
專題 | 典型物理氣相沉積涂層海洋環境中的力學與電化學交互作用
2019-06-21 16:14:39
作者:王永欣 李金龍 王立平 薛群基 中國科學院寧波材料技術與工程 來源:《腐蝕防護之友》
分享至:


一、前言
進入本世紀以來,陸地資源開發殆盡且伴生環境問題日益嚴重,太空資源雖是向往卻難以在短時間內被轉化利用,富饒海洋資源成為全人類的希望所在。基于此,世界各國紛紛制定海洋戰略,海洋經濟已經成為當前國際競爭的焦點領域,海洋國防也已成為世界主流國家安全力量的重要體現。工欲善其事,必先利其器。先進的海洋裝備既是發展海洋藍色經濟的必要支撐,也是加強海洋國防力量的重要保障。然而對于服役于海洋環境的機械運動基礎件,如齒輪、軸承、閥門、緊固件、傳動鏈等,其工作面在力學與電化學交互作用下將不可避免地發生磨蝕損傷,損傷程度與損傷速度均明顯大于的單純腐蝕或單純磨損,成為制約海洋裝備長壽命可靠服役的瓶頸。在傳統整體材料難以滿足海洋環境超長壽命耐磨蝕要求,而新型海洋環境用長壽命耐磨蝕整體材料研制成本和難度均比較高的情況下,發展能夠在海洋環境中呈現出較強耐磨蝕特性的功能涂層,是控制海洋環境機械運動基礎件磨蝕損傷最為高效的技術途徑。
物理氣相沉積(Physical VaporDeposition, PVD),是指在真空狀態下用物理的方法將材料轉化成原子、分子或等離子體,并通過氣相過程在基體表面沉積一層具有特殊性能的薄膜技術,具體包括蒸發鍍、濺射度和離子鍍等幾大類。采用物理氣相沉積制備的氮化鉻基涂層、氮化鈦基涂層以及非晶碳基涂層等涂層材料摩擦磨損性能優異,已經廣泛應用于汽車、電子、航空航天以及裝備制造等眾多領域,并在相關行業部分關鍵機械運動基礎件表面發揮著不可替代的摩擦學防護作用。同時,此類涂層材料在海水等多種腐蝕性介質環境中的亦可呈現出良好的耐腐蝕性,因此在海洋環境關鍵機械零部件耐磨蝕防護方面顯示出巨大發展潛力。近年來,中國科學院寧波材料技術與工程研究所海洋功能材料團隊通過系統工作,解析了典型物理氣相沉積涂層海水環境磨蝕行為中的力學與電化學交互作用機理,探索了典型物理氣相沉積涂層海洋環境耐磨蝕結構設計方法,并實現了部分物理氣相沉積涂層體系海洋環境耐磨蝕應用示范。
二、海水環境磨蝕過程中的力學與電化學交互作用機理解析
1.氮化鉻基涂層
