
激光重熔YSZ熱障涂層950 ℃的熱腐蝕行為
2021-05-27 13:36:13
作者:虞禮嘉, 梁文萍, 林浩, 繆強(qiáng), 黃彪子, 崔世宇 來源:中國腐蝕與防護(hù)學(xué)報
分享至:


摘要
研究了等離子噴涂熱障涂層 (TBCs) 和激光重熔熱障涂層在75%Na2SO4+25%NaCl (質(zhì)量分?jǐn)?shù)) 熔鹽中不同時間下的熱腐蝕性能。通過SEM和XRD分析了熱腐蝕后兩種熱障涂層表面和截面的微觀形貌和物相組成。結(jié)果表明,未經(jīng)過激光重熔的涂層在前50 h的熱腐蝕過程中重量增加;在后續(xù)腐蝕過程中重量減小,100 h時腐蝕減重達(dá)到了6.8 mg/cm2,同時出現(xiàn)了涂層剝落的現(xiàn)象;表面物相分析檢測到ZrO2和Y2(SO4)3相。激光重熔熱障涂層在熱腐蝕過程中重量一直在增加;后期階段趨于平緩,100 h時腐蝕增重為3.7 mg/cm2;表面物相分析僅檢測到ZrO2相。激光重熔改善了熱障涂層的抗熱腐蝕性能。
關(guān)鍵詞: 熱障涂層 ; 等離子噴涂 ; 激光重熔 ; 熱腐蝕 ; 鎳基高溫合金
GH4169合金是一種鎳基時效強(qiáng)化高溫合金,在高溫下具有較好的力學(xué)性能、熱工藝性能和焊接性能,可在-253~650 ℃范圍內(nèi)使用,也可在約800 ℃短時間使用,目前多應(yīng)用于航空發(fā)動機(jī)渦輪盤、葉片等結(jié)構(gòu)件[1,2]。隨著航空、航天技術(shù)發(fā)展,高溫合金的使用溫度越來越高,熱障涂層 (TBCs) 對進(jìn)一步提高合金材料的使用溫度發(fā)揮著重要作用,其可以提高使用溫度150~200 ℃,在提高航空發(fā)動機(jī)服役壽命的同時提升工作效率,降低油耗[3,4]。
熱障涂層在服役過程中經(jīng)常受到高溫氧化、熱腐蝕、沖蝕等侵害,特別是對航空發(fā)動機(jī),燃料中的Na和S對涂層產(chǎn)生熔鹽熱腐蝕,是降低其使用壽命的一個重要因素[5,6,7],因此對熱障涂層熱腐蝕性能進(jìn)行研究是非常必要的。由于目前等離子噴涂技術(shù)的局限性,制備的熱障涂層孔洞、裂紋較多,與基體結(jié)合性較差,抗熱疲勞與裂紋擴(kuò)展能力相對較差。激光重熔為進(jìn)一步改善等離子噴涂TBCs性能提供了新的途徑。激光重熔能消除涂層的層狀結(jié)構(gòu)、大部分孔隙和氧化物夾雜,形成均勻致密的陶瓷涂層,保證了涂層的性能,從而提高工件的使用壽命[8,9]。
GH4169合金作為航空發(fā)動機(jī)冷端部件材料在實際服役環(huán)境中,會存在短期極限工作溫度達(dá)到約950 ℃。為了探索熱障涂層在合金極限工作溫度下對基體的防護(hù)性能,故本工作中采用等離子噴涂方法在GH4169合金表面先制備了NiCoCrAlY粘結(jié)層,然后制備了ZrO2-7%Y2O3 (質(zhì)量分?jǐn)?shù)) 陶瓷涂層,并用激光重熔工藝對熱障涂層進(jìn)行處理,最后對比研究了噴涂態(tài)和激光重熔熱障涂層在950 ℃下75%Na2SO4+25%NaCl (質(zhì)量分?jǐn)?shù)) 復(fù)合熔鹽中的熱腐蝕行為。
1 實驗方法
1.1 實驗材料
