
江科大腐蝕頂刊:激光粉床熔融Ti-6Al-4V的亞穩態點蝕行為!
2022-05-07 15:45:58
作者:材料科學與工程 來源:材料科學與工程
分享至:


激光粉床熔融技術制備的合金因為材料利用率高、生產周期短、不受目標零件幾何形狀約束等優點被廣泛應用于合金的加工制備。然而,激光粉床熔融制備的鈦合金因為其特殊的加工工藝,出現了傳統制備時沒有發現過的現象——點蝕。
為了進一步深入了解這個現象,江蘇科技大學材料科學與工程學院陳靚瑜副教授團隊與澳利大亞伊迪斯科文大學張來昌教授團隊對點蝕生長過程中的亞穩態點蝕階段進行了研究。首先通過電化學實驗對比了激光粉床熔融Ti-6Al-4V和退火態Ti-6Al-4V之間亞穩態點蝕現象的差異,然后確定了激光粉床熔融Ti-6Al-4V更容易出現點蝕,并且最后根據點缺陷模型嘗試建立亞穩態點蝕機制。該研究第一作者為崔雨薇碩士生,通訊作者為陳靚瑜副教授,相關研究結果以題為“Metastable pitting corrosion behavior of laserpowder bed fusion produced Ti-6Al-4V in Hank's solution”發表于Corrosion Science。
論文鏈接:
https://www.sciencedirect.com/science/article/abs/pii/S0010938X22002517

