
MTBE/1-丁烯裝置腐蝕原因分析及防腐建議
2019-06-25 09:55:44
作者:百若 來源:設備管理與防腐
分享至:


MTBE/1-丁烯裝置腐蝕原因分析及防腐建議某8萬噸/年MTBE與4萬噸/年1-丁烯裝置主要由MTBE單元、甲醇回收單元、1-丁烯精制單元組成。MTBE生產裝置是利用混合C4和甲醇為原料,在強酸性陽離子交換樹脂催化作用下,混合C4中的異丁烯和甲醇反應生成MTBE,反應產物中的過剩甲醇用水萃取、精餾進行回收。如果繼續生產1-丁烯產品,則相應有脫異丁烷系統和1-丁烯精制系統。
1腐蝕現狀調研
MTBE/1-丁烯裝置,于2006年開工投產以來,多次發生腐蝕問題影響生產運行。2008年甲醇水洗系統的洗滌水冷卻器和換熱器就出現部分列管腐蝕而封堵,2008年~2009年甲醇回收塔加料線因腐蝕破損3次部分更換管線,最后該管線被迫全部更換,2008年檢修期間發現反應塔回流槽入口管線在貯槽內腐蝕嚴重,2010年1月底,脫重塔冷凝器E-304A/B因腐蝕被迫停車,2010年4月因腐蝕造成脫輕塔回流泵P-303閥門無法關嚴,臨時停車維修泵,結果發現該泵葉輪腐蝕嚴重,2012年4月由于脫輕塔冷凝器E-303A/B腐蝕,造成循環水中帶碳四而被迫停車檢修, 2014年6月檢修期間,發現甲醇回收塔塔盤浮閥由于腐蝕造成脫落嚴重(約30%以上),反應塔回流泵P-206出口管線檢測不合格而局部更換,目前腐蝕已由水洗系統逐步擴展到后面的1-丁烯精制系統,涉及的設備由管線發展到泵和大型換熱器,具體主要腐蝕情況如下。
01 甲醇回收系統
在甲醇回收系統中,甲醇水洗塔T-203和甲醇回收塔T-204腐蝕最為嚴重。T-203塔頂壓力為0.45~0.55MPa,塔釜壓力為0.70~0.78 MPa,操作溫度為38~45 ℃,筒體材質為16MnR,塔盤材質為Q235-A。開工一年后,塔T-203的塔盤腐蝕嚴重,頂部腐蝕較輕,而塔釜腐蝕較重。甲醇回收塔T-204塔頂壓力為0.00~0.05 MPa,塔釜壓力為0.01~0.06 MPa,塔頂溫度為58~65 ℃,塔釜溫度為98~105 ℃,筒體材質為16MnR。塔T-204的加料管也有部分發生腐蝕泄露。塔T-204塔頂的甲醇冷凝器E-209的管束自2009年以來就發生了腐蝕,管程操作壓力0.4 MPa,介質為冷卻水,28 ℃/38 ℃(入口/出口溫度);殼程操作壓力為0.2 MPa,介質為甲醇,100 ℃/50 ℃(入口/出口溫度),筒體材質為16MnR;管板材質為16MnIII。管板與管束為脹接和焊接。
021-丁烯精餾系統
在1-丁烯精餾系統中,脫異丁烷塔T-301、1-丁烯精餾塔T-303和T-304塔都發生了腐蝕,其中T-304腐蝕較重。