實驗所選用的基體材料GH4169由北京航空材料研究院經(jīng)鍛造加工制成,化學(xué)成分為52.4Ni-18.4Cr-5.5Nb-3.2Mo-1.4Co-18.2Fe-0.9Ti (質(zhì)量分?jǐn)?shù),%)。使用電火花線切割機(jī),將合金加工成10 mm×10 mm×4 mm的片狀試樣。實驗所選用粘結(jié)層材料是由中州合金材料有限公司提供的Ni-25Co-18Cr-10Al-Y合金粉末 (質(zhì)量分?jǐn)?shù),%)。實驗所采用的陶瓷層材料是由錦州金江材料公司提供的7%Y2O3穩(wěn)定的ZrO2,原始粉末粒度為納米級,經(jīng)噴霧干燥團(tuán)聚后粒度在25~80 μm。
1.2 涂層制備工藝
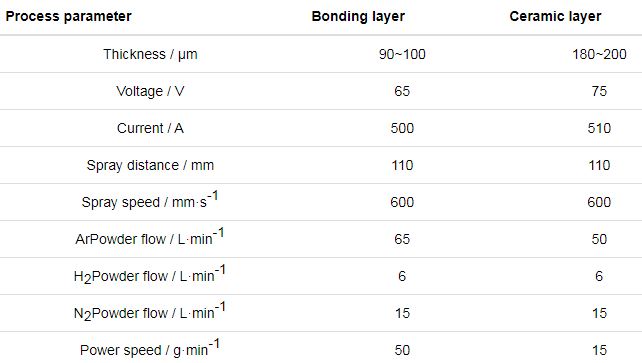
實驗采用等離子噴涂制備粘結(jié)層和陶瓷層。噴涂前試樣經(jīng)打磨、清洗、噴砂等預(yù)處理。經(jīng)過前期的探索和實驗,兩種涂層的等離子噴涂工藝參數(shù)見表1。噴涂時,激光功率550 W,掃描速率350 mm/min,光斑尺寸3 mm×3 mm,搭接量30%。
表1 等離子噴涂熱障涂層工藝參數(shù)
1.3 熱腐蝕實驗方法
將未處理和激光重熔的兩種熱障涂層試樣用精度為0.1 mg的電子天平稱取重量后,在試樣表面用毛刷涂抹一層預(yù)先配好的飽和鹽溶液,用干燥箱干燥后,再次稱取重量,控制試樣表面的鹽膜重量在2~3 mg/cm2。然后將涂有鹽膜的試樣分別放入陶瓷坩堝中,之后置于Muffle爐中。升溫速率設(shè)定為15 ℃/min,到達(dá)950 ℃開始保溫,每10 h取出試樣,并將其放入蒸餾水中多次煮沸,以除去試樣表面殘留的鹽膜,然后經(jīng)過干燥后再次稱重并觀察涂層表面宏觀形貌的變化。繼續(xù)重復(fù)以上實驗過程,直至實驗時間達(dá)到100 h。根據(jù)熱腐蝕過程中試樣重量變化繪制熱腐蝕動力學(xué)曲線。取熱腐蝕10,40和100 h的兩種熱障涂層試樣,一部分用作觀察涂層表面宏觀形貌;另一部分進(jìn)行鑲嵌、打磨、拋光、腐蝕后,用于掃描電鏡 (SEM,HITACHI S-4800型) 和X射線衍射 (XRD,D8ADVANCE) 分析。
2 結(jié)果與討論
2.1 兩種熱障涂層的表面形貌
圖1a是等離子噴涂熱障涂層的表面形貌。可以看出,涂層表面凹凸不平,顆粒大小不一,存在一定的孔隙和裂紋。這是由于等離子噴涂過程中,粉末顆粒被加熱至完全熔化或半熔化狀態(tài)后高速沖擊基體,部分粉末顆粒在等離子體焰流中停留時間短,未能完全融化,造成顆粒大小不同。由于顆粒快速凝固鋪展在基體表面,顆粒相互堆積,造成表面凹凸,且形成孔隙裂紋。圖1b是等離子噴涂熱障涂層經(jīng)過激光重熔后的表面微觀形貌。可以看出,涂層經(jīng)過激光重熔之后,表面整體光滑平整,涂層致密度高,沒有明顯的孔洞和裂紋,僅存在少部分激光重熔時的濺射顆粒。孔隙率的降低將提高涂層對基體的保護(hù)作用。
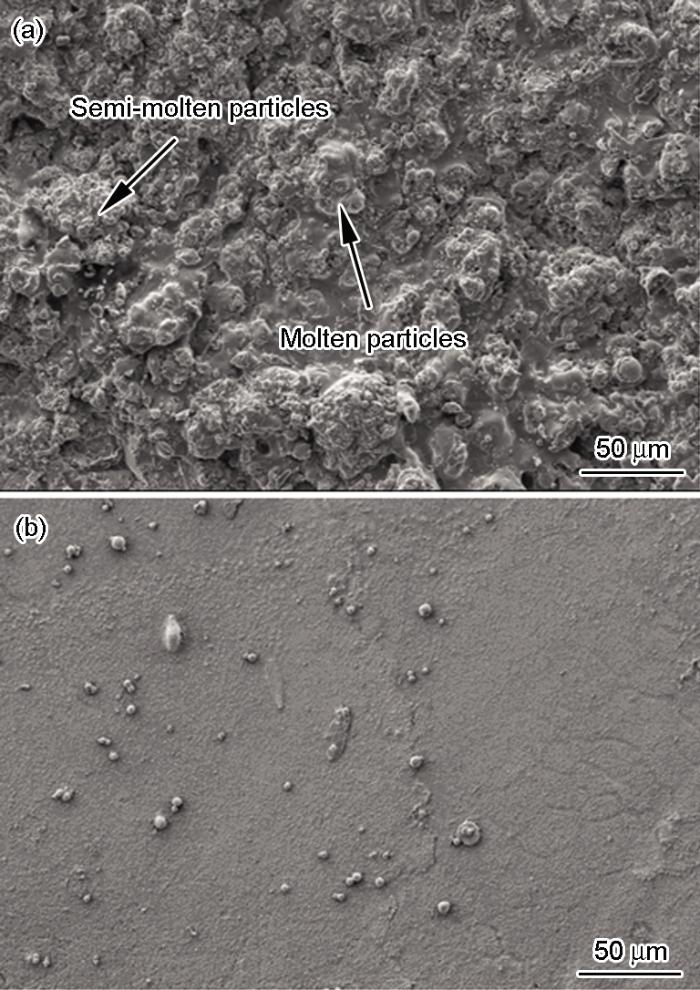
圖1 兩種熱障涂層表面微觀形貌
2.2 熱腐蝕動力學(xué)曲線