為建立氮化鉻基涂層海水環境中耐磨蝕防護科學基礎,團隊首先對比研究電弧離子鍍 CrN 涂層與 316L 不銹鋼海水環境中開路狀態及外加電場作用條件下磨蝕過程中的力學與電化學交互作用。結果發現,316L 不銹鋼雖然由于鈍化效應可在靜態環境中呈現出良好的耐蝕性,但在腐蝕磨損過程中受力學與電化學交互作用鈍化膜破裂失去耐蝕防護作用,腐蝕與磨損相互促進誘發嚴重的腐蝕磨損協同損傷,通過適當陰極保護可對不銹鋼材料腐蝕磨損現象起到抑制作用,但此類材料磨損促進腐蝕的材料損傷分量將隨電位的增加逐漸增加,而CrN 涂層則在靜態和動態條件下均可呈現出較強耐腐蝕特性,在開路狀態及較大電位變化范圍內海水環境腐蝕磨損主導性因素均為機械磨損,由于涂層本身具備較高的機械耐磨特性,從而在海水環境中呈現出了較高的耐磨蝕性能。
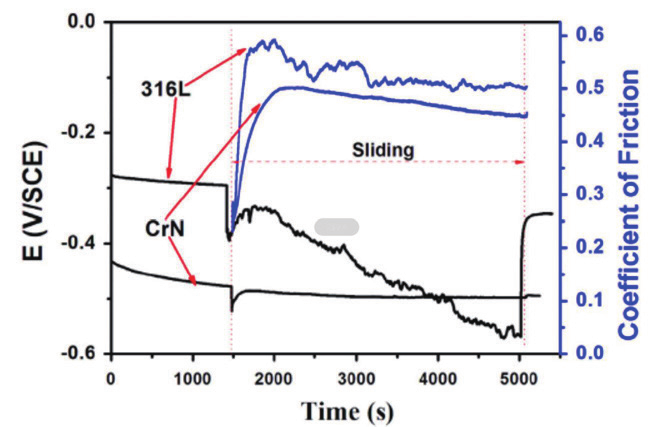
圖1 CrN涂層海水環境開路狀態下磨蝕過程中的摩擦系數與腐蝕電位
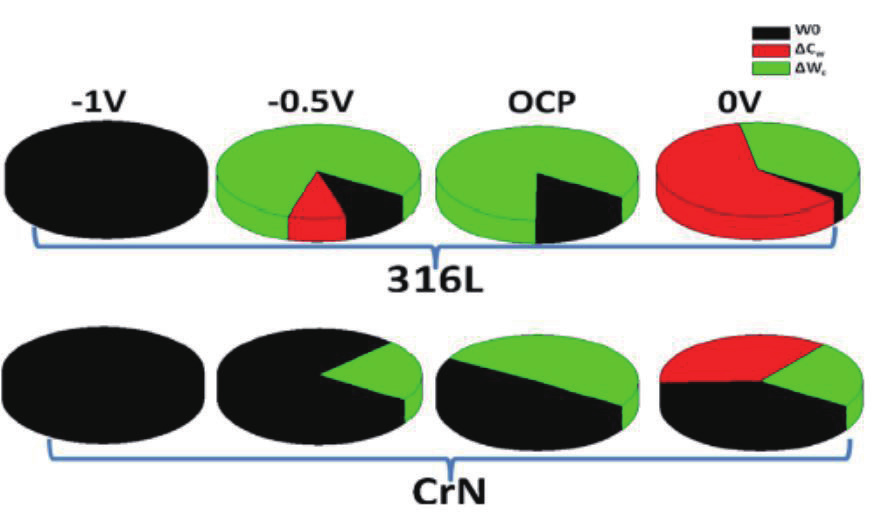
圖2 CrN涂層海水環境不同電位磨蝕過程中的力學與電化學交互損傷分量
在 CrN 涂層海水環境磨蝕過程中力學與電化學交互作用研究基礎上,拓展研究典型多元復合 CrAlN 涂層海水環境腐蝕磨損過程中的力學與電化學交互作用發現,CrAlN 在摩擦開動的條件下,涂層極化曲線的陽極區域存在較為明顯的鈍化區,抑制了涂層進一步腐蝕。在陽極電位下,涂層的摩擦系數隨著加載電位的增加顯著降低。隨著加載電位的升高,涂層的磨損量也相應地增大。在陽極電位 0.5V 下的磨損量是陰極電位 1V 下的 2.99 倍。在 0V 時,磨損促進腐蝕的損失量,約占總損失量的13.71%。在 1V,0.5V,0.25V,OCP,0V 下的磨損機理主要為磨粒磨損和塑性變形,而在 0.25V,0.5V 下的磨損機理主要為疲勞點蝕。
2.氮化鈦基涂層
研究不同恒電位對電弧離子鍍 TiN涂層在海水環境中腐蝕磨損行為影響發現,TiN 涂層的開路電位隨著滑動摩擦時間的增加而逐漸降低,TiN 涂層在 不 同 恒 電 位 (-1V、-0.5V、OCP、0V) 下滑動摩擦 , 平均摩擦系數分別為0.392、0.416、0.324、0.348,磨損率分 別 為 1.8117×10-6、3.1123×10-6、4.5958×10-6、7.7724×10 -6 mm 3 /(N·m),在 0.5V 下,TiN 涂層被磨穿。TiN 涂層在人工海水環境中的主要腐蝕磨損破壞機制為磨粒磨損和疲勞點蝕,提高加載電位,涂層的磨損量和磨損率同步增大。在 -1V、-0.5V、OCP 下 ,由腐蝕促進磨損的損失量占 TiN 涂層損失總量的比重逐漸增大,依次為 0%、41.78%、61.77%。 在 0V 時,TiN 涂層產生了由磨損促進腐蝕的損失量,促進損失占 TiN 涂層損失總量的比例為6.1%。
