缺陷分布;另外,當腐蝕缺陷出現于超聲探頭無法直接掃描檢測的位置時,該方法則無法使用。因此為了實現鐵路車輛車體或罐車腐蝕缺陷的全方位、快速和有效檢測,發展新的無損檢測技術至關重要。
近年來超聲相控陣檢測技術得到了極大的發展,在腐蝕檢測方面也已得到一定的應用,如相控陣檢測技術已成功應用在鉆桿內壁腐蝕檢測 [6] 、法蘭密封面腐蝕缺陷檢測 [7] 、壓力管道加厚彎頭凹坑腐蝕減薄檢測 [8] 等方面。然而,當前研究并未對成像原理及缺陷定量做出研究,且對位于探頭無法直接掃描區域的腐蝕缺陷檢測并未開展研究。為了充分理解相控陣檢測技術對腐蝕缺陷的檢測原理,并實現該技術在腐蝕缺陷檢測中的應用,本文利用通過具有腐蝕坑缺陷的板材,分別采用相控陣 C 掃描檢測以及相控陣導波 B 成像檢測進行理論和實驗研究,以實現所有缺陷的有效檢測。
1 相控陣檢測方法
1.1 相控陣縱波 C 掃描成像方法
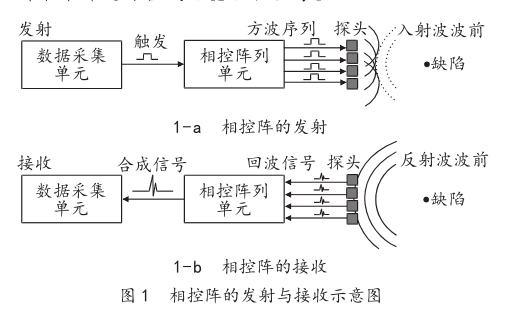
相控陣超聲的基本概念來源于相控陣雷達技術,相控陣超聲探頭由多個晶片按一定的規律排列,通過軟件可以單獨控制每個晶片的激發時間,從而控制發射超聲波束的形狀和方向,實現超聲波束的掃描、偏轉和聚焦 [9] 。相控陣超聲的發射和接收原理見第 83 頁圖 1。發射時,數據采集單元觸發相控陣列單元,相控陣列單元按照設置的延時法則依次觸發激勵方波脈沖激勵探頭,使探頭中的每個晶片發出的超聲波在預定位置實現聚焦;接收時,由缺陷反射回來的超聲波到達每個接收晶片,相控陣列單元根據每個接收晶片的回波信號按照設置的延時法則合成為一個信號送數據采集單元。因此,相控陣每發射并接收一次信號將會獲得一個由多晶片采集并進行合成的 A 掃描信號。
相控陣超聲具有獨特的電子掃描和聚焦特點,可在不移動探頭的情況下實現工件斷面的掃描檢測。當前相控陣超聲常用掃描方式包括線形掃描(L-Scan)和扇形掃描 (S-Scan)。
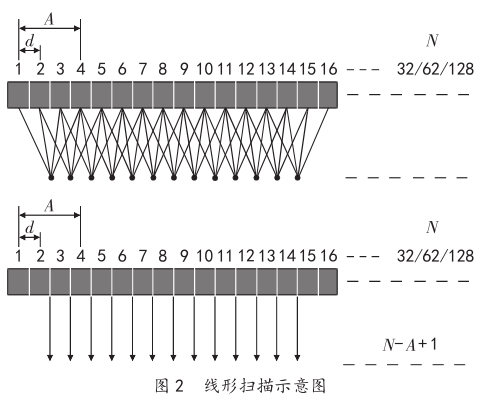
掃描過程中,將具有相同聚集法則的超聲波施加在相控陣探頭的不同晶片組,被激活晶片組將產生特定角度的超聲波束,通過改變被激活晶片組的位置,使該超聲波束沿晶片陣列方向前后移動,以實現類似常規手動超聲波檢測探頭前后移動的檢測效果。
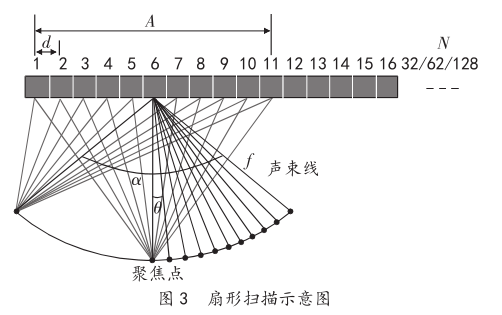
圖中:d 為陣元間距;A 為激勵孔徑 (激發晶片組);N 為探頭陣元數目;f 為焦距;α 為扇掃角度范圍;θ 為角度步進。扇形掃描又稱變角度掃描,用具有特定聚集法則的超聲波激發相控陣探頭中的部分或全部晶片,使被激發晶片組形成的超聲波束在設定的角度范圍內以一定的步進值變換角度掃過扇形區域。
