
特殊結構銷軸熱處理裂紋出現后,如何處理?
2018-07-10 11:39:13
作者:康秀樂、張坤 來源:《金屬加工(熱加工)》雜志
分享至:


工程機械用多于建筑、水利、電力、道路、礦山、港口和國防等工程領域,工況復雜,作為聯接用銷軸零部件,在服役中承受強烈剪切、沖擊、彎曲和扭轉作用, 同時受到摩擦,除為滿足整機及環境應用需要設計復雜結構外,還要進行表面硬化有情特殊熱處理的方式保證銷軸具有良好的綜合性能,本文以推土機履帶銷軸為例,對生產過程中熱處理裂紋問題進行分析。
1.現狀描述
因履帶一般在使用場所完成最終的裝備,生產中將履帶連接成閉合環的最后一節履帶的銷軸稱為主銷軸,設計中常將主銷軸端部形狀設計異于普通銷軸以便于區分。如圖1為某型號主銷軸,兩端各有一個球窩以其區別于普通銷軸,一個敲擊臺以便于安裝,其成品端面形狀如圖1所示。

圖1 主銷軸
該主銷軸工藝流程:下料→車外形→車球窩→車臺階→熱處理→磨外圓→車端面。在熱處理的淬火工序中,在球窩內側出現裂紋,部分裂紋貫穿整個球窩,致使球窩從銷軸端部處掉落,裂紋形貌如圖2所示。