圖2是兩種熱障涂層在950 ℃下75%Na2SO4+25%NaCl混合熔鹽中熱腐蝕100 h的動力學(xué)曲線。可以看出,兩種熱障涂層的腐蝕動力學(xué)曲線規(guī)律完全不同。等離子噴涂熱障涂層在0~50 h腐蝕時間內(nèi),試樣質(zhì)量保持穩(wěn)定上升的趨勢,大致呈線性變化,說明在這個時間段內(nèi)涂層的抗腐蝕性能較好,很好地保護(hù)了基體合金。腐蝕達(dá)到50 h時,曲線出現(xiàn)極大值,增重為2.7 mg/cm2,說明此時涂層的抗腐蝕性能已經(jīng)達(dá)到極限。在50~100 h時間段內(nèi),動力學(xué)曲線出現(xiàn)了急劇的下降;當(dāng)腐蝕100 h后,此時出現(xiàn)了嚴(yán)重的減重現(xiàn)象,除去坩堝重量后的值為-6.8 mg/cm2。通過顯微觀察和XRD分析可見,部分陶瓷層在陶瓷層層間產(chǎn)生了剝落,而粘結(jié)層并未發(fā)生剝落。原因主要是陶瓷層的內(nèi)部缺陷導(dǎo)致的應(yīng)力集中,高溫下陶瓷層的燒結(jié)和熔鹽的滲入使陶瓷層內(nèi)裂紋擴(kuò)展。此時涂層已經(jīng)發(fā)生失效,對基體的保護(hù)作用在急劇衰退。熱腐蝕后試樣的截面照片可以進(jìn)一步驗證這一結(jié)論。激光重熔熱障涂層在0~50 h腐蝕時間內(nèi),保持類似的直線上升的趨勢,但在腐蝕增重的數(shù)值上明顯小于同時間未處理熱障涂層的。在50~100 h的腐蝕后期,由于陶瓷層激光重熔后致密的柱狀晶結(jié)構(gòu)消除了內(nèi)部大量的孔隙和裂紋,熔鹽僅消耗了表層的少量Y2O3和ZrO2后難以繼續(xù)滲透進(jìn)涂層內(nèi)部,使得腐蝕增重速率放緩,曲線趨于平滑。激光重熔在腐蝕100 h后,腐蝕增重達(dá)到3.7 mg/cm2,涂層仍然保持著一定的抗腐蝕性能。
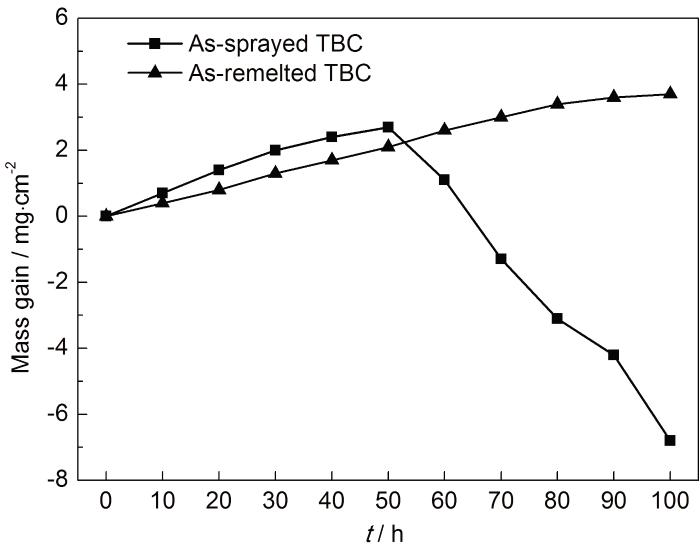
圖2 兩種熱障涂層熱腐蝕動力學(xué)曲線
2.3 熱腐蝕后涂層表面物相分析
圖3是兩種熱障涂層在950 ℃下75%Na2SO4+25%NaCl混合熔鹽中熱腐蝕不同時間后表面XRD譜。從圖3a中可以看出,噴涂態(tài)熱障涂層起初以t相、c相為主,經(jīng)過40 h的熱腐蝕之后,m相衍射峰開始變強(qiáng)。隨著時間的延長,m相衍射峰進(jìn)一步增強(qiáng),t相衍射峰減弱,表明m相體積分?jǐn)?shù)逐漸增多,而t相體積分?jǐn)?shù)在逐漸減小,驗證了涂層內(nèi)部在發(fā)生著t→m的轉(zhuǎn)變。同時出現(xiàn)了微弱的Y2(SO4)3相衍射峰,且隨腐蝕時間延長逐漸增強(qiáng),說明不斷有新的Y2(SO4)3相生成,反應(yīng)一直在進(jìn)行。而從圖3b中可以看出,隨著熱腐蝕的持續(xù)進(jìn)行,涂層內(nèi)部同樣地發(fā)生了t→m的相轉(zhuǎn)變,但和圖3a相比,m相的峰較弱,說明m相的轉(zhuǎn)變速率更低,體積分?jǐn)?shù)更小。同時,圖3b中沒有出現(xiàn)Y2(SO4)3,100 h后涂層表面成分主要還是ZrO2相,涂層表現(xiàn)出了良好的耐腐蝕性能[10]。
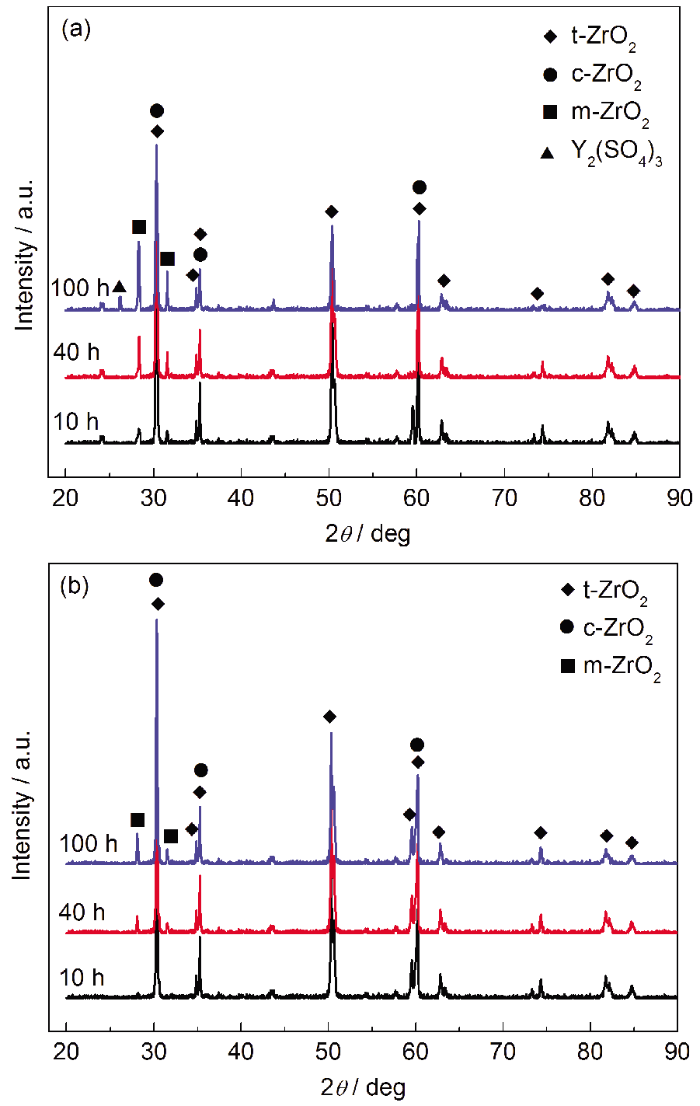