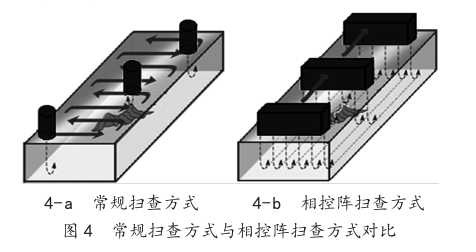
超聲 C 掃描成像可實現對掃描區域缺陷的可視化。常規的單晶探頭掃描成像通常采用鋸齒形的掃查方式;采用相控陣電子掃描不需要移動探頭就可以實現工件一定寬度的斷面掃查,因此,只需單軸直線掃查便可獲得工件的 C 掃描圖像。常規掃查方式與相控陣掃查方式的對比見圖 4,由于相控陣掃查方式僅需在一個方向移動即可實現 C 掃描成像,因此其效率明顯提高。
1.2 相控陣導波 B 掃描成像方法
超聲相控陣縱波 C 掃描成像技術可簡單直觀地反應腐蝕缺陷的特性,但遇到相控陣探頭無法直接掃描的區域時,如鐵道車輛車體或罐車等的缺陷,超聲縱波 C 掃描檢測技術將無法有效檢測缺陷。因此為了實現板材腐蝕缺陷的全面有效檢測,有必要發展新的相控陣掃描檢測技術。超聲導波可在板材內部傳播,該檢測方法無需探頭位于缺陷上方,因此可配合超聲縱波 C 掃描檢測方式實現被檢測工件的全方位掃描。
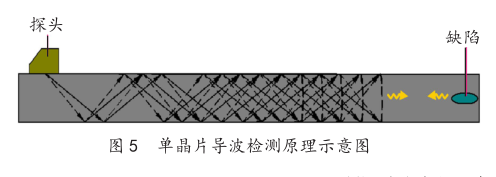
圖 5 為單晶片導波檢測原理示意圖。單晶片超聲導波探頭發出的超聲波可在工件中激勵出沿工件傳播的導波,當該導波遇到缺陷時,會產生反射,反射回波被探頭接收,然后通過分析回波的信號特征和傳播時間即可實現缺陷大小和位置的判別。通過直線移動探頭,則可形成掃描區域導波 B 的掃描圖像。當采用相控陣導波探頭時,根據相控陣電子掃描原理,相控陣超聲檢測儀每發射接收一次就可形成一條合成超聲波束,因此通過電子掃描獲得的所有導波聲束就可構成導波 B 掃描圖像。導波 B 掃描圖像是指超聲導波數據的二維顯示,由掃查過程中采集的 A 掃描信號連續拼接而成,一個軸代表探頭的移動距離,另一個軸代表水平方向的有效檢測長度。采用相控陣線形掃描方式形成的相控陣導波B 掃描圖像,圖 6 為其構成原理示意圖。
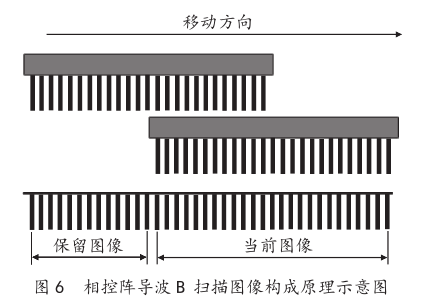
圖 6 中,保留圖像是指探頭移動之后屏幕應繪制的圖像,當前圖像是指相控陣探頭實時的電子掃描圖像。設編碼器移動的掃查步進為 s,超聲波束間距為 d。設當前實時導波掃描圖像的刷新重復頻率為 F,在 1/F 時間內,探頭移動距離小于等于導波探頭超聲波束覆蓋的寬度,若編碼器移動的距離為 M 倍掃查步進,探頭移動的電子掃描超聲波束數為 N,則有 M*s=N*d。當 s=d 時,則保留圖像為M 條電子掃描超聲波束。當 s≠d 時,需將 N*d 寬度內的超聲波束總數插值或壓縮為 M 條:當 s<d時,需要進行超聲波束插值;當 s>d 時,需要進行超聲波束壓縮,然后再進行圖像繪制。例如:M=20,s=0.5 mm,N=10,d=1.0 mm,因此需要將電子掃描的 10 條超聲波束插值為 20 條超聲波束。