激光粉床熔融制備的Ti-6Al-4V出現了不同于退火態Ti-6Al-4V的微觀組織。在圖1(a)中可以發現,激光粉床熔融制備的Ti-6Al-4V主要由α′相組成,而退火態Ti-6Al-4V則呈現α + β的雙相組織。在圖1(b)中可以明顯觀察到針狀馬氏體α′相的微觀組織。這是因為激光粉床熔融加工過程中的快速冷卻,出現了同樣具有和其他金屬相似的HCP結構的α′相。而在圖1(c)中退火態Ti-6Al-4V呈現α + β的雙相結構。
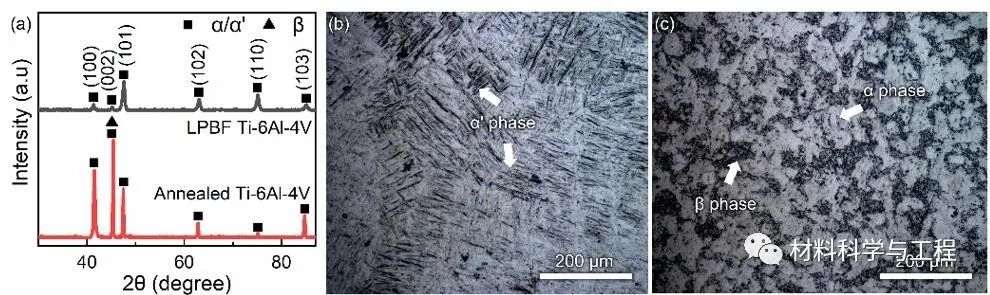
圖1 激光粉床熔融制備的Ti-6Al-4V和退火態Ti-6Al-4V的微觀結構:(a)XRD圖像,(b)激光粉床熔融制備的Ti-6Al-4V和(c)退火態Ti-6Al-4V光學圖像
靜電位極化測試確定激光粉床熔融制備的Ti-6Al-4V亞穩態點蝕出現更為頻繁。在鈍化過程中亞穩態點蝕總會引起尖銳的陽極電流瞬變(圖2中那樣的陽極電流尖峰),這些瞬變會打破較穩定的背景鈍化電流。這些瞬變激增總是沿著陽極方向,可以和背景電流清楚區分開。值得注意的是,亞穩態點蝕會很快被鈍化膜自我修復而消失。理論上講,即使是被修復了,出現過亞穩態點蝕的區域仍是點蝕會發生的高頻地帶。因此,對于兩個材料的亞穩態點蝕現象的理解以及深層次關系的探究非常重要。圖2(a)和(b)中激光粉床熔融制備的Ti-6Al-4V的尖峰明顯多于且強于退火態的。隨著外加電壓的增大陽極電流尖峰的密度和強度也都增大。圖2(c)和(d)分別是在漢克斯溶液中,經過1.0 VSCE的靜電位極化2500 s后兩種樣品表面的SEM圖像。在圖2(c)中白色的點圈標注出了激光粉床熔融生產的Ti-6Al-4V表面的一個蝕坑,而退火態表面并沒有發現類似的蝕坑。圖2(b)中可以看出1.0 VSCE的靜電位極化下,退火態是有一些小的尖峰,表明蝕坑的尺寸也非常小,所以SEM圖片很難找到。
