
太鋼不銹鋼冷軋全連續(xù)生產(chǎn)工藝及裝備
2019-06-21 10:09:59
作者:李建民 武志平 來源:世界金屬導(dǎo)報(bào)
分享至:


1概述
不銹鋼冷軋帶鋼在不銹鋼領(lǐng)域占有十分重要的地位,約70%的不銹鋼轉(zhuǎn)化成了冷軋帶鋼,成為市場消費(fèi)的主要產(chǎn)品形式。不銹鋼冷軋帶鋼具有強(qiáng)度高、加工硬化快、品種規(guī)格多等特點(diǎn),而且表面質(zhì)量要求極其苛刻,其工藝復(fù)雜,生產(chǎn)難度大。國際上普遍采用單機(jī)架多輥可逆軋機(jī)(或連軋機(jī)組)、退火酸洗機(jī)組、精整機(jī)組等多工序組合生產(chǎn)。其特點(diǎn)是工序分散、物流遲滯、生產(chǎn)周期長、效率低、成本高。
近年來,隨著原材料價(jià)格不斷上漲,資源、能源的短缺,環(huán)境保護(hù)的壓力,加之產(chǎn)品結(jié)構(gòu)的升級(jí),高端產(chǎn)品市場供給能力不足等,不銹鋼冷軋帶鋼突出顯示效率低、質(zhì)量穩(wěn)定性差、成本高、利潤空間狹小等問題。開發(fā)不銹鋼冷軋帶鋼制造新工藝、新技術(shù)、新裝備成為行業(yè)提升質(zhì)量、提高效率、降低成本的迫切愿望。
太鋼在國家專項(xiàng)資金支持下,歷時(shí)七年,對不銹鋼冷軋帶鋼流程進(jìn)行大膽革新,創(chuàng)造性地把各個(gè)獨(dú)立的不銹鋼冷軋生產(chǎn)單元有機(jī)集成在一條生產(chǎn)線上,解決了多工序工藝匹配優(yōu)化設(shè)計(jì)、鐵素體等特殊品種高質(zhì)量生產(chǎn)、全線高效精準(zhǔn)運(yùn)行及智能控制等一系列難題,實(shí)現(xiàn)了不銹鋼冷軋帶鋼全連續(xù)生產(chǎn)線技術(shù)集成與創(chuàng)新。該工程設(shè)計(jì)工藝先進(jìn),布置緊湊,物流高效,裝備國產(chǎn)化率高,成本低,質(zhì)量優(yōu)。項(xiàng)目獲得2016年度全國冶金行業(yè)優(yōu)秀工程設(shè)計(jì)一等獎(jiǎng),2016-2017年度國家優(yōu)質(zhì)工程獎(jiǎng)。
太鋼不銹鋼全連續(xù)冷連軋生產(chǎn)線共設(shè)計(jì)有兩條機(jī)組,包括鉻鋼(400系列)專用生產(chǎn)線一條和鎳鋼(300系列)專用生產(chǎn)線一條,產(chǎn)能共計(jì)100萬噸/年。產(chǎn)品填補(bǔ)多項(xiàng)國內(nèi)空白,替代進(jìn)口。產(chǎn)品覆蓋300和400系不銹鋼30多個(gè)品種,覆蓋大部分鐵素體和奧氏體不銹鋼,包括430、409、410、429、439、441、443、304、316、301等。產(chǎn)品已廣泛應(yīng)用于國防、建筑、家電、汽車、航天、鐵路等各領(lǐng)域,為不銹鋼民族工業(yè)發(fā)展作出了貢獻(xiàn)。產(chǎn)品的表面質(zhì)量均勻一致,性能、尺寸精度、板形等質(zhì)量指標(biāo)達(dá)到國際領(lǐng)先水平。2018年相關(guān)技術(shù)獲得“冶金科學(xué)技術(shù)獎(jiǎng)”一等獎(jiǎng)。