拓展研究典型 TiAlN 涂層海水環境腐蝕磨損過程中的力學與電化學交互作用發現,TiAlN 涂層在海水環境下的抗腐蝕性優于基體 316 不銹鋼,在陰極電位下,恒電位增加使涂層的摩擦系數逐漸降低。陽極電位為 0.5V 時,磨蝕損傷面上形成的 TiO 2 基含水化合物顆粒可作為潤滑劑,使涂層的摩擦系數迅速降低至0.45。隨著加載電位(SCE)的升高,TiAlN 涂層的腐蝕效應愈發明顯。TiAlN涂層在陰極電位下的磨蝕機理主要為塑性變形,在陽極電位下的磨蝕機理主要為疲勞點蝕。
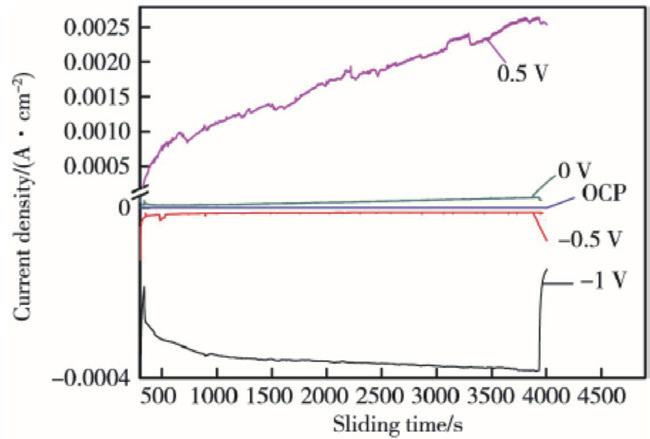
圖3 TiN涂層海水環境不同電位下磨蝕過程中的腐蝕電流密度
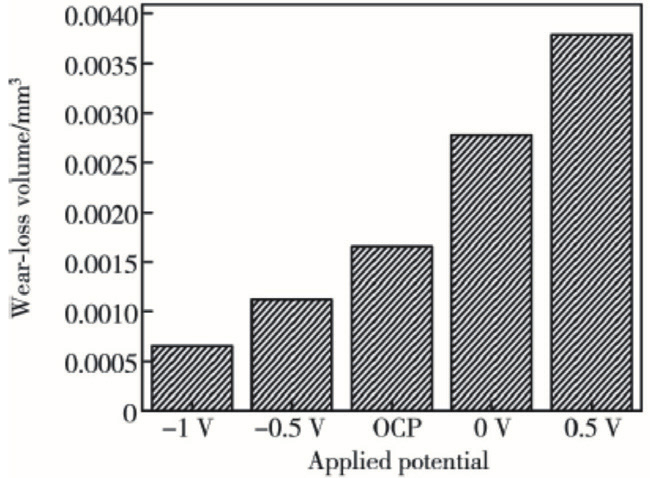
圖4 TiN涂層海水環境不同電位下磨蝕損傷量
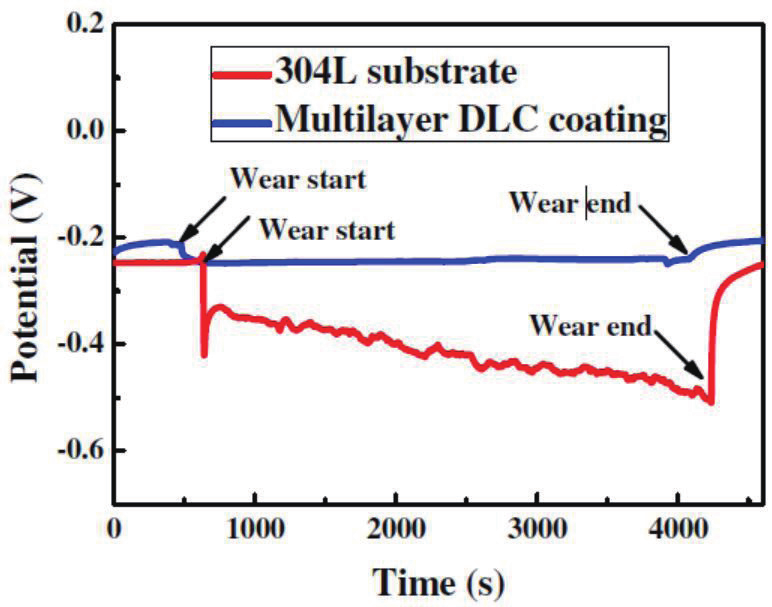
圖5 304L不銹鋼表面DLC涂層海水環境開路電壓隨摩擦開動變化情況
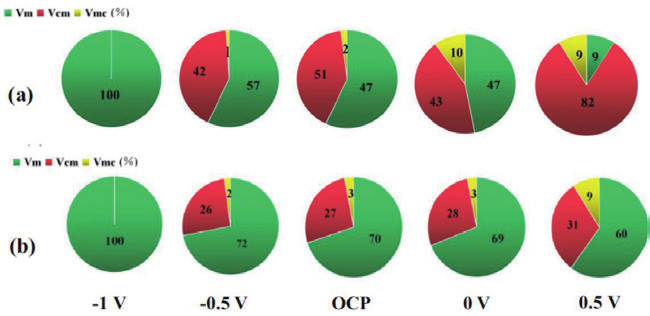
圖6 304L不銹鋼表面DLC涂層海水環境腐蝕與磨損交互作用分量
3.非晶碳涂層腐蝕磨損行為中的力學與電化學交互作用
在 304L 不銹鋼表面制備類金剛石(diamond-like carbon,DLC)非晶碳涂層,并對其海水環境磨蝕行為研究發現,未涂層 304 不銹鋼開路電壓和腐蝕電流在摩擦開動后會出現較大波動,而 DLC 涂層的開路電壓和腐蝕電流則在摩擦開動后仍然呈現出較為穩定的特征。隨著極化電位從 -1 增加到 0.5V,摩擦系數降低,磨損增加。但 DLC 涂層的摩擦系數和磨損率均明顯低于 304 不銹鋼,304不銹鋼磨蝕損傷中腐蝕對磨損加速促進作用明顯,DLC 涂層磨蝕損傷仍然主要受機械磨損損傷控制。此外,非晶碳涂層開路狀態及外加電場作用下海水環境中的摩擦系數均在 0.05 左右,明顯低于不銹鋼基體材料,呈現出良好潤滑特性。因此,非晶碳涂層海水環境中對不銹鋼基材不僅具有顯著的耐磨蝕防護效果,還可起到潤滑、耐磨、防腐一體化綜合防護作用。
三、典型物理氣相沉積涂層海水環境耐磨蝕結構設計方法探索
1.氮化鉻基涂層
⑴氮化鉻基涂層的多元結構設計