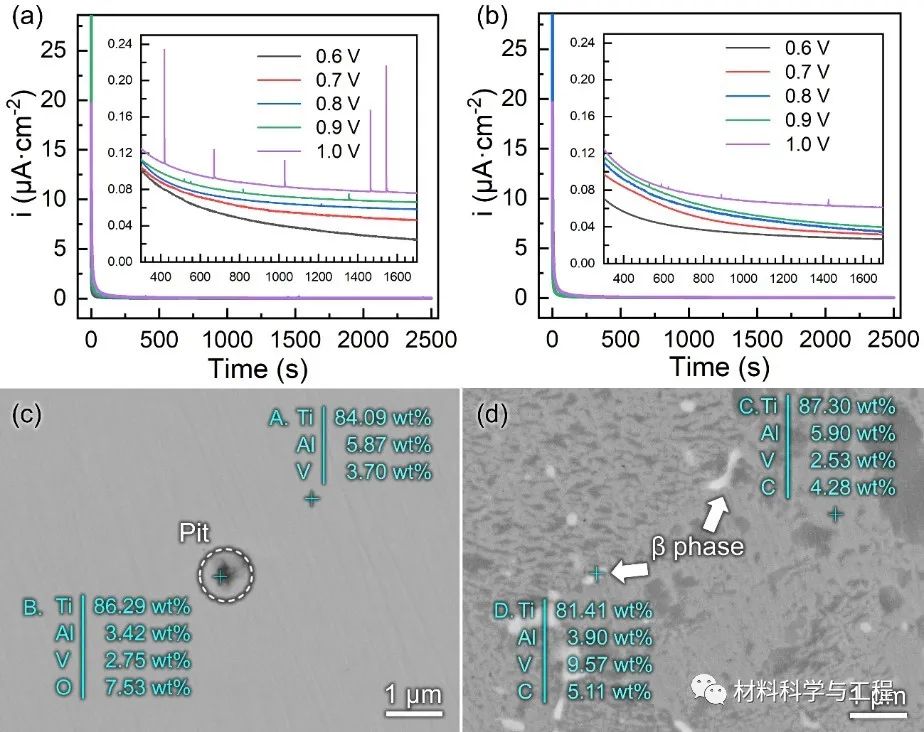
圖2 (a)激光粉床熔融制備的Ti-6Al-4V和(b)退火態Ti-6Al-4V在37 ℃的漢克斯溶液中0.6,0.7,0.8,0.9和1.0 VSCE的外加電壓下的靜電位極化曲線圖(其中插入圖是300到1700s的放大區域),(c)激光粉床熔融制備的Ti-6Al-4V和(d)退火態Ti-6Al-4V在37 ℃ 1.0 VSCE的漢克斯溶液中靜電位極化測試之后的SEM圖像
圖3對于兩種制備方法下的Ti-6Al-4V點蝕成核頻率分別進行了統計,這是通過靜電位極化曲線中發現的電流尖峰來計數的。根據不同的時期,圖線被均勻分成五個區域,然后對每個期間的電流尖峰的出現次數進行計數。每組數據是500 s統計一次,并且在每段時期末展現出來這組數據的具體情況。在0.7 VSCE的外加電壓下,激光粉床熔融制備的Ti-6Al-4V在每個區域內都表現出比退火態更高的點蝕成核頻率。同時,其他電壓下,也都基本是激光粉床熔融制備的Ti-6Al-4V的點蝕成核頻率更高。雖然點蝕成核隨機性很強,但是總的來說激光粉床熔融制備的Ti-6Al-4V比退火態有著更高的成核頻率也就意味著點蝕發生可能性也更大。
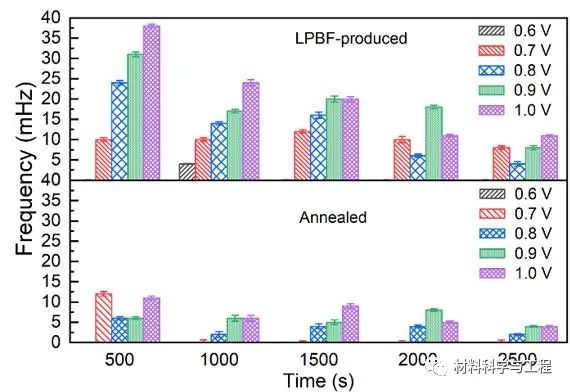
圖3 激光粉床熔融制備的Ti-6Al-4V和退火態Ti-6Al-4V點蝕成核頻率統計對比