該生產(chǎn)線將“五機(jī)架連軋機(jī)、退火、酸洗、平整、拉矯、縱切”等單一的生產(chǎn)機(jī)組有機(jī)地集成在一條線上,建成了不銹鋼冷軋帶鋼“六位一體”的全連續(xù)生產(chǎn)線,為世界首創(chuàng)。經(jīng)過一次上卷和一次卸卷即可產(chǎn)出成品,減少了生產(chǎn)過程環(huán)節(jié),簡化了流程,提高生產(chǎn)效率,降低工藝介質(zhì)消耗。該生產(chǎn)線由于工序高度集成化,設(shè)備運(yùn)行極其復(fù)雜,技術(shù)要求高,控制難度大,代表了當(dāng)今世界不銹鋼生產(chǎn)的最高技術(shù)水平。2017年入選工業(yè)和信息化部“智能制造試點(diǎn)示范項(xiàng)目”。
該生產(chǎn)線投資低、占地面積小、低耗節(jié)能、綠色環(huán)保。與傳統(tǒng)單工序生產(chǎn)相比,投資減少18%、占地減少65%、崗位減少50%、效率提高40%、成材率提高4%、能耗降低7%、成本降低21%、制造周期由2-3天縮短到4h。
該生產(chǎn)線擁有多項(xiàng)自主知識(shí)產(chǎn)權(quán),授權(quán)專利48件,其中發(fā)明專利26件,企業(yè)專有技術(shù)49件。經(jīng)專家評(píng)價(jià),總體技術(shù)達(dá)國際領(lǐng)先水平。
太鋼不銹鋼冷軋帶鋼全連續(xù)生產(chǎn)線對不銹鋼冷軋帶鋼生產(chǎn)方式具有巨大推動(dòng)作用,為高質(zhì)量、高效率、低成本的不銹鋼冷板制造提供了新模式。作為山西省“十二五”規(guī)劃重點(diǎn)項(xiàng)目,有效地促進(jìn)了我國不銹鋼結(jié)構(gòu)升級(jí)和綠色轉(zhuǎn)型發(fā)展,成為世界不銹鋼冷軋生產(chǎn)技術(shù)的標(biāo)桿,對不銹鋼冷軋規(guī)模化發(fā)展有引領(lǐng)和示范作用。
2主要工藝及裝備
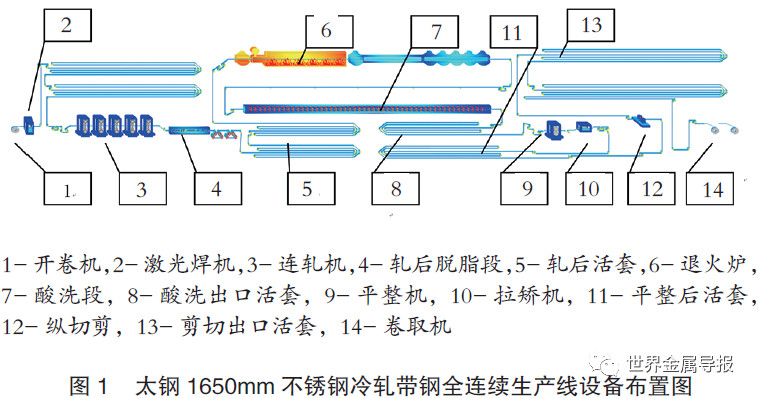
全連續(xù)生產(chǎn)線主要裝備包括開卷機(jī)、激光焊機(jī)、入口活套、五機(jī)架連軋機(jī)、軋機(jī)出口活套、退火爐、酸洗段、酸洗出口活套、平整機(jī)、拉矯機(jī)、平整出口活套、切邊剪、剪切出口活套、卷取機(jī)。設(shè)備總長750m,全線帶鋼最大長度7900m。機(jī)組下卷產(chǎn)品可直接包裝交庫。設(shè)計(jì)寬度1000-1650mm,設(shè)計(jì)厚度0.5-3.0mm最大卷重40t。其設(shè)備布置如圖1所示。
2.1激光焊機(jī)
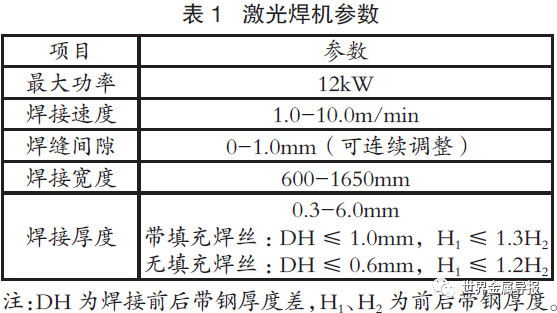
激光焊機(jī)具有焊接精度高、生產(chǎn)效率高、自動(dòng)化程度高等優(yōu)點(diǎn),采用高純CO2作為激光發(fā)射介質(zhì),從工作側(cè)到驅(qū)動(dòng)側(cè)焊接,可選擇填絲焊接和無填絲焊接,主要焊機(jī)參數(shù)如表1所示。
激光焊機(jī)焊縫可保證生產(chǎn)的鐵素體不銹鋼和奧氏體不銹鋼可連續(xù)承受五機(jī)架最大83%變形量、最大1000kN張力和在最小彎曲半徑16mm連續(xù)206次正反彎曲等苛刻條件而不斷帶。
