
耐海水腐蝕鋼的腐蝕性能評價與機理研究
2018-07-04 12:28:59
作者:鄔早勤,尹紹江, 王云閣 來源:唐山中厚板有限公司,河鋼集團唐山鋼鐵公司技術中心
分享至:


0 前言
為了適應海洋環境中鋼鐵材料耐蝕性能的需要,許多國家已經開發出耐海水腐蝕鋼種,其中有美國研制的MARINER 鋼,屬于Ni - Cu - P系[1 - 3],Cu≥0. 50%,Ni 為0. 40% ~ 0. 65%,P為0. 08% ~ 0. 15%; 法國Pompey 公司研制的APS 鋼,屬于Cr - Al 系[4],Cr 含量4% 和Al 含量≥0. 6%; 日本研制的Mariloy 鋼,屬于Cr - Cu -Mo 系[4 - 6]。某工廠與北京科技大學合作,結合南海高溫、濕熱、高鹽度的苛刻腐蝕環境,成功開發出耐海水腐蝕鋼NHYNE36,該鋼種的力學性能滿足EH36 船板鋼力學性能指標。本文主要通過周期浸潤腐蝕試驗和鹽霧腐蝕試驗對耐海水腐蝕鋼NHYNE36 的腐蝕性能進行評價,通過掃描電鏡( SEM) 和光學顯微鏡分析了其腐蝕機理。
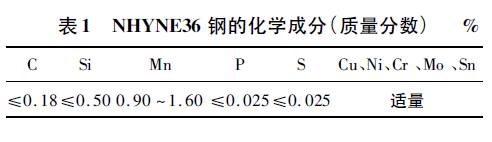
1 化學成分設計及生產工藝
耐海水腐蝕鋼NHYNE36 的化學成分如表1所示。
耐海水腐蝕鋼NHYNE36 經轉爐冶煉、LF 精煉、連鑄以及加熱爐加熱后,采用兩階段控制軋制,合理分配道次壓下量,有效控制開軋溫度、終軋溫度以及開冷溫度、終冷溫度等工藝參數,成功試制出厚度為16 mm 和20 mm 的成品板材。
2 周期浸潤腐蝕試驗及相關分析
2. 1 試驗方案
周期浸潤腐蝕試驗( 以下簡稱為周浸腐蝕試驗) 是模擬干濕交替環境的一種試驗方法,試驗環境比較適合于耐海水腐蝕鋼的銹層形成,是快速檢驗材料耐海水腐蝕性能的主要手段[7]。試驗按照GB /T19746 - 2005 標準進行。
2. 1. 1 試驗準備
周浸腐蝕試驗的試樣從耐海水腐蝕鋼NHYNE36 成品鋼板上制取,試樣尺寸為60 mm ×30 mm × 5 mm,試樣的6 個表面經磨床處理后,在上端加工Φ2mm 孔,用800cw 砂紙打磨至表面狀態均勻一致。腐蝕前,試樣用丙酮溶液去油、酒精擦洗、吹干,然后置入干燥皿內,24 h 后測量其精確尺寸并稱量原始質量。