靜態和動態條件下良好的耐蝕性能為 CrN 涂層海水環境中良好的耐腐蝕磨損性能提供了必要的前提,而良好的機械耐磨性能又為 CrN 涂層海水環境中耐腐蝕磨損性能提供了有力保障。為獲得海水環境中具有更加耐腐蝕磨損防護功能的 CrN 基涂層材料,通過引入碳元素成功制備了 CrCN 涂層。研究發現,碳元素的引入促使 CrCN 涂層形成了網絡結構,網絡填充處以金屬氮化物相為主,網絡骨架處為富碳結構。其中,網絡骨架處的富碳結構又呈現出納米晶鑲嵌非晶的微觀結構,納米晶以 Cr 7 C 3 相為主,非晶相以碳相為主。網絡骨架處納米晶鑲嵌非晶結構雖然多為硬質脆性相,但網絡填充處富含韌性較好的金屬或金屬氮化物相,因而該結構在呈現更高硬度的同時還具備良好強韌匹配。同時,分析發現非晶碳相的出現將對摩擦界面起到潤滑作用,使涂層在干摩擦及海水環境中均呈現出了更低的摩擦系數。因此,較低的摩擦系數,較高的機械硬度以及良好的強韌匹配使 CrCN 涂層在海水環境中表現出了與 CrN 涂層相比更加優異的耐腐蝕特性。
在發現引入碳元素可構造具有強化相與潤滑相協同效應 CrCN 結構以獲得在海水環境中耐腐蝕磨損性能更佳涂層體系后,深入研究了碳含量對 CrCN涂層微結構及其海水環境腐蝕磨損性能的影響。研究發現,隨著反應氣氛中乙炔流量從 0sccm 增加到 30sccm,CrCN 涂層中的碳含量由 0 逐漸增加到21.32%,涂層厚度和粗糙度先逐漸減小后稍有升高,涂層內部存在Cr-C鍵、C-C 鍵和 C=C 鍵和 C-N 鍵。其中,C-C鍵和 C=C 鍵的演變對涂層摩擦學性能有重要影響,乙炔流量 10sccm 時(碳含量約12.84%)涂層獲得最低摩擦系數。同時,涂層隨碳含量增加逐漸致密并細化,涂層腐蝕電流密度逐漸降低因而耐蝕性提高,但當碳含量繼續增加將引起涂層內部畸變量增加又將表現出腐蝕電流密度稍有增加現象,當乙炔流量 10-15sccm 時涂層獲得最佳耐腐蝕性能。最佳的機械性能、良好的耐蝕性以及較低的摩擦系數使乙炔含量 10sccm 左右獲得的 CrCN 涂層在海水環境中呈現出了最優的耐腐蝕磨損性能。
鑒于等離子體能量對涂層沉積質量以及涂層微結構的重要作用,系統考察了沉積偏壓從 -10V 到 -160V 變化范圍內 CrCN 涂層微結構演變、機械性能變化及其在干摩擦及海水環境中的摩擦學性能。研究發現,隨著沉積偏壓的逐漸增加,CrCN 涂層晶體結構中 CrNx 相的擇優取向將逐漸發生變化,而非經碳相中的 sp 2 /sp 3 鍵結構比例也將發生變化,涂層致密性逐漸增加。