激光焊接后有在線退火,能夠使焊縫的晶相組織得到較好的回復(fù),保證焊縫的強(qiáng)度和韌性。配置了在線焊縫檢測系統(tǒng),能夠?qū)缚p高度、平坦度等進(jìn)行在線檢測,有問題的進(jìn)行報(bào)警,方便操作人員進(jìn)行焊縫質(zhì)量的精確判斷。同時(shí)配置了杯突試驗(yàn)機(jī)和彎曲試驗(yàn)機(jī),能夠?qū)缚p進(jìn)行破壞性的檢測,對判斷焊縫質(zhì)量的好壞提供依據(jù)。
2.2連軋機(jī)
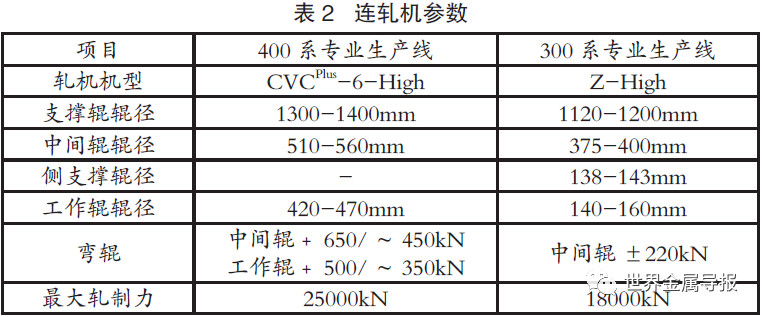
針對鐵素體不銹鋼和奧氏體不銹鋼軋制變形抗力和加工硬化差異,兩條專業(yè)化生產(chǎn)線采用了不同的軋機(jī)配置的五機(jī)架連軋機(jī),如表2所示
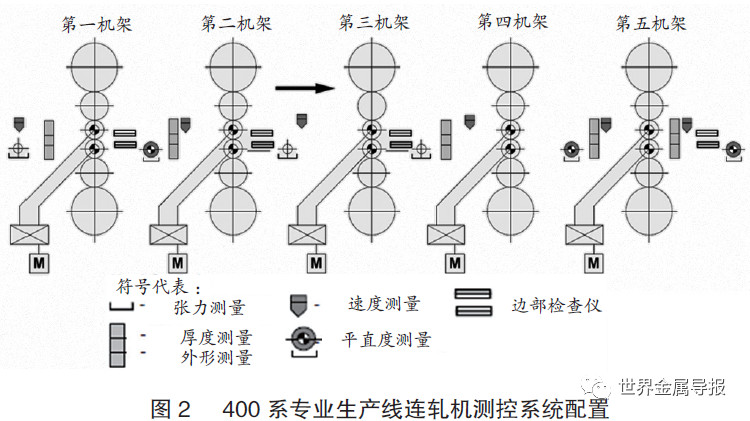
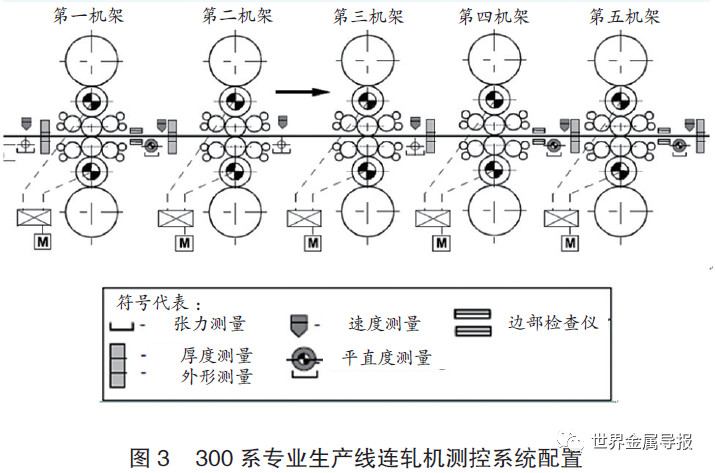
五機(jī)架連軋機(jī)可實(shí)現(xiàn)最大變形量83%,配有智能化的測量與控制系統(tǒng),測厚儀、測速儀、測寬儀、張力計(jì)、板形儀等,可實(shí)現(xiàn)厚度和板形等重要參數(shù)動(dòng)態(tài)高精度控制,厚度精度達(dá)到±0.01mm,板形精度達(dá)到±8I。400系專業(yè)生產(chǎn)線測控系統(tǒng)配置如圖2所示,300系專業(yè)生產(chǎn)線測控系統(tǒng)配置如圖3所示。焊縫通過軋機(jī)有全軋模式、半軋模式、不軋模式三種,可滿足不同生產(chǎn)需要。
根據(jù)兩條專用線軋機(jī)機(jī)型差異,軋制潤滑與冷卻自主開發(fā)了兩種不同的軋制潤滑液,實(shí)現(xiàn)軋制過程穩(wěn)定和帶鋼表面質(zhì)量良好。潤滑液循環(huán)系統(tǒng)分A、B兩個(gè)系統(tǒng),1-3#機(jī)架由A系統(tǒng)供液,4-5#機(jī)架由B系統(tǒng)供液。每個(gè)循環(huán)系統(tǒng)配有磁過濾、平床過濾器及加熱冷卻系統(tǒng),循環(huán)油箱一備一用。
連軋機(jī)后配有事故剪和焊機(jī),以供軋制發(fā)生斷帶事故時(shí)應(yīng)急處置,事故處理時(shí)間大大縮短,作業(yè)率得到有效提高。
事故焊機(jī)后配有軋后脫脂清洗機(jī),主要包括脫脂段、刷洗段、最終清洗段和烘干段。脫脂段用來清洗軋機(jī)軋制后帶鋼表面的油脂,為后續(xù)工藝段處理做準(zhǔn)備。軋機(jī)脫脂設(shè)備采用統(tǒng)一的電氣自動(dòng)化系統(tǒng)進(jìn)行控制,通過自動(dòng)化系統(tǒng)控制實(shí)現(xiàn)了傳動(dòng)、工藝功能和儀表相關(guān)的過程控制、工藝參數(shù)控制和過程監(jiān)視。操作工通過HMI輸入的數(shù)據(jù),過程信息、機(jī)組狀態(tài)和各種測量值以符號(hào)和圖表的形式在HMI畫面上顯示。主要過程參數(shù),即溫度,壓力、流量、液位等在控制室中顯示出來,而重要的操作參數(shù)都自動(dòng)由PLC系統(tǒng)自動(dòng)控制。帶鋼在脫脂段的最大運(yùn)行速度達(dá)370m/min,經(jīng)過脫脂處理后的帶鋼表面殘油量維持在0.25mg/m2以下,均達(dá)到國內(nèi)外領(lǐng)先水平。
