
LNG儲罐底板角焊縫滲透檢測操作步驟
2021-11-05 11:43:36
作者: 工業小南點 來源: 工業小南點
分享至:


導讀:
大型儲罐在使用中受承載物料量的變化而發生受力狀態變化,尤其在其罐底板角焊縫受到的影響更大,容易產生疲勞裂紋。
因此必須經常對其進行跟蹤檢測,以免發生生產事故。
儲罐底板角焊縫的無損檢測方法由于結構的限制,常用滲透檢測。
而在對大型儲罐罐底板與壁板的角焊縫進行滲透檢測時,因其受力、結構以及表面光潔程度的影響,需要注意一些操作要點,以保證檢測結果的準確性。
所以本文先簡要談談大型儲罐底板與壁板角焊縫的受力情況,然后詳細闡述滲透檢測在大型儲罐底板角焊縫檢測中的應用。
一、型儲罐底板與壁板角焊縫的受力分析
大型儲罐罐底根據儲罐的工作狀態,其底板角焊縫的受力分內外側情況不同。
儲罐裝有液體物料時,罐底板受到液體的向下的靜壓力Fl,罐壁受到液體向外的作用力F2 ,罐底板外側邊緣板受地面向上的作用力F3。
從而導致內側焊縫受橫向拉應力m,外側焊縫受橫向壓應力n。
另外,兩側焊縫都受縱向拉應力q。焊縫截面受力如圖1。
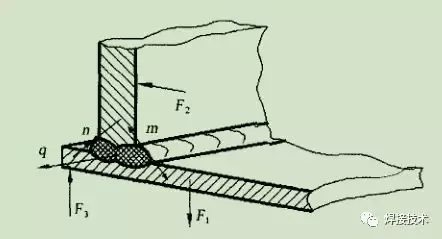
(圖1 罐底板、壁板和焊縫截面受力圖)
如果底板角焊縫外側和內側焊縫中存在橫向開口缺陷,則內側焊縫中的開口缺陷受拉應力的作用而張開,外側焊縫中的開口缺陷受到壓應力作用而閉合。
儲罐卸料后,焊縫中的應力就會得到松弛。
由于儲罐在使用的過程中須進行反復裝卸料操作,儲罐角焊縫承受頻繁的交變載荷,如果焊縫處存在焊接缺陷,容易產生疲勞性裂紋。
那么如何進行探傷呢?
二、罐底角焊縫探傷步驟
1.首先儲罐底角焊縫采用溶劑去除型著色檢測法。
2.探傷前的準備
3.預先將罐體清空洗凈吹干,人罐作業前要進行罐內含氧量和有害氣體測量,符合探傷操作的相關規定。
4.焊縫表面清理清理
角焊縫兩側油漆、油垢、泥漿和銹蝕等異物,使露出焊縫金屬。角焊縫外側采用噴砂方法清理,內側采用鋼絲網打磨方法清理。
5.表面預清洗
焊縫用丙酮或者香蕉水擦拭,以去除影響滲透的油垢、油污等,并待其干燥。
6.滲透
儲罐角焊縫和環境溫度應在10一50℃之間。滲透時,將滲透劑噴涂于焊縫表面,噴涂時噴嘴距焊縫表面200一300mm為宜,滲透時間應>10min,在整個滲透時間內必須保證滲透劑完全潤濕焊縫。
7.多余滲透劑去除
滲透完畢后,先用高級卷筒紙吸取表面多余滲透劑,再用干凈的布同方向擦拭焊縫,然后用沾有去除劑的布同方向擦洗。在擦洗的同時,再用干凈的布擦干受檢表面。
8.干燥
自然干燥5一130 min
9.顯像劑的噴涂
顯像劑的噴涂應薄而均勻,不可出現堆積現象。噴涂時噴嘴距焊縫表面一般為300一400mm,噴灑方向與受檢表面夾角為30°一40度,顯像時間為7一30min。
10.觀察
外側角焊縫可以在日光下觀察,內側角焊縫觀察時應選用較亮的安全燈,如使用裝有反光板的安全燈必要時要拆除防護網以免產生陰影。必要的時觀察顯示應采用5一10倍放大鏡。
11.記錄
將壁板第一層板以人孔或者排污口按逆時針或者順時針展開,則展開圖的下邊界為角焊縫邊,內外側焊縫應分開記錄。大型儲罐每一層壁板一般由幾塊板拼接而成。在展開圖上將沿兩塊板之間的縱縫依次編號。一發現缺陷就應測量缺陷到最近縱縫的距離并把數據記錄下來。缺陷影像應用數碼相機記錄后存人電腦以便日后查對。
三、應注意的質量問題
1.罐內作業要注意通風和防火。
2.為避免探傷劑損傷皮膚,探傷操作人員作業時須戴L口罩和膠皮手套。
3.探傷完畢后,應將帶有滲透液的廢紙,廢布等清理干凈,并清洗探傷痕跡,避免造成儲罐內的污染。
四、結語
大型儲罐在使用中受承載物料量的變化而發生受力狀態變化,尤其在其罐底板角焊縫受到的影響更大,容易產生疲勞裂紋。
因此必須經常對其進行跟蹤檢測,以免發生生產事故。
儲罐底板角焊縫的無損檢測方法由于結構的限制,常用滲透檢測。
有資料記載,對某公司5臺2000立以上的儲罐底板角焊縫進行滲透檢測、在內外角焊縫上均能檢出表面缺陷,從而有效地避免了儲罐泄漏事故發生。
滲透檢測工藝已趨成熟,本文簡要回顧滲透檢測,希望讀者有所收獲。
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:7130

腐蝕與“海上絲綢之路”
點擊數:5741