
一招搞定金屬材料表面完整性!再也不用擔(dān)心零件疲勞失效了
2016-11-14 15:57:12
作者:本網(wǎng)整理 來源:航空制造網(wǎng)
分享至:


金屬材料的疲勞、應(yīng)力腐蝕、高溫氧化等力學(xué)、物理和化學(xué)性能,很大程度上取決于材料的表面完整性。所謂表面完整性是指表面粗糙度、表層殘余應(yīng)力、表層顯微組織、表層致密度和表面形貌等狀態(tài)的完好程度。大量的航空零件失效分析表明,屬于疲勞失效的零件約占80%,而材料的表面完整性是影響材料疲勞性能的重要因素之一。
噴丸強(qiáng)化技術(shù)是一種材料表面機(jī)械冷加工方法,借助高速運(yùn)動(dòng)彈丸流或高能沖擊波撞擊材料的表面,使材料表層發(fā)生彈塑性變形,呈現(xiàn)較好的表面完整性,從而提高材料的抗疲勞強(qiáng)度、微動(dòng)疲勞抗力及損傷容限性能的一種表面強(qiáng)化方法。
在航空工業(yè)中,航空零件的表面完整性直接影響其使用性能和服役能力,特別是零件的疲勞使用性能。噴丸強(qiáng)化技術(shù)通過改變材料表面完整性顯著提高各類航空零部件的疲勞性能,且具有成本低、適應(yīng)性強(qiáng)和操作方便等優(yōu)點(diǎn),在航空領(lǐng)域應(yīng)用廣泛。
表層殘余應(yīng)力
噴丸強(qiáng)化在材料表層引入殘余應(yīng)力場(chǎng),其中靠近受噴材料表面一側(cè)呈現(xiàn)為殘余壓應(yīng)力,板材單面噴丸強(qiáng)化后的表層殘余應(yīng)力分布特征曲線如圖1 所示。普遍認(rèn)為殘余壓應(yīng)力是提高工程材料抗疲勞性能和抗應(yīng)力腐蝕性能的重要強(qiáng)化機(jī)制,而且殘余壓應(yīng)力值大小、壓應(yīng)力層深度對(duì)工件疲勞強(qiáng)度或壽命影響顯著。因此,如何實(shí)現(xiàn)殘余應(yīng)力分布特征的調(diào)控是該領(lǐng)域重要研究內(nèi)容之一。
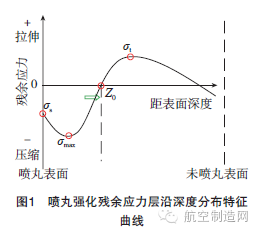
殘余應(yīng)力分布特征曲線包括5個(gè)主要特征參數(shù):表面殘余應(yīng)力值、殘余壓應(yīng)力深度、最大殘余壓應(yīng)力及其位置、最大殘余拉應(yīng)力。彈丸撞擊材料表面時(shí),通常與材料表面產(chǎn)生近似的赫茲接觸,形成的最大彈性應(yīng)力出現(xiàn)在材料次表面,所以通常噴丸強(qiáng)化最大殘余壓應(yīng)力位于次表面。在某些情況下,殘余應(yīng)力分布特征發(fā)生變化,例如噴丸強(qiáng)化采用低密度的玻璃彈丸介質(zhì)時(shí),由于入射動(dòng)能小,其噴丸強(qiáng)化鈦合金和鋁合金的最大殘余壓應(yīng)力值出現(xiàn)在表面。當(dāng)噴丸強(qiáng)化工藝為濕式噴丸強(qiáng)化時(shí),硬質(zhì)合金或鈦合金也會(huì)出現(xiàn)表面殘余壓應(yīng)力值最大的現(xiàn)象,因?yàn)闈袷絿娡鑿?qiáng)度一般相對(duì)較低(為干噴丸強(qiáng)度的1/3~1/4),且陶瓷丸介質(zhì)密度相對(duì)較小,但隨著噴丸強(qiáng)度或覆蓋率提高,最大殘余壓應(yīng)力逐漸向次表面轉(zhuǎn)移。激光噴丸強(qiáng)化工藝,最大殘余壓應(yīng)力值通常出現(xiàn)在表面,因?yàn)榧す鈬娡钑r(shí)金屬表面的吸收層吸收激光能量后氣化產(chǎn)生高溫高壓的等離子體,等離子體發(fā)生爆炸產(chǎn)生沖擊波作用于材料表面,沒有形成赫茲接觸;高壓空化水射流噴丸,其形成的最大殘余壓應(yīng)力也出現(xiàn)在受噴材料表面。