2. 1. 2 試驗溶液
8 ~ 9 L 水中溶解245. 34 g 氯化鈉( NaCl) 和40. 94 g 無水硫酸鈉( Na2SO4) ,緩慢加入0. 200 L標準溶液A 和0. 100 L 標準溶液B,用力攪拌,稀釋到10 L。用0. 1 mol 氫氧化鈉溶液將pH 值調到8. 2。
其中,標準溶液A 為將3 889 g 六水合氯化鎂( MgCl2·6H2O) 、405. 6 g 無水氯化鈣( CaCl2) 、14. 8 g 六水合氯化鍶( SrCl2·6H2O) 溶于蒸餾水或去離子水中并稀釋到7 L 獲得的溶液; 標準溶液B 為將486. 2 g 氯化鉀( KCI) 、140. 7 g 碳酸氫鈉( NaHCO3) 、70. 4 g 澳化鉀( KBr) 、19. 09 g 硼酸( H3BO3) 、2. 1 g 氟化鈉( NaF) 溶于去離子水中并稀釋到7 L 獲得的溶液。
2. 1. 3
試驗步驟試驗溫度( 25 ± 2) ℃,每一個周期循環時間( 60 ± 3) min,其中浸潤時間( 10 ± 1. 5) min。試驗周期為48 h、96 h、168 h、240 h,每24 h 更換1次溶液,定期取樣處理。
2. 2 試驗結果及討論
圖1 為耐海水腐蝕鋼NHYNE36 在不同周浸腐蝕試驗周期的表面腐蝕形貌。
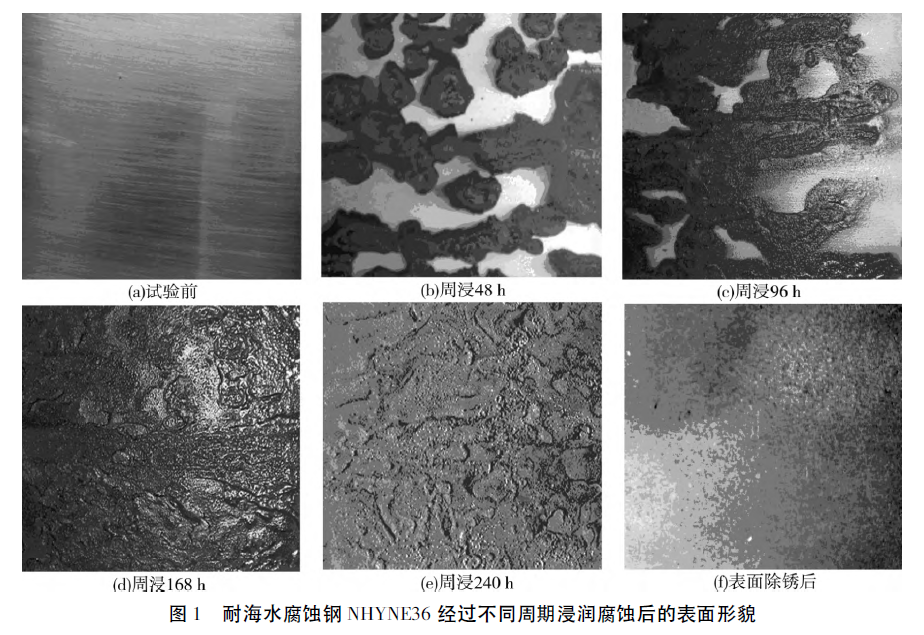
如圖1 所示,耐海水腐蝕鋼NHYNE36 周浸48 h 后,鋼板表面局部區域開始產生銹層,從致密的黑色銹層外表可觀察到一層淺紅色松軟的外銹層,周浸96 h 后銹層紅色加深,周浸168 h 后銹層全部覆蓋試樣表面,顏色呈暗紅色,紅色銹層下可觀察到一層黑色的致密銹層,銹層隨著腐蝕的進程變得更加致密,至240 h 時可從試樣表面觀察到一層松軟的外銹層,內銹層與基體緊密粘附,表面除銹后沒有發現點蝕等情況,說明試樣在試驗中發生了均勻性腐蝕。