2.3退火爐
退火爐根據(jù)大型化的特點(diǎn),采用退火爐分段,設(shè)置兩段預(yù)熱段,既可節(jié)約能耗,也可避免爐體過長帶來的擦劃傷弊端。退火爐采用世界先進(jìn)的二級(jí)加熱模式,有效地提高了帶鋼在退火過程中的穩(wěn)定性,對不銹鋼的性能提升起到至關(guān)重要的作用,同時(shí)此退火爐的爐體采用整體砌筑模式,大大地提高了爐體自身的蓄熱能力,使天然氣的熱利用效率提高了1%,為節(jié)約能源創(chuàng)造了條件。
退火爐采用連續(xù)水平式退火爐,主要由預(yù)熱段、加熱段和冷卻段組成,全長303m。預(yù)熱段和加熱段采用分割式,包括兩個(gè)加熱段和兩個(gè)預(yù)熱段,每個(gè)加熱段前有一個(gè)預(yù)熱段。加熱段共分18個(gè)加熱區(qū),每個(gè)加熱區(qū)有14個(gè)或16個(gè)加熱燒嘴。采用天然氣作為燃料,空氣作為助燃?xì)怏w,輻射加熱帶鋼。冷卻段分為空氣冷缺段和霧冷段,空氣冷缺段分12個(gè)區(qū),霧冷段分2個(gè)區(qū)。退火爐主要參數(shù)如表3所示。
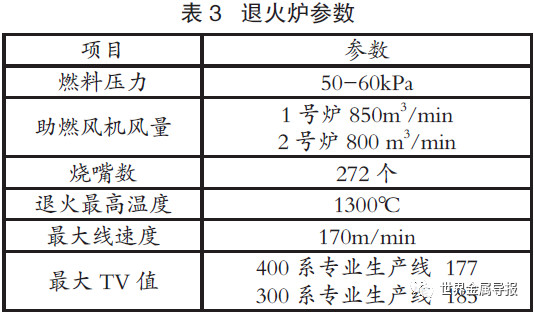
根據(jù)加熱曲線設(shè)計(jì),272個(gè)燒嘴加熱能力設(shè)計(jì)范圍為0.371-1.62GJ/h。退火爐配有54個(gè)熱電偶、6個(gè)高溫輻射計(jì)對爐內(nèi)氣氛溫度和帶鋼溫度進(jìn)行監(jiān)測和控制。為保證爐內(nèi)氣氛穩(wěn)定和熱量利用,爐壓采用5-20Pa微正壓控制。
為防止帶鋼在爐內(nèi)跑偏和劃傷,張力不宜過小,但張力過大會(huì)造成帶鋼拉窄,甚至斷帶。由于退火爐較長,張力控制難度較大,退火爐內(nèi)配有三處糾偏裝置,并自主開發(fā)并采用了獨(dú)特的彈跳輥設(shè)計(jì),可實(shí)現(xiàn)爐內(nèi)張力高精度穩(wěn)定控制。
2.4酸洗
酸洗采用世界先進(jìn)的電解中性鹽+淺槽紊流酸洗模式,比傳統(tǒng)不銹鋼表面鈍化效率提高70%,同時(shí)降低介質(zhì)消耗,不僅節(jié)約了成本,而且也減少了廢棄物的排放,減少對環(huán)境的污染。
酸洗采用電解酸洗和化學(xué)酸洗相結(jié)合的方式,根據(jù)不同鋼種可對酸洗介質(zhì)進(jìn)行選擇。電解酸洗包括中性鹽電解酸洗和酸電解酸洗,中性鹽采用硫酸鈉,酸電解采用硝酸,化學(xué)酸洗采用硝酸和氫氟酸混合酸。酸洗參數(shù)如表4所示。
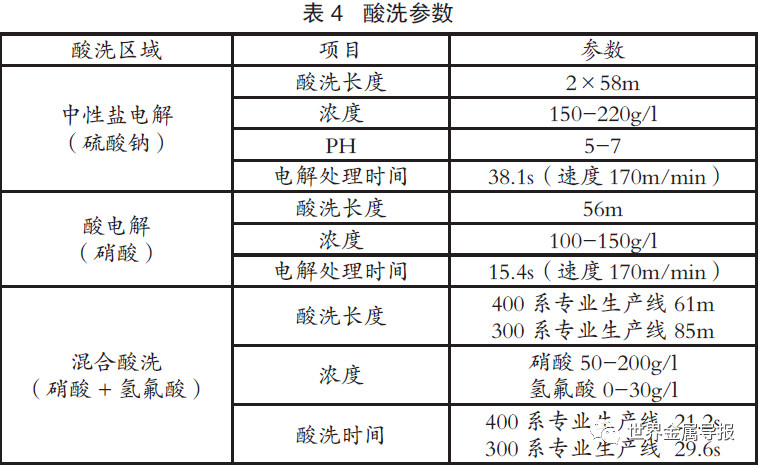
采用淺槽紊流酸洗方式,最大酸洗速度170m/min。在中性鹽電解酸洗、酸電解酸洗和混合酸洗后分別配有刷洗機(jī),可避免各部分酸洗介質(zhì)相互污染,保證了介質(zhì)穩(wěn)定性。在混合酸洗刷洗機(jī)之后配有最終清洗和烘干機(jī),保證了帶鋼除鱗后表面清潔。
2.5在線平整機(jī)和拉矯機(jī)
