焊接人機(jī)料法環(huán),操作技藝占為先。
手腦合一最重要,切忌浮躁心不專。
右手僵硬是大忌,內(nèi)旋外旋施時變。
縱橫并進(jìn)三方向,牢記焊接三要點(diǎn)。
焊前組對按規(guī)范,焊條質(zhì)優(yōu)且要干。
引燃電弧有技巧,劃擦撞擊可任選。
電弧燃后心莫急,預(yù)熱母材挺關(guān)鍵。
待到溫度升上去,爾后實(shí)施短弧焊。
熔池熔孔要看清,不可一味上前趕。
溫度高時要停弧, 溫度低來連續(xù)焊。
電弧并進(jìn)深和淺,跟隨位置時時變。
焊縫位置有不同,焊條角度則不同。
更換焊條手要快, 接頭勻一過渡緩。
要使根部不內(nèi)凹,猛送焊條至根邊。
封頂留孔要注意,電弧下壓角度變。
聽到噗噗擊穿聲,熔透良好心放寬。
焊接是門高技藝, 讀書善思多磨練。
體味其中奧妙處,小小焊縫天地寬。
焊接界的九陽神功
焊接
焊接,與移花宮獨(dú)門秘笈《移花接木》有異曲同工之妙,是一種以加熱、高溫或者高壓的方式接合金屬或其他熱塑性材料如塑料的制造工藝及技術(shù)。主要通過下列三招達(dá)成接合的目的:
第一招,熔化焊接。加熱欲接合工件使之局部熔化形成熔池,熔池冷卻凝固后便接合,必要時可加入熔填物輔助;
第二招,釬焊連接。單獨(dú)加熱熔點(diǎn)較低的焊料,無需熔化工件本身,借焊料的毛細(xì)作用連接工件(如軟釬焊、硬焊);
第三招,固相連接。在相當(dāng)于或低于工件熔點(diǎn)的溫度下輔以高壓、疊合擠塑或振動等使兩工件間相互滲透接合(如鍛焊、固態(tài)焊接)。
航空發(fā)動機(jī)焊接工藝的修煉心法主要有以下幾式:
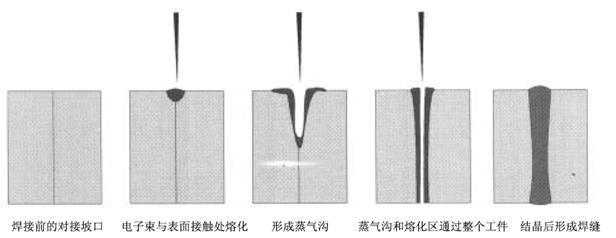
第一式:“一陽神指”電子束焊
在高能量密度下,電子束指向哪里,哪里就瞬間熔化并蒸發(fā),強(qiáng)烈的金屬蒸氣流將部分液態(tài)金屬吹離電子束作用區(qū),使電子束在熔池底部的固態(tài)金屬上再聚焦,使其再溶化、再蒸發(fā),再露出新的熔池底部,這樣層層剝離,從而形成細(xì)而深的被液態(tài)金屬包圍的空腔,即“小孔”效應(yīng)。
憑借較大的加熱功率密度、較大的焊縫深寬比及較快的焊接速度,電子束焊接廣泛應(yīng)用于商用航空發(fā)動機(jī)機(jī)匣類、風(fēng)扇、壓氣機(jī)轉(zhuǎn)子部件及其修復(fù)。其主要焊接過程為定位焊——正式焊接——修飾焊(利用散焦電子束熔化焊縫表面,使焊縫加寬,以獲得光滑焊縫,焊縫橫截面呈弧形;焊接電流較小)。憑借具有大穿透、小變形、無氧化、高強(qiáng)度以及焊接尺寸精度高等特點(diǎn),電子束焊成為實(shí)現(xiàn)航空發(fā)動機(jī)盤軸類結(jié)構(gòu)焊接和機(jī)匣類焊接的主要方法之一。
