
回顧 | 一文看懂金屬材料焊接(附標準匯總)
2020-02-19 14:06:24
作者:材易通 來源:材易通
分享至:


焊接基本介紹
1、焊接簡介
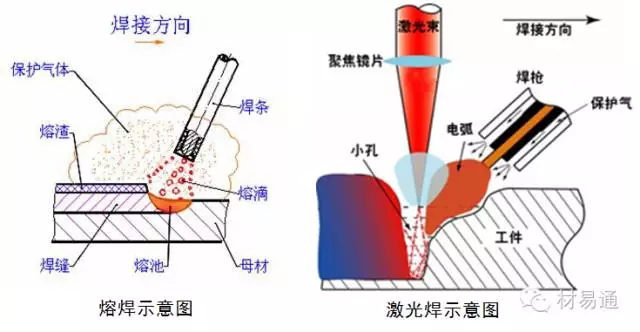
定義:焊接是通過加熱、加壓,或兩者并用,用或者不用焊材,使兩工件產生原子間相互擴散,形成冶金結合的加工工藝和聯接方式。
特點:
節省金屬材料,結構重量輕。
以小拼大、化大為小,制造重型、復雜的機器零部件,簡化鑄造、鍛造及切削加工工藝,獲得最佳技術經濟效果。
焊接接頭具有良好的力學性能和密封性。
能夠制造雙金屬結構,使材料的性能得到充分利用
2、焊接方法分類
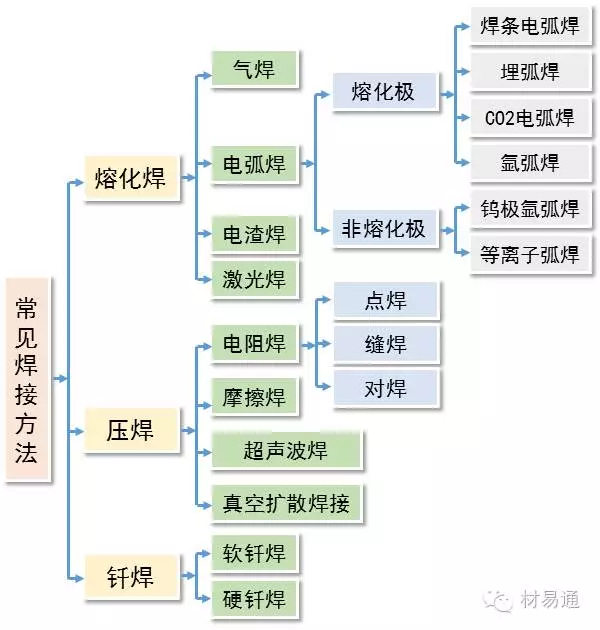
根據焊接時的工藝特點和木材金屬所處的狀態,可以把焊接方法分成:熔焊、壓焊和釬焊三類。
各類焊接方法發明年代及國家