設(shè)置在線平整機(jī)和在線拉矯機(jī),其主要作用通過壓力、張力的作用以達(dá)到改善不銹帶鋼表面的光亮度和提高其使用性能的目的。在線同時(shí)集成平整機(jī)和拉矯機(jī),可以滿足不銹鋼不同表面等級(jí)的精整要求,同時(shí)可大幅度減少離線平整拉矯造成的成材率損失和工序成本,且有效降低了投資。
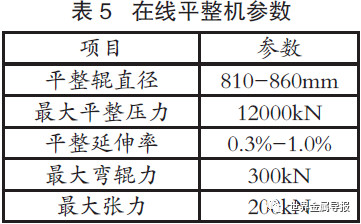
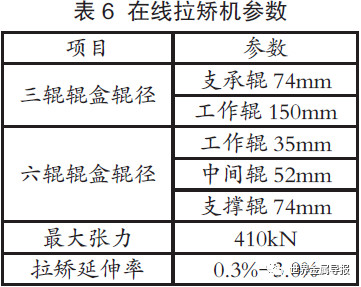
在線平整機(jī)和拉矯機(jī)串聯(lián)配置,可實(shí)現(xiàn)2B、2D兩種表面產(chǎn)品消除屈服平臺(tái),提升板形精度的個(gè)性化需求。平整采用兩輥干式平整機(jī),其主要參數(shù)如表5所示。拉矯機(jī)為一拉兩矯式,共3對輥盒,上輥盒可以活動(dòng),下輥盒固定,分為三輥輥盒和六輥輥盒。六輥輥盒包括1根工作輥,2根中間輥和3根支撐輥。三輥輥盒包括1工作輥和2個(gè)支撐輥。其中1號(hào)輥盒為六輥,2、3號(hào)為三輥。
2.6在線縱切剪采用了快速剪刃更換技術(shù)、高精度焊縫跟蹤技術(shù)、入口高精度糾偏控制技術(shù)、廢邊特殊導(dǎo)槽入導(dǎo)向設(shè)計(jì)技術(shù)、無張力廢邊卷取緩沖技術(shù)等,創(chuàng)造性地實(shí)現(xiàn)了在大規(guī)模生產(chǎn)線上集成在線切邊功能。
在線切邊采用世界上先進(jìn)的雙頭360°快速旋轉(zhuǎn)模式,同時(shí)對不銹鋼在切邊過程中容易產(chǎn)生下勾的問題增加螺旋修磨技術(shù),對于連軋機(jī)出現(xiàn)部分區(qū)域厚度變化的特點(diǎn)采用切邊間隙自動(dòng)調(diào)節(jié)等控制專利技術(shù),有效地提高了切邊利用效率。在線縱切剪克服了在線高速連續(xù)生產(chǎn)時(shí)焊縫精準(zhǔn)定位識(shí)別、剪刃快速更換、帶鋼中心對準(zhǔn)精度等難題,實(shí)現(xiàn)切邊寬度精度控制在±0.5mm以內(nèi)。采用雙頭旋轉(zhuǎn)刀頭,實(shí)現(xiàn)快速在線換刀,設(shè)計(jì)了專用的連續(xù)廢邊快速處置系統(tǒng),保證了帶鋼切邊高效連續(xù)穩(wěn)定運(yùn)行。
3關(guān)鍵技術(shù)與創(chuàng)新以“五機(jī)架連軋機(jī)+退火線+酸洗線+平整機(jī)+拉矯+縱切”為核心的“六位一體”的全連續(xù)不銹鋼冷軋帶鋼生產(chǎn)線,涉及工藝、裝備、產(chǎn)品、控制等多個(gè)技術(shù)領(lǐng)域,對全流程的銜接和匹配技術(shù),裝備的功能和精度控制,全線的高效穩(wěn)定運(yùn)行,一體化的產(chǎn)品質(zhì)量和生產(chǎn)管理等提出了更高的要求。太鋼冷連軋技術(shù)團(tuán)隊(duì)通過開發(fā)一系列的關(guān)鍵技術(shù)與創(chuàng)新,成功地實(shí)現(xiàn)了全連續(xù)生產(chǎn)線的穩(wěn)定高效運(yùn)行和產(chǎn)品質(zhì)量的持續(xù)提升。