第二式:“點(diǎn)穴大法”釬焊
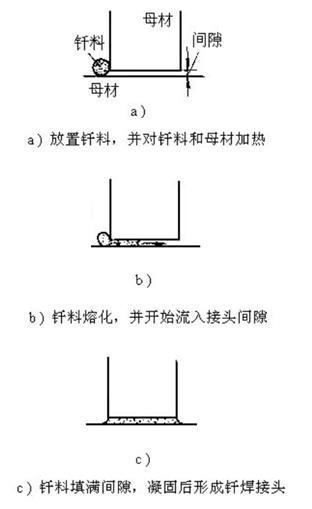
釬焊是使用比工件熔點(diǎn)低的金屬材料作釬料,將工件和釬料加熱到高于釬料熔點(diǎn)、低于工件熔點(diǎn)的溫度,利用液態(tài)釬料潤濕工件,填充接口間隙并與工件實(shí)現(xiàn)原子間的相互擴(kuò)散,從而實(shí)現(xiàn)焊接的方法。這種焊接方法好比我們常用的502膠水,在稍高溫度下,bia ji一下,就將兩個被焊件“粘”在一起了。像極了古裝劇里面神功蓋世的大俠,彈指一揮間,就將壞蛋點(diǎn)穴定住,有木有!
釬焊加熱溫度較低,對母材組織和性能的影響較小。且焊件變形小,尤其是采用均勻加熱(如爐中釬焊)的釬焊方法,焊件的變形可降低至最小程度,容易保證焊件的尺寸精度。但釬焊接頭強(qiáng)度低,對工件表面粗糙度、裝配質(zhì)量、配合公差等要求嚴(yán)格,且焊件結(jié)構(gòu)受設(shè)備空間限制(例如爐中釬焊、感應(yīng)釬焊)。釬焊焊接技術(shù)常用語導(dǎo)管類結(jié)構(gòu)及葉片類結(jié)構(gòu)的焊接。
第三式:“化骨綿掌”氬弧焊
氬弧焊是在惰性氣體的保護(hù)下,利用電極與工件間產(chǎn)生的電弧熱熔化母材和填充焊絲(如果使用填充焊絲)實(shí)現(xiàn)連接。按照電極的不同分為熔化極氬弧焊和非熔化極氬弧焊兩種。
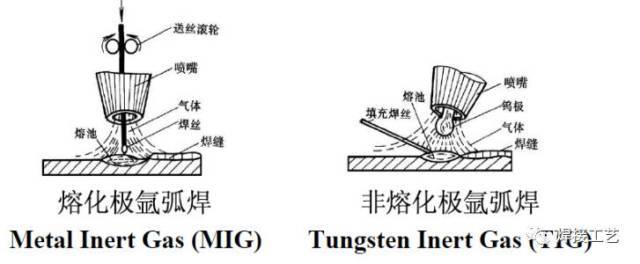
非熔化極氬弧焊是電弧在非熔化極(通常是鎢極)和工件之間燃燒,在焊接電弧周圍流過一種不和金屬起化學(xué)反應(yīng)的惰性氣體(常常用氬氣),形成一個保護(hù)氣罩,使鎢極端頭,電弧和熔池及已處于高溫的金屬不與空氣接觸,能防止氧化和吸收有害氣體。從而形成致密的焊接接頭,其力學(xué)性能非常好。在焊接過程中根據(jù)實(shí)際需要,可以填絲也可不填絲。熔化極氬弧焊的焊絲通過絲輪送進(jìn),導(dǎo)電嘴導(dǎo)電,在母材與焊絲之間產(chǎn)生電弧,使焊絲和母材熔化,并用惰性氣體氬氣保護(hù)電弧和熔融金屬來進(jìn)行焊接的。在商用航空發(fā)動機(jī)中,氬弧焊是機(jī)匣焊接及導(dǎo)管焊接結(jié)構(gòu)常用的方法之一。
第四式:“龜派氣功”閃光焊
閃光焊是利用電流通過兩個對接工件的接觸表面時,其細(xì)小的接觸點(diǎn)的電阻及其接觸表面的電弧產(chǎn)生熱量,將對接表面加熱,在適當(dāng)時間后,對接頭施加壓力,使兩個對接表面的整個區(qū)域同時牢固結(jié)合起來。在大電流密度作用下,接觸點(diǎn)的金屬迅速被加熱而爆炸、噴濺,并形成許多小電弧,形成“閃光”現(xiàn)象,像極了過年時大家玩的煙花了,很美吧!