對于經過不同周浸腐蝕周期的試樣,參照標準GB /T16545 - 1996 進行表面除銹處理,化學清洗液為在500 mL 鹽酸中加入3. 5 g 六次甲基四胺和去離子水配制而成的1 000 mL 溶液,除銹10min 左右后,用酒精清洗,吹干后置入干燥皿內,24 h 后稱重,計算試樣失重量和腐蝕速率。其失重腐蝕速率( CR) 和厚度腐蝕速率( LW) 計算分別如公式( 1 ~ 2) 。
失重腐蝕速率按照公式( 1) 計算:
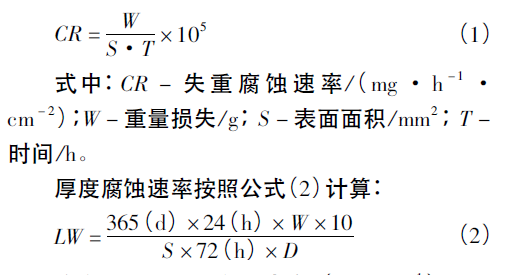
式中: LW - 厚度腐蝕速率/( mm·a - 1 ) ; W -重量損失/g; S - 表面面積/cm2 ; D - 試樣密度/( g·cm - 3 ) 。
從表2 可以看出,3 個試樣經過周浸腐蝕試驗后,平均失重腐蝕速率0. 268 2 mg /( h·cm2 ) ,平均厚度腐蝕速率為0. 301 5 mm/a。
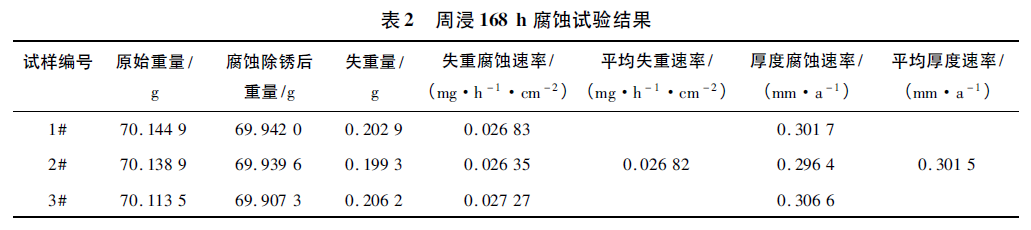
中國船級社( CCS) 要求船體結構鋼的厚度腐蝕速率≤5 mm/a,而日本對研制貨油艙用耐蝕鋼腐蝕速率的要求非常苛刻,厚度腐蝕速率≤1mm/a。從周浸腐蝕試驗結果來看,耐海水腐蝕鋼NHYNE36 達到或優于相關船級社的要求。
3 鹽霧腐蝕試驗及相關分析
鹽霧腐蝕試驗是一種使用非常廣泛的人工加速腐蝕試驗方法,適用于多種金屬材料和涂層檢驗。試驗中將樣品暴露于鹽霧試驗箱中,試驗時噴入霧化試驗溶液,細霧在自重作用下均勻地沉降在試樣表面[8]。
為了評價耐海水腐蝕鋼NHYNE36 的耐腐蝕性能,通過鹽霧腐蝕試驗進行研究和分析,試驗按照GB /T 10125 - 1997 標準要求采用中性鹽霧腐蝕,設備為CK/YWX - 90C 鹽霧腐蝕試驗箱。
3. 1 試驗方案
3. 1. 1 試驗準備
鹽霧腐蝕試驗用試樣從耐海水腐蝕鋼NHYNE36 成品鋼板上制取,試樣尺寸為60 mm ×30 mm × 5 mm,試樣的6 個表面經磨床處理后,再用800cw 砂紙打磨至表面狀態均勻一致。腐蝕前,試樣用丙酮溶液去油、酒精擦洗、吹干,然后置入干燥皿,24 h 后測量試樣的精確尺寸并稱量原始質量。
3. 1. 2 試驗步驟
用去離子水配成5% NaCl 溶液,pH 值為6. 7~ 7. 2,試驗溫度為( 35 ± 2) ℃,鹽霧沉降量為2mL /cm2·h,連續噴霧,試驗周期為48、96、168 h,按每個試驗周期取樣。