殘余應(yīng)力的大小和分布特征受到噴丸強(qiáng)化工藝類型、工藝參數(shù)及材料自身屬性等諸多因素影響。殘余應(yīng)力數(shù)值主要取決于受噴材料自身的屈服強(qiáng)度、晶體結(jié)構(gòu)和加工硬化率。受噴材料屈服強(qiáng)度越高,殘余壓應(yīng)力值越大。例如,屈服強(qiáng)度450MPa 鋁合金,最大殘余壓應(yīng)力值在400MPa 左右;屈服強(qiáng)度900MPa 的鈦合金,最大殘余壓應(yīng)力值在800MPa 左右;屈服強(qiáng)度1631MPa 的高強(qiáng)鋼,最大殘余壓應(yīng)力值在1500MPa 左右。通常殘余壓應(yīng)力值小于受噴材料的原始屈服強(qiáng)度,但有研究報(bào)道了殘余應(yīng)力值超過受噴材料屈服強(qiáng)度的現(xiàn)象,研究者認(rèn)為受噴材料表層在大量彈丸沖擊作用下發(fā)生大應(yīng)變塑性變形,形成明顯的加工硬化或晶粒細(xì)化,導(dǎo)致受噴材料表層局部屈服強(qiáng)度升高,從而使產(chǎn)生的殘余應(yīng)力值超過受噴材料原始屈服強(qiáng)度。受噴材料的強(qiáng)度越高,材料的塑性變形抗力大,入射階段系統(tǒng)動(dòng)能衰減速度加快,噴丸強(qiáng)化變形層淺,殘余壓應(yīng)力場(chǎng)深度變淺。具有顯微組織結(jié)構(gòu)特征的受噴材料的殘余壓應(yīng)力值分布具有方向性,如軋制板材在軋制方向與垂直方向的殘余壓應(yīng)力值不同。
噴丸強(qiáng)化工藝參數(shù),如噴丸強(qiáng)度、噴丸時(shí)間、彈丸介質(zhì)和彈丸流量的選取對(duì)殘余應(yīng)力值大小與分布的影響明顯。較高噴丸強(qiáng)度下,彈丸入射階段具有更大動(dòng)能,接觸區(qū)受噴材料應(yīng)力集中程度更大、變形層更深,所以最大殘余壓應(yīng)力值提高、殘余壓應(yīng)力層變深,但噴丸強(qiáng)度過大可能獲得相反的效果,主要由于應(yīng)力松弛和表面剝層等因素的影響。噴丸時(shí)間作用主要局限于飽和時(shí)間內(nèi),最大殘余應(yīng)力值和應(yīng)力層深度隨噴丸時(shí)間延長而增加,達(dá)到飽和后數(shù)值基本穩(wěn)定不變。彈丸流量直接影響到彈丸動(dòng)能和100%覆蓋率時(shí)間,在一定噴丸氣壓下,彈丸流量大則噴丸飽和時(shí)間短,噴丸強(qiáng)度下降,進(jìn)而影響殘余壓應(yīng)力的大小及分布。彈丸直徑越大,噴丸強(qiáng)化越容易產(chǎn)生更深的殘余壓應(yīng)力層。同濟(jì)大學(xué)高玉魁等研究了噴丸強(qiáng)度、噴丸時(shí)間、入射角度、彈丸種類等干噴丸強(qiáng)化參數(shù)對(duì)A-100 鋼殘余應(yīng)力場(chǎng)分布的影響規(guī)律。