閃光焊接適用的范圍也非常廣,原則上能鍛造的金屬材料都可以用閃光對焊焊接。國外在20世紀(jì)70年代開始采用閃光焊工藝生產(chǎn)薄壁環(huán)形件,目前該類產(chǎn)品已應(yīng)用于國內(nèi)航空發(fā)動機(jī)機(jī)匣、封嚴(yán)環(huán)、短艙、波紋管接頭、 輪箍等薄壁環(huán)形件。

第五式:“滑板小王子”慣性摩擦焊

最炫酷的要數(shù)我們的滑板小王子慣性摩擦焊了,“摩擦摩擦,我在光滑的地面摩擦… …”慣性摩擦焊屬于固相連接,通過在待焊材料之間摩擦,產(chǎn)生熱量,在頂鍛力的作用下材料發(fā)生塑性變形與流動,進(jìn)而連接母材,屬于固相連接,是致密的鍛造組織摩擦過程,可自行消除焊接夾雜物和表面污染物,加熱均勻、同步,變形量較小,主要參數(shù)為飛輪的轉(zhuǎn)動慣量、飛輪的轉(zhuǎn)速和軸向壓力。其中飛輪的轉(zhuǎn)動慣量和飛輪的轉(zhuǎn)速決定了可用的總能量,軸向力的大小取決于被焊材質(zhì)和接合面的面積。

慣性摩擦焊適用范圍非常廣,特別適合異種材料的焊接。熔焊性能差的沉淀強(qiáng)化高溫合金、粉末高溫合金、高強(qiáng)鈦合金等具有良好的慣性摩擦焊焊接性,在航空發(fā)動機(jī)中主要用于風(fēng)扇及壓氣機(jī)轉(zhuǎn)子、渦輪軸和渦輪盤等,是除電子束焊外實(shí)現(xiàn)航空發(fā)動機(jī)盤軸類結(jié)構(gòu)焊接的另一主要方法。
當(dāng)然,焊接界除了以上幾大招式,還有激光焊、電阻焊、擴(kuò)散焊… …焊完還不算完,畢竟神兵利器還需要維護(hù)保養(yǎng)的嘛!焊縫的兩側(cè)在焊接時,會受到焊接熱作用而發(fā)生了組織和性能變化,這一區(qū)域被稱作為熱影響區(qū)。在這個局部的迅速加熱和冷卻過程中,焊接區(qū)由于受到四周工件本體的拘束而不能自由膨脹和收縮,冷卻后在焊件中便產(chǎn)生焊接應(yīng)力和變形。通常為了改善焊件的焊接質(zhì)量,一般都要求做焊后熱處理。
焊接的出現(xiàn)迎合了金屬藝術(shù)發(fā)展對新工藝手段的需要,它可以產(chǎn)生豐富的藝術(shù)創(chuàng)作的表現(xiàn)語言。焊接通常是在高溫下進(jìn)行的,而金屬在高溫下,會產(chǎn)生許多美妙豐富的變化。金屬母材會發(fā)生顏色變化和熱變形(即焊接熱影響區(qū)) ;焊絲熔化后會形成一些漂亮的肌理。
而焊接缺陷在焊接藝術(shù)中更是經(jīng)常被應(yīng)用。焊接缺陷是指焊接過程中,在焊接接頭產(chǎn)生的不符合設(shè)計或工藝要求的缺陷。其表現(xiàn)形式主要有焊接裂紋、氣孔、咬邊、未焊透、未熔合、夾渣、焊瘤、塌陷、凹坑、燒穿、夾雜等。這是個十分有趣的現(xiàn)象 :在今天的金屬藝術(shù)創(chuàng)作中,焊接的藝術(shù)性通常體現(xiàn)在一些工業(yè)焊接的失敗操作之中,或者說蘊(yùn)藏于一些工業(yè)焊接極力避免的焊接缺陷之中。
這輪子雖然讓人頭暈,但當(dāng)做工業(yè)重金屬手藝術(shù)品掛墻上也很有格調(diào)
看了這個圖才知道焊工也可以做藝術(shù)家的事情!