(a)主銷軸球窩完全掉落

(b)掉落球窩碎片

(c)球窩內部裂紋形貌
圖 2
2.原因分析
針對生產中可能產生裂紋的原因進行分析,分別對原材料,熱處理工藝、淬火液、工藝流程合理性進行分析。
(1)原材料分析對原材料的化學成分、非金屬夾雜、低倍組織等進行檢驗,均在技術要求范圍內。化學成分如附表所示。
化學成分(質量分數)(%)
|
元素 |
C |
Si |
Mn |
S |
P |
Cr |
B |
|
技術要求 |
0.44~0.48 |
0.15~0.35 |
0.6~0.9 |
≤0.02 |
≤0.015 |
≤0.3 |
0.00015~0.003 |
|
實測 |
0.48 |
0.27 |
0.76 |
0.016 |
0.006 |
0.185 |
0.002 |
(2)淬火工藝及淬火液分析
淬火加熱采用的是中頻感應加熱,橫向對比相同規格的普通銷軸,在淬火后沒有出現裂紋;縱向對比降低和提高加熱功率淬火裂紋均存在,因此判斷該裂紋與淬火加熱功率無直接關系。
分析淬火使用的水溫及某溶于水的有機淬火液濃度,工件入水時的水溫在技術要求之內且淬火液濃度在技術要求的中線,故淬火裂紋和淬火液亦無直接關系。
通過以上工藝試驗及現場工藝參數測試,表明主銷軸裂紋與淬火工藝及淬火液均無直接關系。
(3)工藝流程合理性分析
熱處理之前端部三維圖如圖3所示,處理后加工端面時車掉部分端面并加工出臺階后留下一個如圖4所示的淺球窩。通過對主銷軸工藝流程分析可知,由于球窩的存在以及加工工時產生的刀紋等因素使得球窩處形狀復雜、橫截面急劇變化、帶有尖角溝槽,成為淬火時易產生組織應力集中及熱應力集中的區域,易產生裂紋。
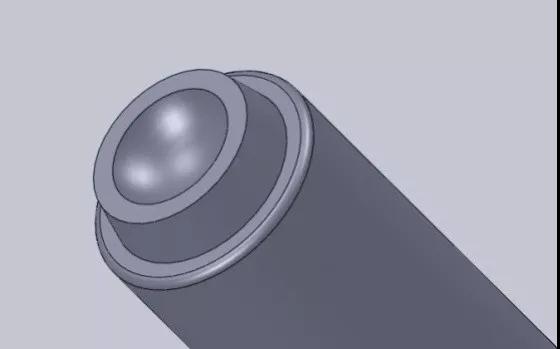
圖3 車外形后主銷軸端面
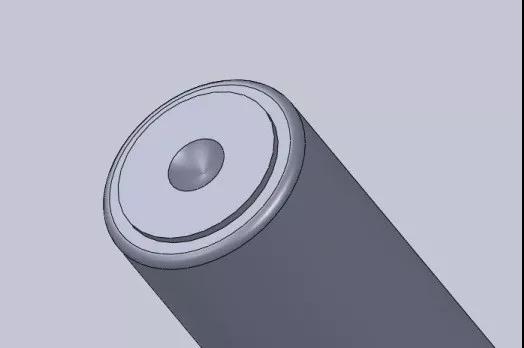
圖4 車端面后主銷軸端面圖
根據淬火時產生應力集中的原理及該型號主銷軸的工藝特點,理想的加工流程應為在熱處理后再進行端面球窩的機械加工。
3.工藝流程調整方案及可行性分析
調整前后的工藝流程:下料→車外形→熱處理→磨外圓→車端面→挖球窩→車臺階。車出外形然后熱處理,熱處理前主銷軸端面三維圖如圖5所示,熱處理后再進行車端面及球窩的加工。
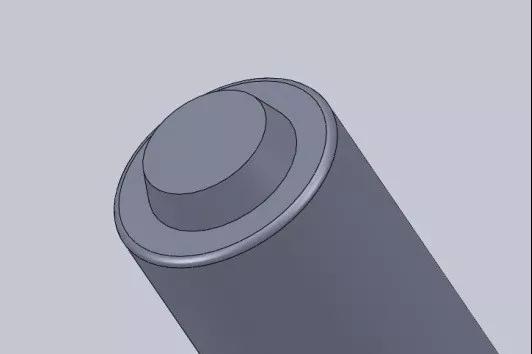
圖5 改變工藝流程后熱處理前端面三維圖
這樣軸的端部形狀平直,截面均勻,不易產生應力集中。調整工序后,由于在加工球窩前已經熱處理,端面硬度會受熱影響有所上升,故為驗證是否易于加工對熱處理后的端面硬度進行檢測,其硬度曲線如圖6所示,由圖可知,在球窩處的硬度受熱影響,氣硬度在38~43HRC之間,軸表面處硬度較高,因此熱處理后可以進行機械加工但是需要使用陶瓷刀片進行加工。
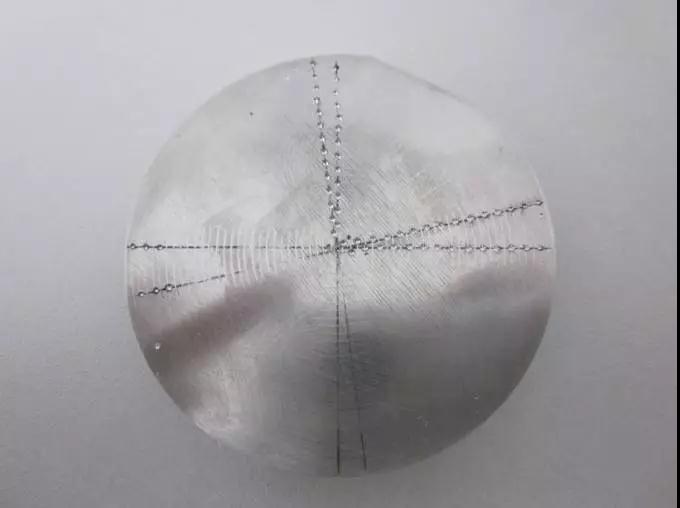
(a)測定熱處理后端面截面硬度位置點
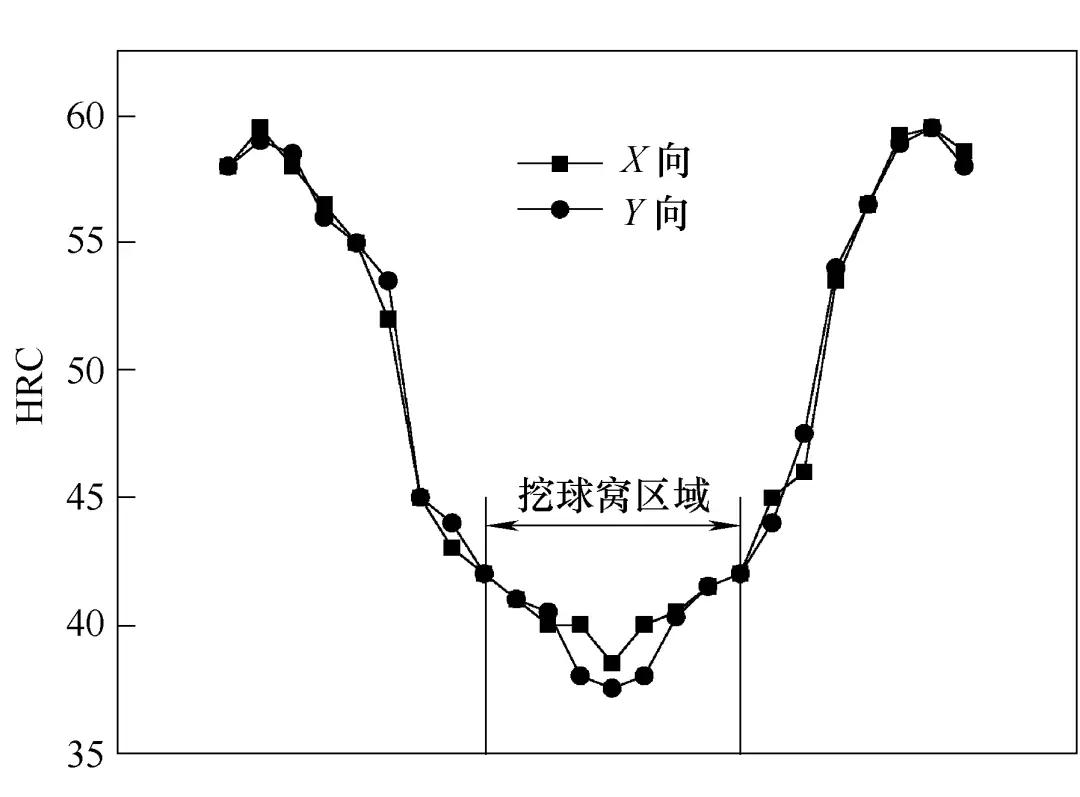
(b)熱處理后端面界面硬度曲線
圖 6
4.結果及總結
采用新工藝流程生產了7個批次共計3000余件主銷軸,沒有再出現裂紋現象。說明引起端面裂紋的主要原因是因其結構不合理引起的應力集中,文中采用的調整工藝流程的方法是有效的。
更多關于材料方面、材料腐蝕控制、材料科普等方面的國內外最新動態,我們網站會不斷更新。希望大家一直關注中國腐蝕與防護網http://www.ecorr.org
責任編輯:韓鑫
《中國腐蝕與防護網電子期刊》征訂啟事
投稿聯系:編輯部
電話:010-62313558-806
郵箱:fsfhzy666@163.com
中國腐蝕與防護網官方 QQ群:140808414
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62313558-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:5768

腐蝕與“海上絲綢之路”
點擊數:4763