3、焊接符號
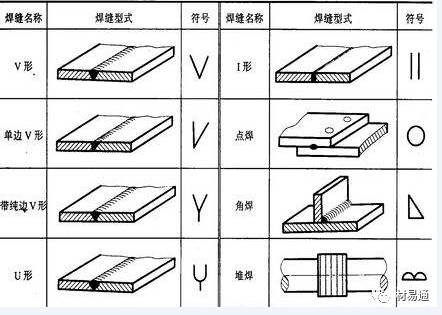
焊接符號是把在圖樣上用技術制圖方法所表示的焊縫的基本形式和尺寸采用一些符號來表示的方法。
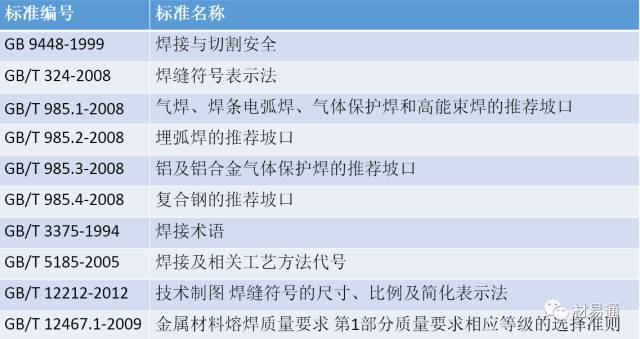
焊接符號能簡單、明了地在圖紙上說明焊縫的形狀、幾何尺寸和焊接方法。我國的焊接符號由國家標準GB/T 324-2008《焊縫符號表示方法》規定。
焊接符號可以表示:
所焊焊縫的位置。
焊縫橫截面形狀(坡口形狀)及坡口尺寸。
焊縫表面形狀特征。
表示焊縫某些特征或其他要求。
焊接材料
1、焊接材料簡介
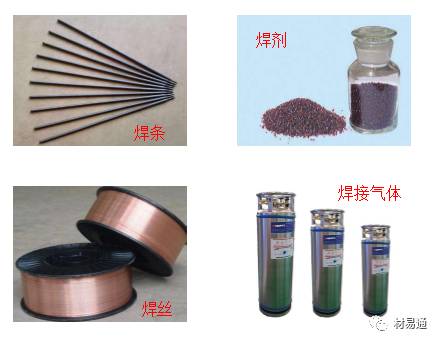
焊接材料是焊接時所消耗材料的統稱,包括焊條、焊絲、金屬粉末、焊劑、氣體等。手弧焊的焊接材料是焊條;埋弧焊及電渣焊的焊接材料是焊絲與焊劑;氣體保護焊的焊接材料則是焊絲與保護氣體。
焊條
焊條主要由焊芯與藥皮組成。
焊芯:焊條中被藥皮包敷的金屬絲叫焊芯。
作用:1、作電極產生電弧;2、焊芯熔化后成為填充金屬,與熔化的母材混合形成焊縫。
藥皮:涂敷在焊芯表面的有效成分。
組成:礦石粉末、鐵合金粉、有機物和化工制品等原料按一定比例配制后壓涂在焊芯表面上的一層涂料。
焊劑
焊劑是指焊接時能夠熔化形成熔渣和氣體,對熔化金屬起保護和冶金處理作用的一種物質。
焊劑和焊絲是埋弧焊、電渣焊時使用的焊接材料。焊劑相當于焊條藥皮,焊絲相當于焊條焊芯。(埋弧焊、電渣焊多用于焊接鋼、少數用于焊接有色金屬。)
焊絲
焊絲是焊接時作為填充金屬或同時作為導電用的金屬絲焊接材料。
在氣焊和鎢極氣體保護電弧焊時,焊絲用作填充金屬。
在埋弧焊、電渣焊和其他熔化極氣體保護電弧焊時,焊絲既是填充金屬,同時也是導電電極。
氣體
焊接氣體主要是指氣體保護焊中所用的保護性氣體和氣焊、切割時用的氣體,包括二氧化碳、氬氣、氦氣、氧氣、可燃氣體、混合氣體等。
焊接時保護氣體既是焊接區域的保護介質,也是產生電弧的氣體介質。
氣焊和切割主要依靠氣體燃燒時產生的熱量集中的高溫火焰完成。
2、焊接材料的選用
為了得到高質量的焊接接頭,首先要合理選擇焊接材料。由于焊接部件在運行中的工況有很大差異,母材的材質性能、成分千差萬別,部件的制造工藝錯綜復雜,因此需要從各方面綜合考慮對應的焊接材料。
選擇焊接材料應遵循以下原則:
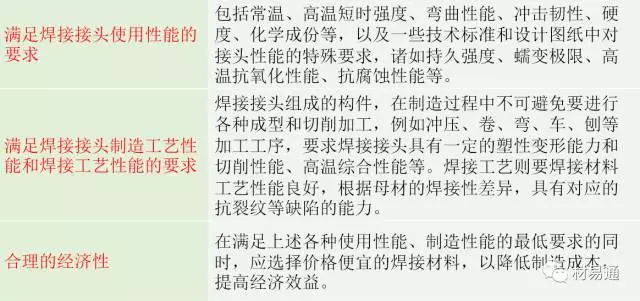
焊接設備
1、焊接設備簡介
焊接設備是指在焊接過程中所使用的各類設備,主要包括焊接能源設備、焊接機頭和焊接控制系統。
焊接能源設備:用于提供焊接所需的能源。
常用的是各種弧焊電源,也稱電焊機,弧焊電源一般有弧焊變壓器、直流弧焊發電機和弧焊整流器。
焊接機頭:作用是將焊接能源設備輸出的能量轉換成焊接熱,并不斷送進焊接材料,同時機頭自身向前移動,實現焊接。
焊接控制系統:它的作用是控制整個焊接過程,包括控制焊接程序和焊接規范參數。
一般的交流弧焊機沒有控制系統。高效或精密焊機用電子電路、數字電路和微處理機控制。
2、常用焊接設備