圖3 兩種熱障涂層熱腐蝕不同時間后表面的XRD譜
2.4 熱腐蝕后涂層表面微觀形貌觀察
圖4示出了噴涂態(tài)熱障涂層在950 ℃下75% Na2SO4+25%NaCl混合熔鹽中熱腐蝕不同時間后的表面微觀形貌。從圖4a中可以看出,涂層經(jīng)過熱腐蝕10 h后,表面開始變得疏松,出現(xiàn)了一些孔洞和溝壑,局部有剝落的現(xiàn)象,形成了腐蝕坑,且出現(xiàn)了一些細(xì)小的ZrO2顆粒,但此時涂層尚處于熱腐蝕孕育期,涂層具有較好的抗熱腐蝕性能。從圖4b中可以看出,經(jīng)過40 h的熱腐蝕,涂層的疏松程度加劇,表面顆粒之間出現(xiàn)了大量的網(wǎng)狀連接,顆粒尺寸相比于圖4a中的有一定程度的增大,但此時的涂層表面未出現(xiàn)大面積的剝落,說明涂層還保持著一定的抗腐蝕性能。從圖4c中可以看出,經(jīng)過100 h的腐蝕后,涂層表面基本破裂,出現(xiàn)了大面積剝落,顆粒尺寸進(jìn)一步長大,顆粒數(shù)量相比于圖4b而言急劇增多。其中還夾雜著小部分的長條狀顆粒,是熔鹽與涂層表面反應(yīng)產(chǎn)生的Y2(SO4)3[11]。
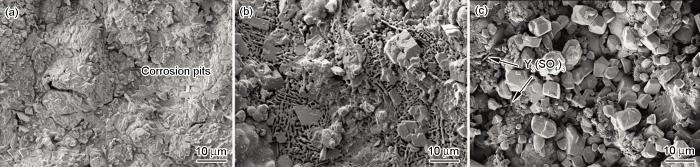
圖4 噴涂態(tài)熱障涂層熱腐蝕不同時間后的表面微觀形貌
圖5是激光重熔熱障涂層在950 ℃下75% Na2SO4+25%NaCl混合熔鹽中熱腐蝕不同時間后的表面微觀形貌照片。從圖5a中可以看到,經(jīng)過10 h熱腐蝕后,涂層表面依然平整光滑,結(jié)構(gòu)致密,晶界清晰,僅能看到細(xì)微的裂紋,此時涂層的抗腐蝕性能較好。從圖5b中可以得出,經(jīng)過40 h的熱腐蝕后,伴隨著體積的膨脹,產(chǎn)生了熱應(yīng)力,涂層表面出現(xiàn)了明顯的網(wǎng)狀裂紋和孔洞;與10 h腐蝕后的相比,表面依舊比較平滑,沒有發(fā)生涂層的剝落和破裂,此時涂層還具有抗腐蝕性能。從圖5c中可以看到,涂層表面分層較為明顯,表面的粗糙度增加,裂紋擴(kuò)展,導(dǎo)致涂層的表面發(fā)生了破裂,但未影響到涂層的核心部分。和噴涂態(tài)TBC相比 (圖4c),經(jīng)過100 h熱腐蝕后,激光熔覆熱障涂層仍然具有一定的抗腐蝕性能。
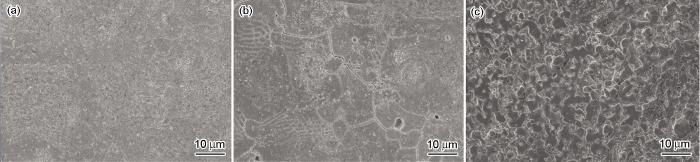
圖5 激光重熔熱障涂層熱腐蝕不同時間后的表面微觀形貌
2.5 熱腐蝕后涂層截面微觀形貌觀察
圖6是兩種熱障涂層在熱腐蝕100 h后的截面微觀形貌。從圖6a中可以看到,未激光重熔的涂層在經(jīng)過950 ℃/100 h熱腐蝕后,涂層內(nèi)部出現(xiàn)了大量的孔洞以及明顯的橫向和縱向裂紋。涂層存在大量裂紋,表明涂層此時易于發(fā)生剝落。根據(jù)XRD分析可知,陶瓷層中大量的Y2O3與熔鹽發(fā)生如下反應(yīng)[12]:

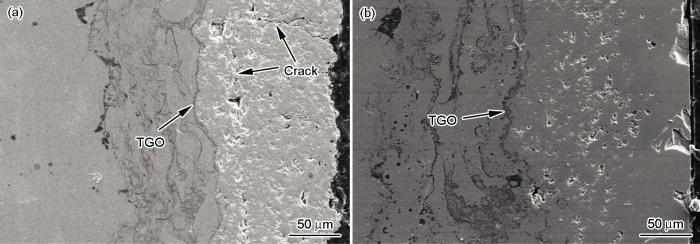
圖6 兩種熱障涂層熱腐蝕100 h后的截面微觀形貌