噴丸強(qiáng)化工藝類型也顯著影響最大殘余壓應(yīng)力值和殘余壓應(yīng)力層深度。以TC4 鈦合金為例,通常傳統(tǒng)機(jī)械噴丸最大殘余壓應(yīng)力值約800MPa,壓應(yīng)力層深度約0.25mm ;濕式噴丸最大殘余壓應(yīng)力值和干式接近,但壓應(yīng)力層深度較淺約為0.15mm ;激光噴丸最大殘余壓應(yīng)力值約400MPa,壓應(yīng)力層深度通常1mm 左右;高壓空化水射流噴丸強(qiáng)化殘余壓應(yīng)力值達(dá)到1000MPa,殘余壓應(yīng)力層深度約0.1mm。超聲噴丸包括彈丸式和撞針式,彈丸式形成的殘余壓應(yīng)力分布特征和傳統(tǒng)機(jī)械噴丸接近,撞針式可能形成更大的殘余壓應(yīng)力值和殘余壓應(yīng)力層深度。
顯微組織結(jié)構(gòu)
噴丸強(qiáng)化變形層是提高工程材料抗疲勞性能的另一個(gè)主要強(qiáng)化機(jī)制。在噴丸強(qiáng)化過程中,材料表層組織發(fā)生塑性變形,其顯微組織結(jié)構(gòu)中的晶粒尺寸、物相結(jié)構(gòu)、位錯(cuò)密度和晶面取向等發(fā)生變化,構(gòu)成變形組織強(qiáng)化層。變形強(qiáng)化層的組織呈梯度分布,由表面到內(nèi)部基體,以雙相鈦合金TC17 為例,典型的組織分布為表面層的納米晶層、亞表面的細(xì)晶層、內(nèi)部變形晶層和無應(yīng)變的晶粒基體。
金屬材料組織的細(xì)化程度與噴丸強(qiáng)化過程中材料表面的應(yīng)變和應(yīng)變速率有關(guān),噴丸強(qiáng)化層發(fā)生不均勻塑性變形,受噴材料表面應(yīng)變和應(yīng)變速率最大,沿著深度方向應(yīng)變和應(yīng)變速率逐漸降低,所以強(qiáng)化層組織呈梯度分布特征。變形強(qiáng)化層的組織細(xì)化作用對(duì)疲勞加載過程中材料晶體的應(yīng)變起到阻礙作用,從而能夠提高材料的抗疲勞性能。此外,噴丸強(qiáng)化層中微納米組織中含有高體積分?jǐn)?shù)的晶界,以及大量的位錯(cuò)、空位、亞晶界等非平衡結(jié)構(gòu)及能量貯存,有利于降低原子擴(kuò)散激活能、提高原子擴(kuò)散系數(shù)、促進(jìn)原子化學(xué)反應(yīng)。因此,噴丸強(qiáng)化技術(shù)也用于材料表面改性,也有益于改善金屬材料的擴(kuò)散連接、滲氮(碳)等工藝性能。
噴丸強(qiáng)化層的組織細(xì)化機(jī)理通常認(rèn)為是由于彈丸循環(huán)撞擊作用下接觸應(yīng)力超過屈服強(qiáng)度,受噴材料表層產(chǎn)生位錯(cuò)、孿晶、層錯(cuò)和剪切帶等缺陷,缺陷交互作用后演變成微納米尺度胞狀組織、亞晶和晶粒。干式噴丸、超聲噴丸、激光噴丸和濕式噴丸等技術(shù)強(qiáng)化的受噴材料,都能夠在材料表面變形強(qiáng)化層形成納米晶層。噴丸強(qiáng)化層厚度和變形組織細(xì)化程度,受到材料自身屬性、噴丸工藝類型及其工藝參數(shù)影響。