這個三通也太美了吧!
那么怎么判斷焊接結(jié)果的好壞呢?我們平時生病了是不是要上醫(yī)院做做檢查啊,俗話說,尋醫(yī)就診望聞問切,同樣的,要摸清焊接件的情況,我們也要給他做做體檢。拿到一個焊接件,先看看外觀顏色,焊縫顏色可以初步判斷氣體保護(hù)效果,如果焊縫表面有光澤,呈銀白色或黃金色,保護(hù)效果最好;如果焊縫表面無光澤甚至發(fā)黑,那么氣體保護(hù)效果就差一些,一般來講焊縫憑顏色評由高至低為銀白、金黃、五彩(類似金黃+藍(lán)色)、藍(lán)色、黑色、灰色(帶光澤)、死灰(無光澤) 。
至于表面及近表面、內(nèi)部質(zhì)量的檢查,嚴(yán)重一點(diǎn)的就要“開刀”解剖看看五臟內(nèi)腑。輕一點(diǎn)的呢就拖去拍個X光或是做個超聲、熒光等等,以下就是一些常見毛(缺)病(陷)的透射成像。
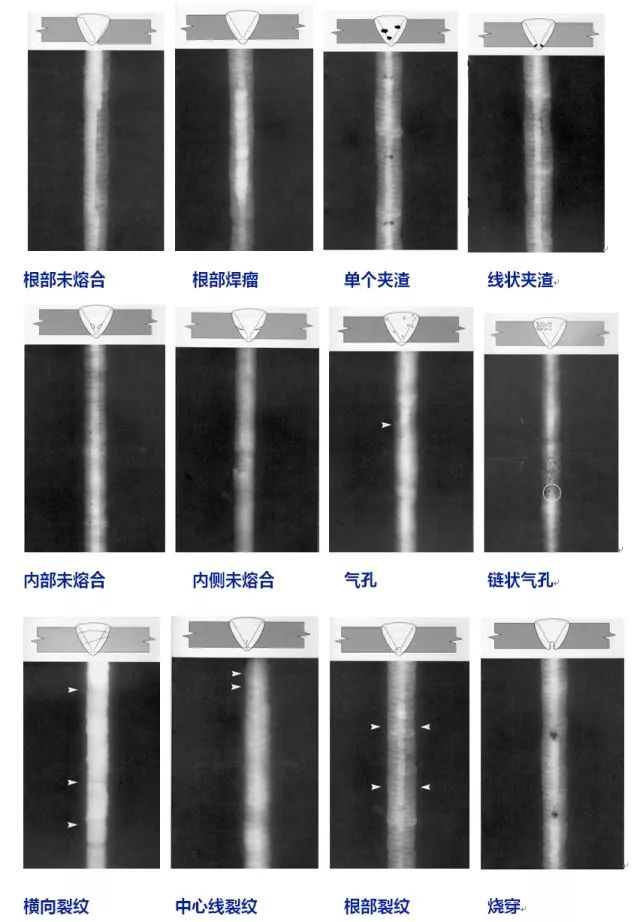
這些缺陷中,最討厭的害人精就是裂紋了,不管是高溫下產(chǎn)生的熱裂紋/再熱裂紋,還是焊后形成的馬氏體組織在氫元素作用下配合以拉力形成的冷裂紋,都必須要小心對待。