在實際應用時,一般要求 s 與 d 的關系是整數倍的關系,這樣實現插值和壓縮較為方便。進行相控陣B 掃描成像檢測時,為了提高掃查速度,可增大相控陣導波探頭的陣元數目來獲得更大的有效覆蓋寬度。
2 腐蝕檢測實驗及分析
2.1 實驗設計
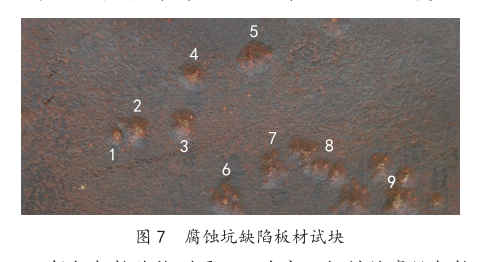
本文試驗檢測對象為具有腐蝕坑缺陷的板材試塊 (見圖 7),試塊規格為 300 mm×120 mm×4 mm,腐蝕坑缺陷采用數字編號進行編排,其中數字 1,2,3,…,7 的位置為單個腐蝕坑缺陷,數字 8 的位置為連續腐蝕坑缺陷,數字 9 的位置為密集腐蝕坑缺陷。板材另一側為未出現腐蝕的光滑平面,試驗時以板材試塊未腐蝕的一側作為檢測面進行。
根據相控陣檢測原理,為實現板材的腐蝕相控陣 C 掃描檢測,采用相控陣輪式探頭掃查器進行檢測。輪式探頭采用頻率為 7.5 MHz,陣元數為 64個,陣元晶片尺寸為 10 mm×1 mm 的相控陣探頭,陣元間距為 0.8 mm,輪式探頭掃查器見圖 8。
腐蝕檢測相控陣導波探頭掃查器見圖 9。為實現板材腐蝕的導波掃描檢測,相控陣導波探頭掃查器的導波探頭位于掃查器腹部,探頭規格為2.5L64-1.0×10,探頭頻率為 2.5 MHz,陣元數為 64個,陣元晶片的尺寸為 10 mm×1 mm,陣元間距為1.0 mm。

2.2 超聲測厚實驗
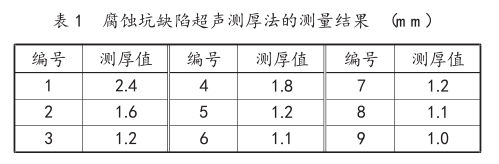
為了準確地了解腐蝕坑的腐蝕減薄情況,采用單點測量法利用 CTS-400+型超聲波測厚儀對編號1~7 位置的腐蝕坑缺陷進行腐蝕減薄測厚,即對腐蝕坑缺陷的某一點用探頭進行兩次測厚, 兩次測量探頭的分割面夾角為 90°,取較小值為被測工件厚度值。
對位置 8 采用連續測量法,即用單點測量法沿指定路線連續測量,間隔為 5 mm,取最小值作為被測工件厚度。對位置 9 采用 30 mm 區域多點測量法,即以一個測定點為中心,在直徑約為 30 mm 的圓內進行多次測量,取最小值為被測工件厚度值。
超聲測厚法的測量結果見第 85 頁表 1。從表 1 可以看出腐蝕坑的減薄情況,但該檢測結果并不能直觀地反應缺陷的位置以及大小。