3.1開發(fā)出多活套高精度雙保護(hù)緩沖控制、爐區(qū)彈跳輥高精度張力控制、在線快速定寬切邊等關(guān)鍵技術(shù),實(shí)現(xiàn)了“連軋+退火+酸洗+平整+拉矯+縱切”六位一體全連續(xù)生產(chǎn)線技術(shù)集成創(chuàng)新。
該系列關(guān)鍵技術(shù)為全線的整體穩(wěn)定連續(xù)高效運(yùn)行創(chuàng)造了條件。
活套的主要作用首先是儲(chǔ)存足夠的帶鋼,在全線工藝焊接、工藝換輥或工藝換刀時(shí),帶鋼仍能連續(xù)運(yùn)行;其次是張力緩沖,由于不同工藝設(shè)備之間靠活套柔性連接,活套設(shè)計(jì)應(yīng)當(dāng)滿足多工序串聯(lián)集成條件下緩沖張力最優(yōu)。太鋼開發(fā)了多活套高精度雙保護(hù)緩沖控制技術(shù),實(shí)時(shí)采集現(xiàn)場速度信息及時(shí)降低活套張力,實(shí)現(xiàn)了高集成度下各工序之間的柔性連接。
切邊剪在線高速定寬切邊,其難度就大大增加。具體表現(xiàn)為焊縫精準(zhǔn)定位識(shí)別難、剪刃快速更換難、廢邊快速處置難、要求帶鋼中心對準(zhǔn)精度高、剪刃間隙需要?jiǎng)討B(tài)補(bǔ)償?shù)取榇耍_發(fā)了圓盤剪在線快速更換、廢邊在線處理等技術(shù),實(shí)現(xiàn)了在線快速定寬切邊功能和在線高速切邊。業(yè)內(nèi)首次實(shí)現(xiàn)將縱切集成在大規(guī)模連續(xù)生產(chǎn)線上。
對于全長300m的超長退火爐,存在不同品種和規(guī)格的工藝過渡,爐區(qū)的張力無法固定,傳統(tǒng)的生產(chǎn)線依靠手動(dòng)調(diào)整張力以適應(yīng)這種變化。太鋼開發(fā)了爐區(qū)彈跳輥高精度張力控制,實(shí)現(xiàn)了在速度或規(guī)格變換時(shí)爐內(nèi)張力的穩(wěn)定。
3.2開發(fā)出厚規(guī)格窄熱影響區(qū)高效激光焊接、基于軋制力與變形量控制模型的品種規(guī)格快速切換、超純鐵素體不銹鋼快速加熱分級(jí)冷卻等關(guān)鍵技術(shù),實(shí)現(xiàn)了300系、400系不銹鋼冷軋帶鋼多規(guī)格、高效率、低成本的穩(wěn)定生產(chǎn)。
該系列關(guān)鍵技術(shù)體現(xiàn)在厚規(guī)格鐵素體鋼焊接、不同規(guī)格品種過渡段軋制、熱處理工藝技術(shù)等方面,解決了連續(xù)生產(chǎn)條件下焊接、品種規(guī)格快速切換、全線穩(wěn)定通板等難題。
與其他焊接工藝不同的是,焊縫的強(qiáng)度和塑性首先必須滿足五機(jī)架連軋機(jī)83%大變形的要求,其次能夠承受全線206次以上的正彎、背彎等反復(fù)彎曲(最大彎曲180°)而不至于發(fā)生斷裂。尤其是厚規(guī)格鐵素體不銹鋼,由于其焊接性能較差,保證焊縫質(zhì)量尤為重要。開發(fā)了厚規(guī)格超窄熱影響區(qū)鐵素體鋼焊接技術(shù)等確保了焊縫的通板能力。