對(duì)于傳統(tǒng)噴丸強(qiáng)化工藝,通過提高彈丸硬度、彈丸直徑、彈丸速度、覆蓋率以及噴丸強(qiáng)度來提高金屬材料的細(xì)化程度。對(duì)于超聲噴丸強(qiáng)化工藝,通過提高彈丸直徑、振動(dòng)頻率、噴丸時(shí)間來提高表面的細(xì)化程度和變形層深度。對(duì)于激光噴丸強(qiáng)化工藝,激光噴丸的脈沖能量、激光噴丸次數(shù)、覆蓋率等均影響表面組織的細(xì)化程度。
不同噴丸強(qiáng)化方法的組織細(xì)化程度和影響層深度不一致。以鈦合金為例,通常傳統(tǒng)噴丸強(qiáng)化影響層深度約在200~500μm,納米層深度約在20~30μm。激光噴丸強(qiáng)化影響層深度可達(dá)1mm 左右,納米層深度約10μm左右。超聲噴丸強(qiáng)化通過調(diào)整適當(dāng)?shù)膹?qiáng)化參數(shù)也可以使影響層深度達(dá)1mm,納米層則深達(dá)30μm。因此,超聲噴丸強(qiáng)化目前在材料表面實(shí)現(xiàn)變形組織細(xì)化的效果較為顯著,廣泛應(yīng)用在Fe、Cu、Ti、Al、Mg 等合金以及非晶合金等表面納米化的研究中。
表面粗糙度
噴丸強(qiáng)化過程中高速彈丸撞擊受噴材料表面引起塑性變形,并在其表面形成凹坑,大量彈丸的撞擊和相互疊加作用使受噴材料表面形貌發(fā)生變化。通常噴丸強(qiáng)化使受噴材料的表面粗糙度變大,而且不當(dāng)工藝參數(shù)甚至造成表面開裂、脫層、褶皺、破碎彈丸嵌入等表面損傷,損害金屬零件的抗疲勞性能。因此,噴丸強(qiáng)化處理受噴材料的表面粗糙度是一項(xiàng)重要控制指標(biāo)。噴丸強(qiáng)化表面粗糙度影響因素、變化規(guī)律和后續(xù)處理工藝在工業(yè)領(lǐng)域受到廣泛關(guān)注。噴丸強(qiáng)化對(duì)材料表面粗糙度的影響,與材料屬性及表面狀態(tài)、噴丸工藝類型及參數(shù)、彈丸介質(zhì)等多種因素相關(guān)。
噴丸強(qiáng)化工藝參數(shù)對(duì)材料表面粗糙度有顯著影響。噴丸強(qiáng)度越高,表面粗糙度越大。隨著噴丸時(shí)間增加,表面粗糙度值上升到峰值后逐漸下降,如圖3 所示。研究人員認(rèn)為,初始階段表面局部變形顯著,材料表面變形不均勻,導(dǎo)致粗糙度增加;隨著噴丸時(shí)間增加,表面應(yīng)變量增加,加工硬化嚴(yán)重,表面變形均勻化,導(dǎo)致粗糙度降低并趨向穩(wěn)定。彈丸高速撞擊受噴材料后,材料表面受擠壓發(fā)生嚴(yán)重塑性變形,形成材料的凸起和凹陷,即形成了許多“峰”和“谷”。隨著噴丸時(shí)間的延長,彈丸對(duì)材料的覆蓋率增加,表面的凹坑數(shù)量增加,合金的表面粗糙度則繼續(xù)增加進(jìn)而達(dá)到峰值。繼續(xù)延長噴丸時(shí)間,材料表面形成的“峰”和“谷”交替轉(zhuǎn)換,材料表面粗糙度則開始下降。當(dāng)彈丸在材料表面產(chǎn)生的“峰”和“谷”達(dá)到平衡后,材料表面更趨于平整,表面粗糙度也達(dá)到穩(wěn)定值。長時(shí)間噴丸雖然可以降低粗糙度,但容易誘發(fā)材料表面發(fā)生剝層或褶皺缺陷,不利于材料抗疲勞性能的提高。