2.3 相控陣縱波 C 掃描實驗
為了確定腐蝕坑的腐蝕面積和缺陷分布情況,通過 CTS-2018PA 相控陣超聲檢測儀和輪式探頭掃查器對腐蝕坑缺陷進行相控陣 C 掃描成像檢測。采用線形掃查方式,掃描聚集法則參數如下:激勵孔徑為 8 mm,焦距為 5 mm,檢測范圍為 10 mm,C掃描成像方式為跟蹤閘門 G 監控界面波變化,成像閘門 A 監控底波變化,當界面波發生偏移時,成像閘門 A 根據跟蹤閘門 G 的反饋信息進行隨時調整。
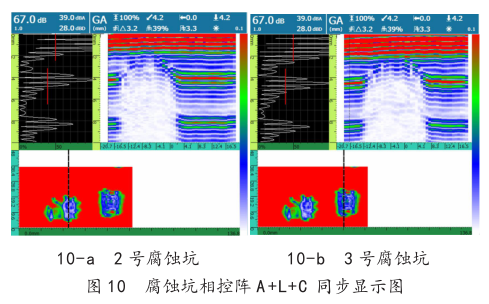
針對 1 號、2 號、3 號腐蝕坑進行相控陣 C 掃描檢測實驗,實驗結果選取 2 號、3 號腐蝕坑的 A+L+C (A 波信號,線型掃描成像和 C 掃描成像)同步顯示圖 (見圖 10)。從圖 10 看到,在 A 波數據中難以得到有效的檢測信息。在 L 掃描圖中,2 號和 3 號腐蝕坑的底波完全消失,腐蝕坑表面回波與界面波重疊在一起,可見,試圖通過 L 掃圖像來測量腐蝕坑的深度難度較大。但 C 掃圖中可以清晰地顯示腐蝕區域的位置和形狀,測量腐蝕坑的面積則較為容易。
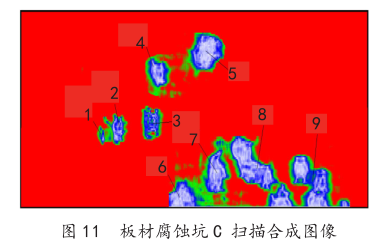
由于 C 掃描圖像可以有效實現腐蝕的檢測,因此對所選試塊進行整體 C 掃描成像。由于板材試塊較寬,使用輪式探頭掃查器無法一次性全覆蓋,故該試驗采用多次掃查并將 C 掃圖像進行合成,合成后的 C 掃描圖像見圖 11。從圖 11 可以看出,1 號和 2 號腐蝕坑由于間距比較小,兩個腐蝕坑的圖像基本挨在一起;3 號至 7 號腐蝕坑由于間距比較大,顯示均為獨立的腐蝕坑圖像;8 號連續腐蝕坑缺陷相互之間間隙較小,形成的 C 掃圖像為帶狀圖像;9 號密集腐蝕坑圖像顯示為 3 個大腐蝕坑圖像挨在一起。圖 11 的 C 掃描合成圖像可以清晰反映板材腐蝕分布情況,與實際情況的一致性符合。
2.4 相控陣導波 B 掃描成像實驗
由于相控陣超聲 C 掃描檢測中,可能存在探頭無法達到缺陷上方的情況,無法實現完整 C 掃描成像。因此通過 CTS-2108PA 相控陣超聲檢測儀和導波探頭掃查器,對腐蝕坑缺陷進行相控陣導波 B 掃描成像檢測。檢測時線形掃描聚集法則參數如下:
激勵孔徑為 24 mm,焦距為 300 mm,檢測范圍為300 mm。本文針對板材試塊的 6 號、7 號、8 號腐蝕坑進行相控陣導波線形掃描。
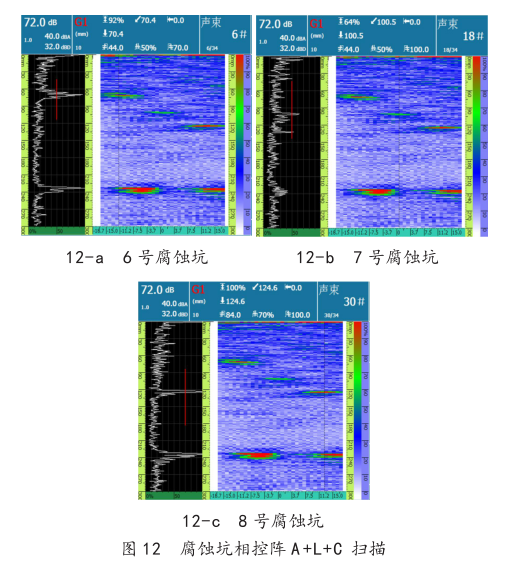