塔T-301塔頂壓力為0.65-0.75 MPa,塔釜壓力為0.72-0.85 MPa,塔頂溫度為40-60 ℃,塔釜溫度為57-65℃,筒體材質為16MnR。脫異丁烷塔T-301的塔頂冷凝器E-303A/B發生腐蝕,管程操作壓力0.4 MPa,介質為冷卻水,28 ℃/38 ℃(入口/出口溫度);殼程操作壓力0.8 MPa,介質為異丁烷,50℃/35℃(入口/出口溫度);換熱管為2424根,材質為20#鋼,管板16MnIII ,管板與管束為脹接和焊接。
塔T-303塔頂壓力為0.42-0.50 MPa,塔釜壓力為0.50-0.66 MPa,塔頂溫度為40-55 ℃,塔釜溫度為50-56 ℃,筒體材質為16MnR。塔T-303的塔頂冷凝器E-304A/B的列管也發生了腐蝕泄露,管程操作壓力為0.4 MPa,介質為冷卻水,28 ℃/38 ℃(入口/出口溫度);殼程操作壓力為0.55 MPa,介質為1-丁烯;50℃/35℃(入口/出口溫度);換熱管為2424根,材質20#鋼,管板材質為16MnIII,管板與管束為脹接和焊接。塔T-304塔頂壓力為0.50-0.61 MPa,塔釜壓力為0.55-0.66 MPa,塔頂溫度為50 ℃-62.5 ℃,筒體材質為16MnR。
03其它
T201塔頂醚后碳四回流罐V-203腐蝕也較嚴重,其為臥式,溫度為65℃,壓力為1MPa,材質為16MnR。
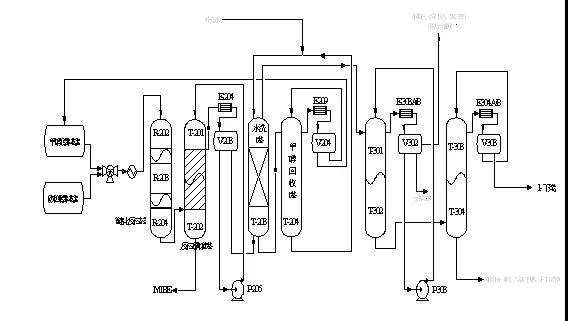
圖1 MTBE裝置工藝流程
2腐蝕原因分析
01腐蝕產物分析
表1 腐蝕產物元素含量
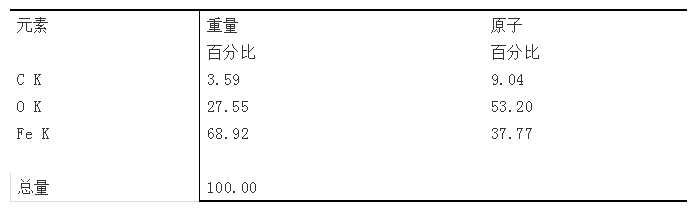
對裝置提供的設備腐蝕產物,進行掃描電鏡能譜分析。圖2為腐蝕產物粉末的能譜圖(EDS),表1為圖2所對應元素分析圖。由圖2和表1可知,腐蝕產物的化學成分為O、C、Fe,以鐵的氧化物為主。
02腐蝕介質分析
表2 裝置工藝水的pH值
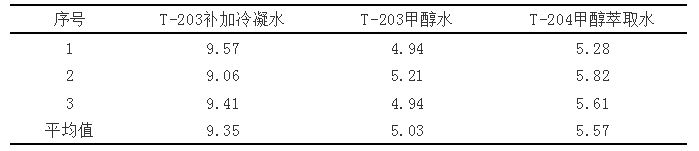
表3 裝置工藝水Fe2+濃度(mg/L)
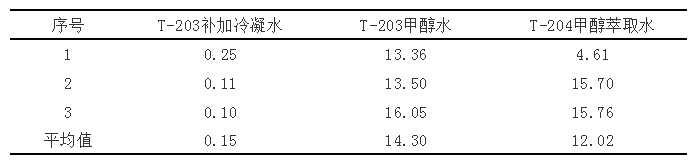
表4 裝置工藝水Cl-濃度(mg/L)
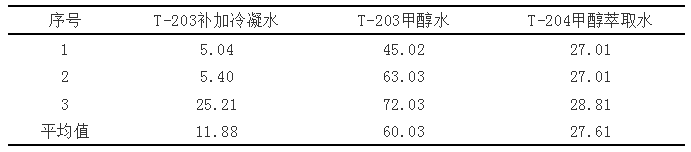
表5 裝置工藝水S2-濃度(mg/L)
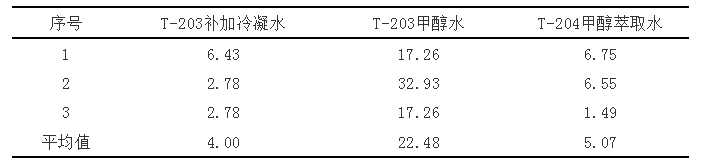
表2為裝置工藝水的pH值,表2~表5分別為裝置工藝水Fe2+、Cl-、S2-濃度。由表2~表5可知,三種工藝水中都發現存在Fe2+、Cl-、S2-,說明存在腐蝕。其中T-203甲醇水的pH值最低酸性最強,三次采樣的平均值為5.03,并且其Fe2+、Cl-、S2-含量也最高,三次采樣的平均值分別為14.30mg/L、60.03mg/L、22.48 mg/L,說明塔T-203的腐蝕較嚴重。T-203補加冷凝水的pH值最高,Fe2+、Cl-、S2-含量也最低。由此可知T-203的甲醇水對設備的腐蝕影響最大,其次是T-204的甲醇萃取水,次之是T-203的補加冷凝水。
03腐蝕原因分析