另外,在噴丸強(qiáng)化過程中噴射角度越大(噴嘴入射方向垂直于受噴材料表面時(shí)入射角為0°),彈丸速度的法向分量越小,彈坑越淺,彈丸的切向速度越大,彈丸對(duì)表面的研磨作用就越大,表面粗糙度值就越小。彈丸介質(zhì)的選取也是調(diào)控表面粗糙度的重要因素,如彈丸直徑、圓整度、彈丸硬度等。通常直徑小、圓整度好的彈丸,容易獲得均勻光滑的表面,光滑表面有利于維持殘余應(yīng)力穩(wěn)定性,增加抗疲勞性能,如微粒噴丸強(qiáng)化技術(shù)、復(fù)合噴丸強(qiáng)化技術(shù)等。
從噴丸工藝類型角度,相對(duì)于傳統(tǒng)干式噴丸,激光噴丸、濕式噴丸、高壓水射流噴丸和超聲噴丸(彈丸式)的表面粗糙度較小。例如,7050 鋁合金在常規(guī)S110 彈丸噴丸強(qiáng)化下表面粗糙度Ra 值超過4μm,而激光噴丸強(qiáng)化表面粗糙值降為1μm。在相同噴丸強(qiáng)度下,如圖4 所示(Ra 為平均粗糙度,Rmax 為最大粗糙度深度,Rz為平均峰谷深度),超聲噴丸強(qiáng)化的粗糙度值為傳統(tǒng)干式噴丸的1/3 甚至更低。超聲噴丸設(shè)備使用的丸粒與傳統(tǒng)方式不同,噴射介質(zhì)除傳統(tǒng)形狀的丸粒外還有兩端為不同曲率半徑的噴針,丸粒材質(zhì)一般選用硬度較高的鎢碳鋼或軸承鋼等,對(duì)丸粒的圓度和表面光潔度要求也更高,在噴丸室內(nèi)丸粒的速度方向隨機(jī),而且速度較低,這些因素都使超聲噴丸處理后的工件表面粗糙度值下降。空軍工程大學(xué)研究表明,表面光滑不銹鋼(Ra 值為0.419μm)經(jīng)激光噴丸強(qiáng)化處理后Ra 值為0.584μm,激光噴丸強(qiáng)化后受噴材料表面粗糙度值增加較小。濕式噴丸由于加入了液體潤滑,有效地降低了彈丸與受噴材料表面的干摩擦,表面粗糙度較傳統(tǒng)干式噴丸強(qiáng)化也明顯改善,大連理工大學(xué)陳國清等利用“干式噴丸+ 濕式噴丸”的復(fù)合噴丸工藝,既實(shí)現(xiàn)了在鈦合金表層形成較深的殘余壓應(yīng)力層,又有效控制了材料表面粗糙度。
表層硬度
硬度是顯微組織加工硬化程度的一種表征,與噴丸變形層組織存在對(duì)應(yīng)關(guān)系。噴丸變形層的硬度呈梯度分布,表面硬度值最高,沿深度方向硬度值逐漸降低,最終趨向基體硬度。噴丸應(yīng)變硬化效果主要取決于微觀組織細(xì)化程度,同時(shí)與位錯(cuò)密度、固體相變程度相關(guān)。
噴丸強(qiáng)度是調(diào)控硬度層分布特征的直接有效手段,如圖5 所示,噴丸強(qiáng)度越高,表面硬度值和硬度層深度越大。在循環(huán)硬化- 軟化作用下,硬度存在極限值,見圖6。鎂合金通過噴丸強(qiáng)化處理,表面硬度從60HV提高到135HV。對(duì)于300M 鋼噴丸,噴丸強(qiáng)化后表層殘留奧氏體發(fā)生相變,轉(zhuǎn)變?yōu)轳R氏體組織,硬度大幅度提高。在一定噴丸強(qiáng)度下,隨噴丸時(shí)間增加表面硬度值和硬度層深度逐漸變大,在循環(huán)軟化- 硬化作用下,硬度值最終趨于穩(wěn)定,其大小取決于彈丸入射階段的動(dòng)能。但噴丸強(qiáng)化時(shí)間過長又可能誘發(fā)剝層、裂紋、破碎彈丸嵌入、零件翹曲等現(xiàn)象。大尺寸彈丸有利于增加硬度層深度,如圖7 所示,鄭海忠等研究報(bào)道了當(dāng)彈丸尺寸從1mm 變?yōu)?mm 時(shí),變形層深度從600μm 增至1600μm。