由此引起涂層硬度和彈性模量逐漸增加,結合力在偏壓增加到 -100V 之前逐漸增加而后稍有降低,涂層硬度的逐漸增加主要源于硬質相含量的增加和涂層的致密化,結合力存在最優峰值可能緣于離子轟擊效應存在提高涂層結合以及增加涂層應力雙重作用。同時,偏壓變化對非晶碳結構中sp 2 /sp 3 鍵結構的調控對涂層摩擦系數變化有重要影響。當涂層沉積偏壓在-100V到 -130V 范圍內時,涂層可在干摩擦及海水環境中獲得最優耐磨性能。
⑵氮化鉻基涂層的超厚結構設計
厚度是對于腐蝕環境防護涂層的隔絕效應至關重要,同時也決定著硬質防護涂層在軟質基體表面的承載能力,為了獲得海洋環境高承載耐磨蝕涂層材料,以中等硬度 CrN 為研究對象,通過對等離子體場和溫度場的優化實現了其近百微米級超厚制備。通過微結構分析以及應力檢測發現該超厚連續生長理論基礎在于,隨著涂層生長時間的延長,更多的熱量和能量的累積使得涂層中的位錯和層錯等缺陷可以逐漸移動擴散到晶界處產生合并并且最后被吸收和湮沒,因此較厚涂層中的殘余應力也隨之釋放,殘余應力出現持續下降的“反”積聚現象,沉積時間越長,涂層應力越小,厚度持續增加。對不同厚度 CrN 涂層摩擦學性能測試可以看到,CrN(1h)( 厚度為 2.4μm)涂層的承載能力最差,在載荷為 10N(3.6GPa)時發生了磨穿現象。隨著涂層厚度的增加,CrN 涂層的承載能力從 25N 增加的38N,當涂層生長時間超過 12h 后(厚度≥ 40μm),涂層的承載能力達到40N,說明較厚涂層的承載能力明顯優于薄涂層。對比摩擦學性能發現,大厚度涂層不僅表現出了較高的承載能力,還呈現出了較低的摩擦系數和磨損率。
基于該超厚連續生長理論及高承載理論,隨后對多元氮化鉻基涂層超厚生長及海水環境耐磨蝕行為進行深入研究,發現摻雜 Al 元素、C 元素以及 Al、Si 共摻雜的超厚 Cr(X)N 涂層表面依然有大量尺寸不一的微觀孔洞和大液滴顆粒,但是與 CrN 涂層相比,超厚Cr(X)N 涂層表面的微觀顆粒沒有發生大量的聚集現象,粗糙度比 CrN 涂層粗糙度小了很多。當沉積時間為 12 小時,CrN 涂層摻雜 C 元素后,CrCN 涂層的厚度為42.4μm與CrN涂層基本保持一致;CrN 涂層摻雜 Al 元素后,CrAlN 涂層的厚度為 36.6μm,涂層厚度小于 CrN 涂層;當共摻雜 Al、Si 元素后,CrAlSiN涂層的厚度為 24.3μm,與 CrN 涂層相比厚度明顯下降,該厚度差異可歸因與不同元素的電弧蒸發效率。