反應(yīng)生成Y2(SO4)3,Y含量的減少,導(dǎo)致陶瓷層中的ZrO2發(fā)生了t→m的轉(zhuǎn)變,同時伴隨著3%~5%陶瓷層體積的膨脹,使涂層中的拉應(yīng)力轉(zhuǎn)變?yōu)閴簯?yīng)力,導(dǎo)致熱腐蝕后涂層的層狀結(jié)構(gòu)出現(xiàn)破裂,部分破裂嚴(yán)重區(qū)域已經(jīng)從表面脫落,出現(xiàn)孔洞,這是裂紋產(chǎn)生的主要原因[13]。
從圖6b中可以看出,激光重熔處理后的涂層經(jīng)過950 ℃/100 h熱腐蝕后,涂層內(nèi)部也出現(xiàn)了一定數(shù)量的孔洞,但孔洞不連續(xù),沒有看到裂紋的產(chǎn)生,各層之間依舊結(jié)合緊密,較腐蝕之前未發(fā)生大的變化。同時從圖6a和b都可以看出,經(jīng)過長時間的高溫腐蝕涂層出現(xiàn)了高溫氧化現(xiàn)象,在陶瓷層和粘結(jié)層中出現(xiàn)了明顯連續(xù)的熱生長氧化物 (TGO),說明O通過熔鹽,滲透表面的陶瓷層進(jìn)入到涂層內(nèi)部,與粘結(jié)層中的元素發(fā)生反應(yīng),100 h后TGO的主要成分是Al2O3和Cr2O3[14,15,16]。但比較兩種熱障涂層中的TGO層,激光重熔熱障涂層中的TGO層更薄且不連續(xù),說明激光重熔后的陶瓷層一方面有效地阻礙了O的滲入,極大程度上減慢了TGO層的形成;另一方面封堵了熔鹽的擴(kuò)散通道,使熔鹽只能與表層的Y2O3和ZrO2反應(yīng),大大降低了體積膨脹應(yīng)力和腐蝕產(chǎn)物的生長應(yīng)力。相比于傳統(tǒng)的等離子噴涂陶瓷層的層片狀結(jié)構(gòu),激光重熔后的陶瓷層消除了層狀結(jié)構(gòu),同時也消除了大量裂紋、孔洞和未融化顆粒,形成柱狀晶結(jié)構(gòu)的致密重熔層。在阻礙外部元素滲入的同時,也減緩了在高溫下陶瓷層內(nèi)部裂紋向外擴(kuò)展的速率,減弱了內(nèi)應(yīng)力的生成,對基體形成更有效的保護(hù)。
同時從圖6中可以看到,在經(jīng)過100 h的熱腐蝕后,兩種熱障涂層與基體的界面都還保持良好的結(jié)合,界面清晰可見,說明涂層和基體的結(jié)合并沒有受到長時間熱腐蝕的影響。
結(jié)合熱腐蝕動力學(xué)曲線,從裂紋擴(kuò)展角度分析,熱障涂層剝落失效主要分為3個階段[17]:
第一階段:鈉鹽隨著溫度的上升,呈熔融態(tài)覆蓋在涂層表面形成鹽膜,經(jīng)過由熱噴涂形成的孔隙和裂紋進(jìn)入涂層內(nèi)部,直接增加了熔鹽與涂層的接觸面積。
第二階段:熔融鹽與陶瓷層內(nèi)的Y2O3發(fā)生反應(yīng),生成腐蝕產(chǎn)物。由于Y2O3不斷被消耗,使ZrO2失穩(wěn),發(fā)生t→m的相轉(zhuǎn)變,相變過程中伴隨著體積膨脹,使原有的裂紋發(fā)生擴(kuò)展,促進(jìn)了熱腐蝕進(jìn)一步深入涂層,腐蝕產(chǎn)物在裂紋處結(jié)晶長大,也為裂紋擴(kuò)展提供了熱生長應(yīng)力。經(jīng)過長時間熱腐蝕后,促進(jìn)了表面陶瓷層從陶瓷層內(nèi)的剝落。
第三階段:在冷卻過程中,涂層間熱膨脹系數(shù)不匹配引起的熱應(yīng)力,綜合作用于熱障涂層,最終導(dǎo)致涂層的失效剝落。
3 結(jié)論