根據參考文獻、裝置工藝條件、實驗數據,分析設備腐蝕有以下原因:
(1)工藝水pH值較低,呈現較弱的酸性。當酸性物質與水充分接觸后,有較強的腐蝕性,當物料溫度升高時,這些酸性物質對設備的腐蝕作用也增強。其腐蝕反應式為:
陽極:Fe→Fe2++2e 陰極:2H++2e→H2
這些酸性物質來源于運行過程中脫落的磺酸基、新催化劑微孔中吸附的殘余硫酸和原料甲醇中可能含有的微量甲酸,但其主要來源于MTBE裝置所使用的大孔徑S型強酸性陽離子樹脂催化劑中脫落的磺酸基。
醚化反應催化劑是由苯乙烯和二乙苯按摩爾比1:1在特殊制孔劑作用下經懸浮聚合共聚生成球珠體,經98%濃度的硫酸磺化、水洗后,最終得到的具有大孔徑網狀、并帶有磺酸根基團的高分子聚合體。據相關資料表明,磺酸根中對位的磺酸根比較堅固,鄰位的次之,乙烯基團加入的磺酸根最不穩定。實際生產過程中,導致磺酸基的脫落的主要原因是由于反應溫度過高以及大量明水的存在,其反應式為:
高溫磺酸基脫落:RHSO3→RSO3+H+
水浸泡磺酸基脫落:RHSO3→R+H2SO4
原料抽余碳四中的異丁烯與甲醇在催化劑作用下發生醚化反應生成MTBE,該反應為可逆的放熱反應(△H=-37 KJ/mol),反應溫度不易控制,容易產生“飛溫”。明水的來源有三個方面:含水量為48-52%的S型強酸性陽離子樹脂;
副反應CH3OH + CH3OH → CH3OCH3 + H2O產生的水;
甲醇回收塔塔頂回收甲醇含有少量的水分。此外,當工藝水中存在溶解氧時,發生吸氧腐蝕,其陰極反應式也可能為:O2+H2O+4e→4OH-
塔T-203的補加冷凝水為脫鹽水,脫鹽水中含有溶解氧,同時原料甲醇罐中也可能溶有微量氧氣。對于T-203塔而言,由于系統中存在著活性氧,當物料經換熱器換熱后,氧的活性將隨著溫度升高而增加,不僅會發生析氫腐蝕,而且還存在吸氧腐蝕,產生了氧化鐵,此時以吸氧腐蝕占主導地位。氧化鐵的膠狀物隨循環萃取水返回萃取塔,經過塔盤分離時氧化鐵對塔壁又產生了氧化還原腐蝕,其反應式為:
2Fe3++Fe→3Fe2+
這就可以解釋萃取塔的萃取段腐蝕較重而沉降段腐蝕較輕的現象,萃取段的腐蝕呈現不均勻的斑駁狀也說明了這一點。
(2)Cl-腐蝕。雖然三次取樣補加水中Cl-含量平均值為11.88 mg/L,但由于工藝水循環利用,使得裝置中Cl-含量較高。Cl-的存在對金屬的鈍態起到直接的破壞作用,處于鈍態的金屬仍有一定的反應能力,即鈍化膜的溶解和修復(再鈍化)處于動平衡狀態。當介質中含有活性陰離子——氯離子時,平衡便受到破壞,氯離子優先地有選擇地吸附在鈍化膜上,把氧原子排擠掉,然后和鈍化膜中的陽離子結合成可溶性氯化物,結果在新露出的基底金屬的特定點上生成小蝕坑。另外,氯離子開裂敏感性會隨著溫度的升高和氯離子濃度的增大而增大,導致發生氯離子應力腐蝕開裂。