通過Mott–Schottky計算得到在激光粉床熔融Ti-6Al-4V表面形成的鈍化膜有更高的氧空位通量(圖4),從而可以吸附更多的侵蝕性離子,從而導致大量的陽離子空位。根據PDM模型,侵蝕性離子(像Cl-,Br-等)通過圖片會優先被吸附到表面。因此,圖片會被消耗,在局部區域產生正電荷,引起反應產生陰離子/陽離子空位對。在循環過程中,新生成的圖片會和鈍化膜表面更多的侵蝕性離子反應,從而產生更多的陰離子/陽離子空位對。
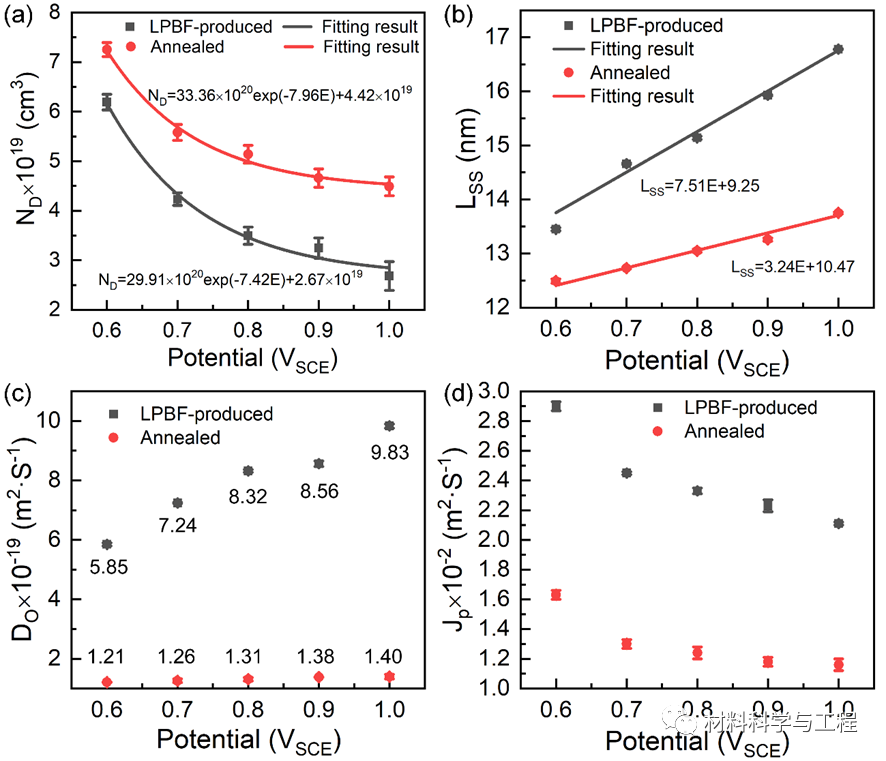
圖4 計算得到激光粉床熔融制備的Ti-6Al-4V和退火態的在不同電壓下漢克斯溶液中形成的鈍化膜的(a)厚度(LSS),(b)空位密度(ND),(c)空位擴散系數(DO)和(d)空位通量(JP)
從圖5看出,在腐蝕過程中生成的陽離子空位會擴散到金屬/膜界面,并被陽離子湮滅,如果在金屬/膜界面的陽離子空位并沒有通過湮滅反應完全被消除,多余的空位將會凝結成一個空洞并導致鈍化膜和基體局部剝離。在這樣的情況下,如果基體發生再鈍化,亞穩態點蝕將會發生,靜電位極化曲線中的電流密度會激增但又很快下降到平均水平;如果基體沒有再鈍化,穩態點蝕便會形成。因此,膜與金屬界面上的離子和氧空位的結合對陽離子空位的形成有很大的影響。如果更多的氧空位被輸送到金屬/膜界面(即氧空位通量),則會吸附更多的侵蝕性離子,產生更多的陽離子空位。高濃度的陽離子空位會導致金屬與膜之間產生空洞,從而增加亞穩態點蝕發生的概率。
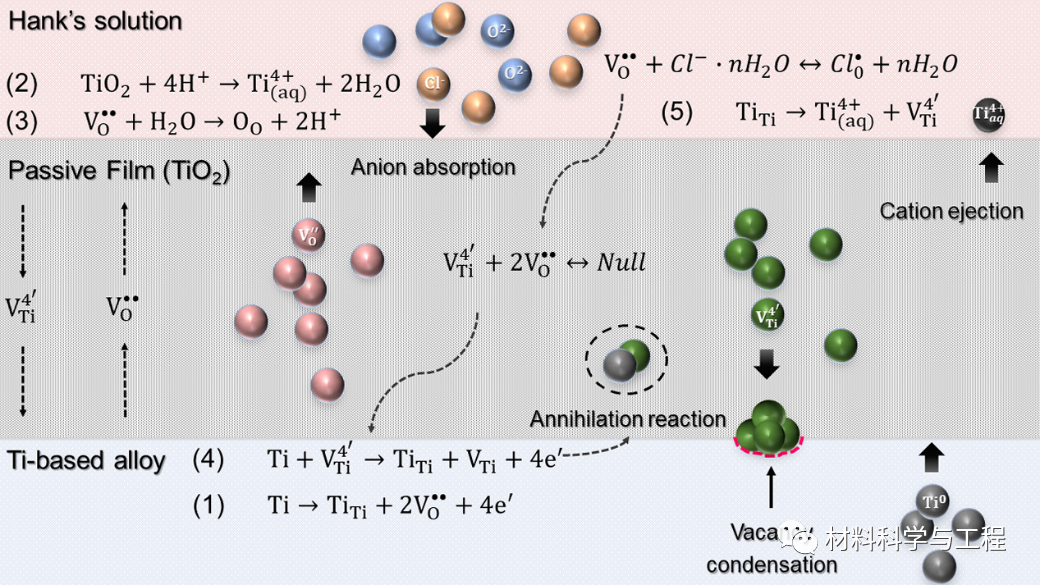
圖5 根據點缺陷模型確定鈍化膜生長和溶解機制:反應(1)-(5)是在鈍化膜內發生的物理化學過程。
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:8148

腐蝕與“海上絲綢之路”
點擊數:6486