(1) 等離子噴涂熱障涂層在950 ℃下75% Na2SO4+25%NaCl混合熔鹽中腐蝕50 h后達(dá)到性能極限,增重為2.7 mg/cm2;腐蝕100 h后出現(xiàn)了腐蝕減重,達(dá)到了-6.8 mg/cm2,涂層發(fā)生剝落,涂層失效。激光熔覆熱障涂層腐蝕100 h后,氧化增重為3.7 mg/cm2,涂層完好,仍然具有良好的抗熱腐蝕性能。
(2) 等離子噴涂熱障涂層在熱腐蝕過程中,涂層內(nèi)部出現(xiàn)了明顯的裂紋,且生成了一定厚度的連續(xù)的TGO;涂層表面Y2O3和熔鹽發(fā)生化學(xué)反應(yīng)生成Y2(SO4)3,Y2O3的減少使得ZrO2發(fā)生了t→m相的轉(zhuǎn)變,帶來涂層體積膨脹,加上腐蝕產(chǎn)物所帶來的熱生長應(yīng)力,促進(jìn)了內(nèi)部裂紋擴(kuò)展。激光重熔熱障涂層腐蝕100 h后,涂層內(nèi)部依然結(jié)合緊密,未產(chǎn)生裂紋;表面未與熔鹽發(fā)生反應(yīng),保持良好的抗熱腐蝕性能。
參考文獻(xiàn)
[1] Li H Y. Study of Microstructures and Properties of GH4169 Superalloy [D]. Shanghai: Donghua University, 2014
[1] 李胡燕. GH4169鎳基高溫合金的組織和性能研究 [D]. 上海: 東華大學(xué), 2014
[2] Schwant R C, Thamboo S V, Anderson A F, et al. Large 718 forgings for land based turbines [A]. Superalloys 718, 625, 706 and Various Derivatives [C]. Warrendale, PA, 1997
[3] Zhou H, Li F, He B, et al. Research progresses in materials for thermal barrier coatings [J]. Mater. Rev., 2006, 20: 40
[3] 周洪, 李飛, 何博等. 熱障涂層材料研究進(jìn)展 [J]. 材料導(dǎo)報, 2006, 20: 40
[4] He Y D, Qi H B. Introduction to Material Corrosion and Protection [M]. Beijing: China Machine Press, 2005
[4] 何業(yè)東, 齊慧濱. 材料腐蝕與防護(hù)概論 [M]. 北京: 機(jī)械工業(yè)出版社, 2005
[5] Liu L J, Li J Q. Mold Laser Strengthening and Remanufacturing Technology [M]. Beijing: Peking University Press, 2012: 136
[5] 劉立君, 李繼強(qiáng). 模具激光強(qiáng)化及修復(fù)再造技術(shù) [M]. 北京: 北京大學(xué)出版社, 2012: 136)