不同環境摩擦磨損測試發現:在大氣環境下,各摻雜涂層的摩擦系數均明顯低于 CrN 涂層,并保持在 0.34-0.36 之間,這主要是因為涂層中 C 元素可以在摩擦界面形成有效的石墨化轉移膜及涂層中 Si 元素可以在摩擦界面形成氧化物,這些物質均具有潤滑作用,提高涂層的減摩性能。在磨損率方面可以看到,CrN 涂層的磨損率與摻雜盡管摻雜涂層的磨損率基本相差不大,其中 CrAlSiN 涂層的磨損率最大,達到了 2.76×10 -6 mm 3 /(Nm) ,顯示出較差的抗磨損性能。盡管細晶強化作用可以大幅度提高超厚摻雜涂層的硬度,但是由于涂層內部較大的殘余應力導致低的結合強度和較小涂層厚度,涂層無法為提供較好的應力保護和承載作用,因此超厚涂層的抗磨損性能不優于 CrN 涂層;在水和海水中進行摩擦時,不同摻雜涂層的摩擦系數以及磨損率均明顯低于 CrN 涂層。這是因為與 CrN 涂層相比,超厚摻雜涂層表面粗糙度較小,因此水分子或者海水分子可以在滑動過程中有效的形成水膜,阻隔涂層與 SiC小球間的相互作用并起到潤滑作用,并且超厚摻雜涂層具有比 CrN 更好的耐腐蝕失效性能。
⑶氮化鉻基涂層的多層結構設計
由于涂層結構多層化已被證明是提高涂層力學性能和耐腐蝕性的一種有效的方法,對比研究 F690 海洋工程用鋼基底表面磁控濺射 CrN 涂層和 CrN/AlN納米多層在海水環境開路狀態中的腐蝕磨損行為。摩擦開始前 60min 浸泡過程中 F690 鋼和兩種涂層的開路電位變化趨勢明顯不同。F690 鋼浸泡如海水時開路電位隨著緩慢降低,然后隨著浸泡時間的增加開路電位逐漸趨于穩定,這種變化現象表明 F690 鋼剛一浸入海水中就開始發生腐蝕。腐蝕過程中發生了陽極反應,陽極反應產生的電子引起了陰極極化,因此開路電位降低。陽極反應過程中溶解氧的陰極去極化反應也同時在海水和金屬界面處發生。一旦界面處的溶解氧消耗完以后,金屬陽極溶解被抑制,因此隨著浸泡時間的延長開路電位趨于穩定。CrN 涂層和 CrN/AlN 納米多層涂層的初始電位比F690鋼的更正,而且隨著浸泡時間的延長開路電位輕微增加,這種現象主要是由于 PVD 涂層的表面生成鈍化膜所致。摩擦開始后 F690鋼和 PVD 涂層的開路電位變化趨勢又明顯不同。摩擦導致 F690 鋼的開路電位正移,而 CrN 涂層和 CrN/AlN 納米多層涂層的開路電位負移。開路電位與材料在溶液中的電化學狀態息息相關。摩擦過程中的開路電位是磨損區和未磨損區的混合電位。