3. 2 試驗結果及相關分析
耐海水腐蝕鋼NHYNE36 在不同試驗周期的表面腐蝕形貌如圖2 所示。
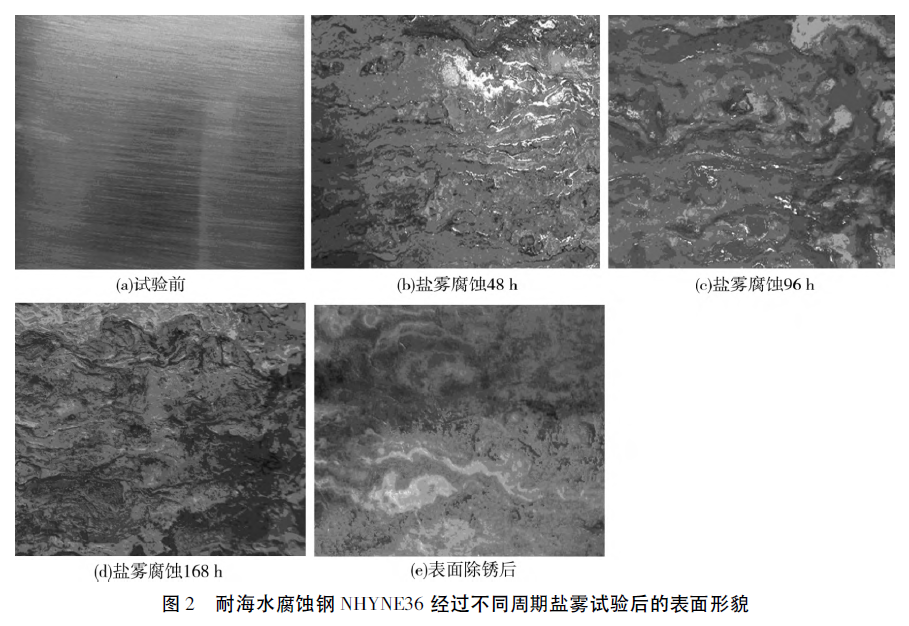
從圖中可以看到,耐海水腐蝕鋼試樣經過鹽霧腐蝕48 h 后,表面被一層淺紅色銹層包覆,可觀察到淺黑色的“山脊”,腐蝕96 h 后,試樣表面腐蝕明顯加重,“山脊”更多更深,腐蝕168 h 后,銹層呈褐色,黑色“山脊”有所減少,表面可觀察到一層松軟的外銹層,表面除銹后,可明顯觀察到“山脊”區域留下的腐蝕痕跡,但未出現腐蝕坑等局部腐蝕現象,確定表面為均勻性腐蝕。
對于經過不同周期鹽霧腐蝕的試樣,采用與周浸腐蝕相同的方法除銹、清洗、吹干、稱重,并使用相同公式計算試樣的失重量、失重腐蝕速率和厚度腐蝕速率[9],計算結果如表3 所示。
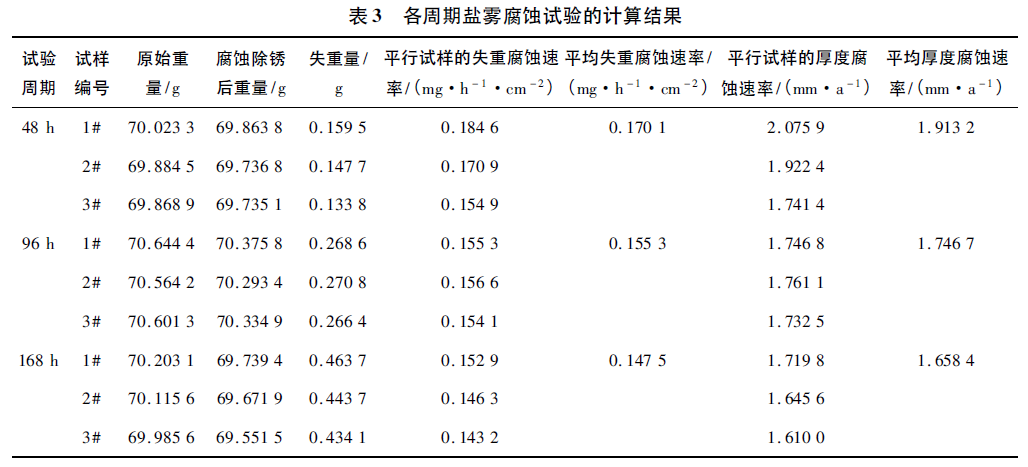
從表3 看出,3個試樣經過鹽霧腐蝕試驗后,48 h 平均失重腐蝕速率為0. 170 1 mg /h·cm2,96h 平均失重腐蝕速率為0. 155 3 mg /h·cm2,168 h平均失重腐蝕速率為0. 147 5 mg /h·cm2 ; 48 h 平均厚度腐蝕速率為1. 9132 mm/a,96 h 平均厚度腐蝕速率為1. 746 7 mm/a,168 h 平均厚度腐蝕速率為1. 658 4 mm/a。鹽霧腐蝕試驗后,對試驗結果進行了對比。
針對上述3 個鹽霧腐蝕試驗進行對比,發現平均厚度腐蝕速率在96 h 后趨于穩定,鹽霧試驗的結果優于中國船級社( CCS) 對船體結構鋼腐蝕速率的要求,接近日本貨油艙用耐蝕鋼的腐蝕速率要求。
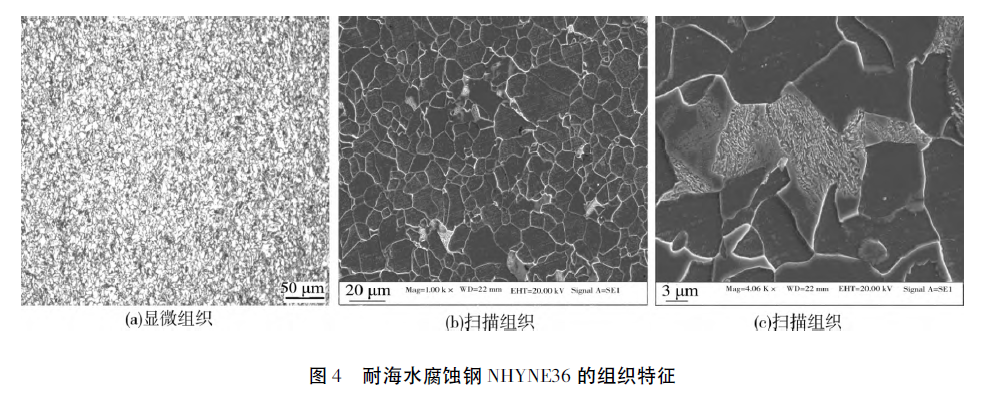
通過光學顯微鏡和掃描電鏡分析,表明耐海水腐蝕鋼的基體組織為單相多邊形鐵素體精細組織或極少量的珠光體,平均晶粒度達10 級以上。
其組織較普通碳錳結構鋼的鐵素體+ 珠光體雙相組織能更有效地降低鋼中原電池數量,從而提高基體的抗電化學腐蝕能力。耐海水腐蝕鋼的光學顯微組織和掃描電鏡組織見圖4。