相控陣導波線形 B 掃描圖像見圖 12,圖像中相控陣線形掃描圖像的超聲波束總數為 34 條,每條超聲波束的間距為 1.0 mm。從圖 12-a 中測得 6號腐蝕坑與探頭入射點距離為 70.4 mm,從圖 12-b測得 7 號腐蝕坑與探頭入射點距離為 100.5 mm,從圖 12-c 中測得 8 號腐蝕坑與探頭入射點距離為124.6 mm。由圖 12-a 中的超聲波束 [6 號] 與圖12-b 的超聲波束 [18 號] 可以確定 6 號腐蝕坑與 7號腐蝕坑之間的水平距離為 12 mm,同理 7 號腐蝕坑與 8 號腐蝕坑之間的水平距離為 12 mm,定位距離與實際情況符合。
3 結論
本文主要通過相控陣縱波 C 和相控陣導波 B 對具有腐蝕坑缺陷的薄板試塊進行掃描檢測,從試驗檢測結果得出如下結論。
1)相控陣 A+L+C 同步顯示圖可有效描述腐蝕坑缺陷的分布情況以及測量腐蝕坑的面積,通過監控底波消失形成的腐蝕坑面積與實際腐蝕坑的面積相吻合。
2)相控陣導波線形及扇形 B 掃描圖像均可有效檢測腐蝕坑,較好表征腐蝕坑的位置和了解腐蝕坑的分布情況,但前面腐蝕坑的存在會影響到后面腐蝕的回波,因此當多個腐蝕坑在同一檢測聲超聲波方向時,可以發現處于前面的腐蝕坑,而后面的腐蝕坑容易漏檢。
3)當探頭可布置在檢測對象的腐蝕缺陷上方時,利用相控陣 C 掃描檢測,可以快速測量腐蝕缺陷信息和了解腐蝕缺陷分布。當檢測對象無法在腐蝕缺陷上方放置探頭時,利用相控陣導波 B 掃描檢測是一個比較好的檢測方式,相控陣導波可以檢測距離探頭一定水平距離的特定區域。
4)相控陣檢測的多晶片探頭可以一次性覆蓋較寬的檢測區域,通過導波 B 掃描和縱波 C 掃描檢測成像技術能夠實現板材所有區域腐蝕缺陷的檢測。因此利用相控陣檢測方法對板材腐蝕缺陷進行檢測評估具有較大優勢,是一種值得推廣的檢測技術,可以借鑒推廣到貨車車體及油罐車內壁腐蝕的檢測研究。
更多關于材料方面、材料腐蝕控制、材料科普等方面的國內外最新動態,我們網站會不斷更新。希望大家一直關注中國腐蝕與防護網http://www.ecorr.org
責任編輯:王元
《中國腐蝕與防護網電子期刊》征訂啟事
投稿聯系:編輯部
電話:010-62313558-806
郵箱:fsfhzy666@163.com
中國腐蝕與防護網官方 QQ群:140808414
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62313558-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:5768

腐蝕與“海上絲綢之路”
點擊數:4763