在連續(xù)生產(chǎn)線上,不同品種、不同厚度和寬度之間的切換很頻繁,其切換時(shí)確保焊縫穩(wěn)定軋制又不損傷軋輥輥面是最基本的要求,通過基于軋制力與變形量控制模型的軋制技術(shù)解決了這一難題。對階梯型焊縫實(shí)行優(yōu)化軋制,實(shí)現(xiàn)了多品種規(guī)格快速切換的軋制控制模式,使全連續(xù)生產(chǎn)線能夠滿足多品種、多規(guī)格、小批量生產(chǎn)。
鐵素體不銹鋼,尤其是超純鐵素體熱處理工藝窗口很窄,對快速加熱和冷卻速率有極為苛刻的要求,對此開發(fā)了超純鐵素體不銹鋼快速加熱分級(jí)冷卻技術(shù)解決了這一難題。通過控制熱處理溫度、保溫時(shí)間和分級(jí)冷卻速度,提高了產(chǎn)品的延伸率,降低了屈強(qiáng)比,有效地提高產(chǎn)品的加工性能,極大地滿足了以汽車排氣管為代表的對產(chǎn)品復(fù)雜加工的特殊變形要求。
3.3開發(fā)出專用彌散型水基軋制潤滑液、低氧氣氛退火與輕度酸洗等關(guān)鍵技術(shù),表面質(zhì)量要求高的430(2B)產(chǎn)品粗糙度Ra達(dá)到0.04μm,實(shí)現(xiàn)了不銹鋼高表面質(zhì)量生產(chǎn)該系列關(guān)鍵技術(shù)為專用彌散型軋制潤滑液、低氧氣氛退火與輕度酸洗等,解決了連續(xù)生產(chǎn)條件下提高不銹鋼冷軋帶鋼質(zhì)量穩(wěn)定性和一致性,降低表面粗糙度等難題。
質(zhì)量控制的目標(biāo)是實(shí)現(xiàn)產(chǎn)品的一致性、均勻性和穩(wěn)定性。由于全連續(xù)生產(chǎn)線7900m長,質(zhì)量控制點(diǎn)1500多個(gè),要達(dá)到這樣的目標(biāo)難度非常大。針對產(chǎn)品的表面質(zhì)量,通過對軋制潤滑液的研究,開發(fā)了專用彌散型軋制潤滑液與軋制潤滑技術(shù),極大地減少了帶鋼表面色差;通過對爐內(nèi)氣氛的控制,開發(fā)了低氧氣氛退火與輕度酸洗技術(shù),提高了表面的均勻性、一致性;開發(fā)了軋輥粗糙度梯度配置技術(shù),實(shí)現(xiàn)了430(2B)等產(chǎn)品表面粗糙度Ra達(dá)到 0.04μm水平,滿足了高端領(lǐng)域用戶需求,并在此基礎(chǔ)上研發(fā)了430系列高檔面板等10余種高端產(chǎn)品,得到用戶高度評(píng)價(jià)。
3.4開發(fā)出環(huán)形網(wǎng)絡(luò)冗余系統(tǒng)控制技術(shù)、大數(shù)據(jù)智能管理系統(tǒng)、物聯(lián)網(wǎng)物料規(guī)劃系統(tǒng)等,實(shí)現(xiàn)了生產(chǎn)和質(zhì)量的穩(wěn)定控制該系列關(guān)鍵技術(shù)屬于智能控制技術(shù)方面,主要是環(huán)形網(wǎng)絡(luò)冗余技術(shù)的開發(fā)和應(yīng)用,它有效地降低了故障頻次,非常適用于設(shè)備多樣化、大型化、控制難度高的全連續(xù)生產(chǎn)線。
對于集成度如此高的生產(chǎn)線,首先各個(gè)單元必須完成單個(gè)設(shè)備的基礎(chǔ)自動(dòng)化控制,如順序控制等,并建立所屬的數(shù)學(xué)模型,如物料跟蹤控制模型等。其次,關(guān)鍵模型要具有自適應(yīng)自學(xué)習(xí)系統(tǒng)。然后,通過環(huán)形網(wǎng)絡(luò)冗余技術(shù)將各個(gè)單元有機(jī)統(tǒng)一起來,搭建過程控制平臺(tái),完成過程跟蹤與顯示、模型計(jì)算與優(yōu)化、過程數(shù)據(jù)采集與處理等。