4 耐海水腐蝕鋼耐腐蝕機理分析
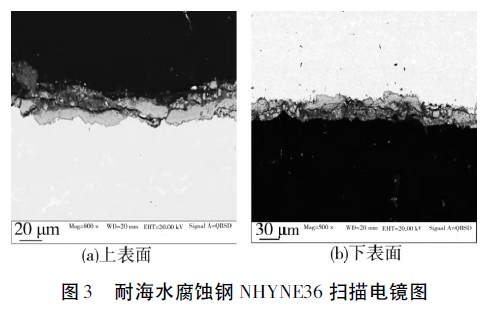
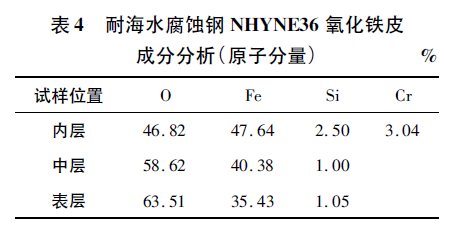
為了測定氧化鐵皮的成分,分別對內、中、外銹層進行能譜分析,結果見圖3 和表4。分析表明: 從外到內銹層的成分依次為Fe2O3、Fe3O4、FeO,此外在外銹層和中間銹層都發現了Si 元素,在內銹層中發現了Cr 元素,可形成致密氧化膜,有利于鋼板耐蝕性的提高。
通過光學顯微鏡和掃描電鏡分析,表明耐海水腐蝕鋼的基體組織為單相多邊形鐵素體精細組織或極少量的珠光體,平均晶粒度達10 級以上。
其組織較普通碳錳結構鋼的鐵素體+ 珠光體雙相組織能更有效地降低鋼中原電池數量,從而提高基體的抗電化學腐蝕能力。耐海水腐蝕鋼的光學顯微組織和掃描電鏡組織見圖4。
5 結論
( 1) 通過適量添加Cu、Ni、Cr 、Mo 、Sn 元素,成功開發了耐海水腐蝕鋼NHYNE36。
( 2) 周浸腐蝕試驗和鹽霧腐蝕試驗結果表明: 耐海水腐蝕鋼NHYNE36 的腐蝕性能接近或優于相關船級社的腐蝕要求。
( 3) 光學顯微鏡和掃描電鏡分析表明: 耐海水腐蝕鋼表面內銹層中發現的Cr 元素可形成致密氧化膜,有利于鋼板耐蝕性的提高; 基體組織為單相多邊形鐵素體精細組織或極少量的珠光體,可有效降低鋼中原電池數量,從而提高基體的抗電化學腐蝕能力。
更多關于材料方面、材料腐蝕控制、材料科普等方面的國內外最新動態,我們網站會不斷更新。希望大家一直關注中國腐蝕與防護網http://www.ecorr.org
責任編輯:王元
《中國腐蝕與防護網電子期刊》征訂啟事
投稿聯系:編輯部
電話:010-62313558-806
郵箱:fsfhzy666@163.com
中國腐蝕與防護網官方 QQ群:140808414
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62313558-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:5768

腐蝕與“海上絲綢之路”
點擊數:4763