[6] Long X Q. Mechanism of hot corrosion in high temperature parts of aeroengine [J]. Total Corros. Control, 2003, 17(2): 9
[6] 隆小慶. 航空發(fā)動機(jī)高溫部件熱腐蝕機(jī)理的探討 [J]. 全面腐蝕控制, 2003, 17(2): 9)
[7] Zhang Z Y. Researches on high temperature oxidation, hot corrosion and thermal shock of Y2O3-ZrO2 thermal barrier coatings [D]. Harbin: Harbin Institute of Technology, 2010
[7] 張佐伊. Y2O3-ZrO2熱障涂層高溫氧化、腐蝕及抗熱震性能研究 [D]. 哈爾濱: 哈爾濱工業(yè)大學(xué), 2010
[8] Wang D S, Tian Z J, Shen L D, et al. Microstructure and high-temperature oxidation resistance of laser-remelted thermal barrier coatings on TiAl alloy surface [J]. J. Funct. Mater., 2009, 40: 578
[8] 王東生, 田宗軍, 沈理達(dá)等. TiAl合金表面激光重熔熱障涂層組織及抗高溫氧化性能 [J]. 功能材料, 2009, 40: 578
[9] Batista C, Portinha A, Ribeiro R M. Morphological and microstructural characterization of laser-glazed plasma-sprayed thermal barrier coatings [J]. Surf. Coat. Technol., 2006, 200: 2929
[10] Batista C, Portinha A, Ribeiro R M, et al. Evaluation of laser-glazed plasma-sprayed thermal barrier coatings under high temperature exposure to molten salts [J]. Surf. Coat. Technol., 2006, 200: 6783
[11] Wang D S, Tian Z J, Shen L D, et al. Hot corrosion resistance of plasma-sprayed conventional and nano-structured ZrO2-7%Y2O3 thermal barrier coating [J]. Hot Work. Technol., 2014, 43(8): 156
[11] 王東生, 田宗軍, 沈理達(dá)等. 等離子噴涂常規(guī)和納米ZrO2-7%Y2O3熱障涂層的熱腐蝕性能 [J]. 熱加工工藝, 2014, 43(8): 156)