為了將智能化由設(shè)備、運(yùn)行、生產(chǎn)延伸至決策、管理等環(huán)節(jié),還設(shè)計(jì)開發(fā)了基于物聯(lián)網(wǎng)的物料規(guī)劃系統(tǒng)、基于大數(shù)據(jù)的智能管理決策系統(tǒng)。保證生產(chǎn)線的平穩(wěn)高效運(yùn)行的同時(shí),推動(dòng)了不銹鋼冷軋技術(shù)與智能科技協(xié)同發(fā)展,開拓了全新的“無人化”與“智能化”的管理模式。
4結(jié)語
隨著國民經(jīng)濟(jì)的發(fā)展和社會(huì)的不斷進(jìn)步,不銹鋼冷軋帶鋼應(yīng)用愈發(fā)廣泛,但對產(chǎn)品一致性、應(yīng)用成本要求也更高。太鋼不銹鋼冷軋帶鋼全連續(xù)生產(chǎn)線對不銹鋼冷軋帶鋼生產(chǎn)方式具有巨大推動(dòng)作用,為高質(zhì)量、高效率、低成本的不銹鋼冷板制造提供了新模式,有效地促進(jìn)了我國不銹鋼結(jié)構(gòu)升級(jí)和綠色轉(zhuǎn)型發(fā)展,成為世界不銹鋼冷軋生產(chǎn)技術(shù)的標(biāo)桿,對不銹鋼冷軋規(guī)模化發(fā)展有引領(lǐng)和示范作用。
太鋼不銹鋼冷軋帶鋼全連續(xù)生產(chǎn)線改變了不銹鋼冷軋工序過程中傳統(tǒng)的單工序生產(chǎn)方式,將冷軋及其后續(xù)的所有工序集成,組成一條全連續(xù)的生產(chǎn)線,有效地提高了冷軋過程的生產(chǎn)效率,縮短了生產(chǎn)周期,有效降低了資金占用時(shí)間;加快訂單交付周期;減少了各工序切損造成的帶鋼損失,提高成材率4%以上;通過集成節(jié)省了以前各工序的上卷與下卷裝備,節(jié)約設(shè)備投資;將各工序集成后,節(jié)省了占地面積,提高土地利用率;減少操作人員數(shù)量;降低綜合能源消耗,有利于改善生態(tài)環(huán)境,推動(dòng)企業(yè)綠色發(fā)展,具有很好的經(jīng)濟(jì)效益與社會(huì)效益。
免責(zé)聲明:本網(wǎng)站所轉(zhuǎn)載的文字、圖片與視頻資料版權(quán)歸原創(chuàng)作者所有,如果涉及侵權(quán),請第一時(shí)間聯(lián)系本網(wǎng)刪除。
-
標(biāo)簽: 太鋼, 不銹鋼冷軋, 生產(chǎn)工藝及裝備
相關(guān)文章

官方微信
《中國腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62313558-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護(hù)網(wǎng)官方QQ群:140808414
文章推薦
點(diǎn)擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點(diǎn)擊數(shù):5768

腐蝕與“海上絲綢之路”
點(diǎn)擊數(shù):4763