手弧焊

埋弧焊
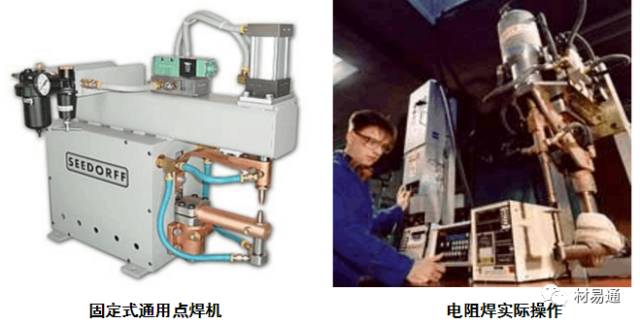
電阻焊

鎢極氬弧焊
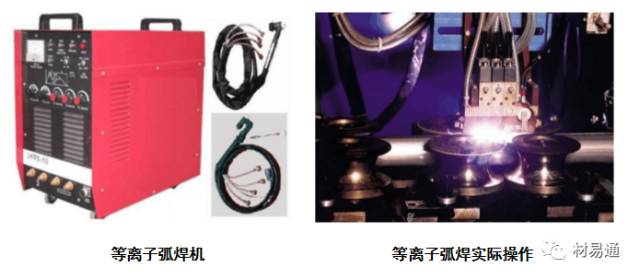
等離子弧焊接
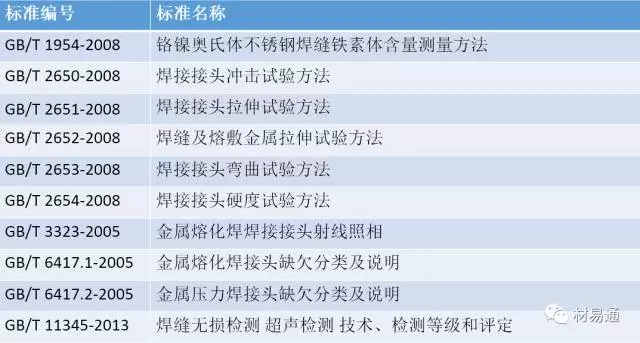
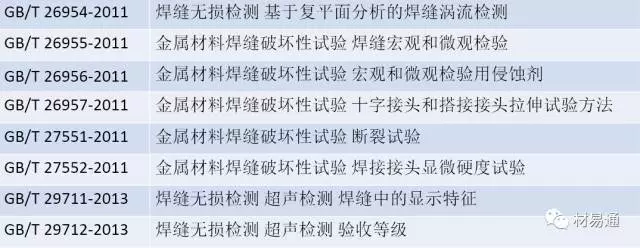
焊接缺陷及檢驗
1、常見的焊接缺陷
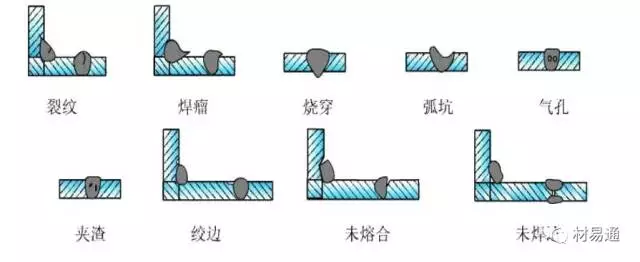
焊接接頭的不完整性稱為焊接缺陷,主要有裂紋、焊瘤、燒穿、弧坑、氣孔、夾渣、絞邊、未熔合、未焊透等。
2、焊接缺陷的檢驗方法
焊接缺陷會減少焊縫截面積,降低承載能力,產生應力集中,引起裂紋;降低疲勞強度,易引起焊件破裂導致脆斷。為了保證焊件在使用過程中能保持良好的使用性能,往往需要對焊件進行缺陷檢驗,發現并及時修復。
焊接缺陷的檢驗方法分為破壞性試驗和非破壞性試驗。

免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:7130

腐蝕與“海上絲綢之路”
點擊數:5741