展望
隨著表面噴丸強(qiáng)化技術(shù)的快速發(fā)展, 噴丸強(qiáng)化表面完整性對(duì)材料及零件性能影響的重要性也越來越受到重視,針對(duì)噴丸強(qiáng)化表面完整性的研究也逐漸深入, 為實(shí)際工程的應(yīng)用提供了參考和依據(jù)。國內(nèi)目前針對(duì)噴丸強(qiáng)化表面完整性的基礎(chǔ)研究還有待深入,對(duì)表面完整性的評(píng)估與檢測(cè)體系尚不完善,因此,針對(duì)噴丸強(qiáng)化表面完整性的研究還有以下幾個(gè)方面有待加強(qiáng):
(1) 深入開展噴丸強(qiáng)化加工表面完整性的應(yīng)用基礎(chǔ)研究,揭示噴丸強(qiáng)化表面完整性特征的形成及產(chǎn)生的機(jī)理,建立噴丸強(qiáng)化表面完整性的理論模型及其評(píng)判體系;
(2)在航空航天等領(lǐng)域的抗疲勞零部件制造技術(shù)中,拓展噴丸強(qiáng)化加工表面完整性技術(shù)的應(yīng)用,依據(jù)實(shí)際服役性能的需求,綜合調(diào)控表面完整性各因素,實(shí)現(xiàn)所需性能的最優(yōu)化;
(3)基于表面完整性控制,開發(fā)新型表面噴丸強(qiáng)化技術(shù),獲得更大的表面完整性調(diào)控區(qū)間與更優(yōu)的效果,適應(yīng)新材料、新結(jié)構(gòu)和更復(fù)雜零部件的表面強(qiáng)化需求。
更多關(guān)于材料方面、材料腐蝕控制、材料科普等等方面的國內(nèi)外最新動(dòng)態(tài),我們網(wǎng)站會(huì)不斷更新。希望大家一直關(guān)注中國腐蝕與防護(hù)網(wǎng)http://www.ecorr.org
責(zé)任編輯:龐雪潔
《中國腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
投稿聯(lián)系:編輯部
電話:010-62313558-806
郵箱:ecorr_org@163.com
中國腐蝕與防護(hù)網(wǎng)官方 QQ群:140808414
免責(zé)聲明:本網(wǎng)站所轉(zhuǎn)載的文字、圖片與視頻資料版權(quán)歸原創(chuàng)作者所有,如果涉及侵權(quán),請(qǐng)第一時(shí)間聯(lián)系本網(wǎng)刪除。
-
標(biāo)簽: 航空材料, 金屬疲勞, 應(yīng)力腐蝕
相關(guān)文章

官方微信
《中國腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護(hù)網(wǎng)官方QQ群:140808414
文章推薦
點(diǎn)擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點(diǎn)擊數(shù):8125

腐蝕與“海上絲綢之路”
點(diǎn)擊數(shù):6461