[12] Jones R L. Some aspects of the hot corrosion of thermal barrier coatings [J]. J. Therm. Spray Technol., 1997, 6: 77
[13] Tsai P C, Lee J H, Chang C L. Improving the erosion resistance of plasma-sprayed zirconia thermal barrier coatings by laser glazing [J]. Surf. Coat. Technol., 2007, 202: 719
[14] Liu X J, Wang T, Li S S, et al. Formation and growth behavior of TGO in air plasma sprayed thermal barrier coatings at high temperature [J]. Surf. Technol., 2015, 44(11): 91
[14] 劉小菊, 王騰, 李偲偲等. 等離子噴涂熱障涂層高溫TGO的形成與生長研究 [J]. 表面技術(shù), 2015, 44(11): 91)
[15] Guan H R, Li M H, Sun X F, et al. Investigation on oxidation and failure of the thermal barrier coating deposited on superalloy [J]. Acta Metall. Sin., 2002, 38: 1133
[15] 管恒榮, 李美姮, 孫曉峰等. 高溫合金熱障涂層的氧化和失效研究 [J]. 金屬學(xué)報, 2002, 38: 1133
[16] Krogstad J A, Lepple M, Levi C G. Opportunities for improved TBC durability in the CeO2-TiO2-ZrO2 system [J]. Surf. Coat. Technol., 2013, 221: 44
[17] Keyvani A, Saremi M, Sohi M H. An investigation on oxidation, hot corrosion and mechanical properties of plasma-sprayed conventional and nanostructured YSZ coatings [J]. Surf. Coat. Technol., 2011, 206: 208
免責(zé)聲明:本網(wǎng)站所轉(zhuǎn)載的文字、圖片與視頻資料版權(quán)歸原創(chuàng)作者所有,如果涉及侵權(quán),請第一時間聯(lián)系本網(wǎng)刪除。
相關(guān)文章

官方微信
《中國腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護(hù)網(wǎng)官方QQ群:140808414
文章推薦
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數(shù):7130

腐蝕與“海上絲綢之路”
點擊數(shù):5741