(3) S2-腐蝕。由于上游裝置脫硫不徹底,導致裝置進料中含有少量硫化物。在酸性環境下,雖然能形成附著能力很強的FeS保護膜,并且對進一步的腐蝕反應有一定的阻滯作用,但是FeS保護膜易遭到破壞,當介質中存在其它物質(Cl-、CO2等)會增加溶液的腐蝕性,特別當氯離子存在時,H2S和HCl相互促進使腐蝕加劇,可能產生氫鼓包、氫致開裂、應力誘導氫致開裂、硫化物應力腐蝕開裂等四種類型的破壞,通常發生在焊接接頭的熱影響區及高應力集中區,如接管處、幾何突變處、裂紋狀缺陷處或應力腐蝕開裂處等。
(4)磨損腐蝕。當腐蝕性流體在彎頭、三通、變徑管等處突然改變方向,對金屬及金屬表面的鈍化膜產生機械沖刷破壞作用,同時又對不斷露出的金屬表層發生激烈的電化學腐蝕,而造成腐蝕損傷。
3相關腐蝕建議
01嚴格操作,穩定工藝
日常操作過程中盡量避免工藝波動,盡可能控制在操作溫度的下限,絕對要避免超過催化劑的完全失活溫度(120℃)。對于反應精餾塔,最關鍵的是調整醇烯比、回流量和塔釜溫度。
02嚴把原料質量關
加強對原料碳四的脫水;原料甲醇盡可能使用優質品,控制其中的甲酸和水含量,關鍵確保甲醇回收塔塔頂回收甲醇的質量,嚴格防止精餾塔頂甲醇帶水。特別是裝置的三個放水點(原料碳四、醚后碳四和脫異丁烷塔頂)要及時將游離出來的水脫除,在設備檢修后要將設備內的水吹掃干凈。
定期更換離子過濾器內的催化劑,保證降低原料碳四及甲醇中夾帶的金屬陽離子(Na+、Fe2+、Ca2+)、硫化物和堿性物質等。在更換新催化劑后,設備投用前對新催化劑進行醇洗。
03加強監檢測工作
將甲醇萃取循環水pH值的測定作為日常監控項目,控制甲醇萃取循環水pH值在6.5~8.0,發現pH值降低時使用除鹽水更換系統工藝水,由于循環利用,需加大力度控制補充脫鹽水的溶解氧含量及Cl-含量。
對系統關鍵部位的pH值和原料碳四及甲醇中金屬離子、硫化物、堿性物質等進行定期監測,以便了解分析裝置的腐蝕情況。
04對系統進行工藝調查分析評估采取有效措施控制裝置腐蝕
如:萃取塔進料前或萃取液出口加裝陰離子交換床,交換出物料中所包含的酸根離子,氫離子和氫氧根離子結合生成水進入萃取系統;降低甲醇回收塔進料溫度以降低氧活性的辦法來減輕該換熱器和出口管線的腐蝕;降低加熱器出口溫度以減少相變量,降低換熱器出口物流速度、換熱器前加裝過濾器解決機械磨損問題;考慮采取擴大管徑來降低管線內的物料流速或合理設計管線走向來降低物料對管線彎頭部位的沖刷腐蝕;考慮采用加堿中和的方法控制甲醇萃取循環水pH值;甲醇回收系統中加裝除氧設施,加裝犧牲陽極以保護設備。
05其它
腐蝕嚴重部位使用工業緩蝕劑;關鍵腐蝕嚴重設備進行材質升級。
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
-
標簽: MTBE/1-丁烯裝置, 腐蝕原因分析, 防腐建議
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62313558-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:5768

腐蝕與“海上絲綢之路”
點擊數:4763