對于 F690 鋼來說,由于表面沒有鈍化膜,材料很容易腐蝕,摩擦開始前一個小時的浸泡使表面產生了大量的銹層,這些銹層一般較疏松,與基底的結合強度很低,不能對鋼基底起到保護作用,當摩擦開始時磨損區域的銹層被去除,新露出的表面的電化學活性比未磨損的銹層區更低,減緩了鋼的腐蝕速度,因此開路電位正移。對于 CrN 涂層和 CrN/AlN 納米多層涂層來說,表面有致密的鈍化膜,摩擦一開始其開路電位逐漸降低。原因是摩擦導致鈍化膜的完整性被破壞,摩擦產生的新露出的表面的電化學活性更高,因此磨損區和未磨損區由于電位差將產生微電池腐蝕,導致 CrN 涂層和 CrN/AlN 納米多層涂層的耐腐蝕變差,摩擦導致其開路電位降低。當滑動停止后 CrN 涂層和CrN/AlN納米多層涂層的開路電位增加,表明表面鈍化膜開始重建。CrN 涂層和CrN/AlN 納米多層涂層的開路電位一直比 F690 鋼基底正,表明涂層對基底起到了很好的腐蝕防護作用。
對比海水環境中 F690 鋼,CrN 涂層和 CrN/AlN 納米多層涂層不同電位下腐蝕磨損的電流密度的變化。對 F690 鋼外加 -0.8V 電位時,腐蝕電流一直是負的,表明沒有腐蝕發生。當外加電位為 -0.4V 和 +0.2V 時,電流為正值,表明發生了腐蝕,這兩個電位對應著極化曲線的陽極電位。外加不同電位時電位越正,電流密度越大,腐蝕越嚴重。在陽極電位下摩擦一開始電流輕微降低,這與鈍化材料的現象再一次相反,對于易鈍化材料來說,由于摩擦破壞了表面的鈍化膜,磨蝕過程中電流會比靜態腐蝕明顯增加。從電流變化的結果來看,在陽極電位下非鈍化材料摩擦時在一定程度上減緩了腐蝕。對于 PVD 涂層來說,外加 -0.8V 和 -0.4V 電位時腐蝕電流都為負值,兩個電位低于摩擦過程中的自腐蝕電位。當外加 +0.2V 電位時電流為正,表明發生了腐蝕,摩擦一開始腐蝕電流明顯增加,增加的原因主要是磨損區和未磨損區的電位差產生了微電池腐蝕。外加相同電位時 CrN/AlN納米多層涂層的腐蝕電流密度一直比F690 鋼和 CrN 涂層的低,表明 CrN/AlN納米多層涂層的耐腐蝕磨損性能最好,這與開路電位和極化數據是一致的。
計算 F690 鋼,CrN 涂層和 CrN/AlN納米多層涂層在不同電位下的總的磨蝕體積損失量。F690 鋼,CrN 涂層和 CrN/AlN 納米多層涂層的磨損損失量隨電位的增加而增加,并且 F690 鋼增加的更快。由于 CrN/AlN 納米多層涂層的高硬度和高耐腐蝕性,在同電位下其腐蝕磨損體積損失量最少,也就是說納米多層涂層比單一涂層更適合做腐蝕磨損防護涂層。根據計算,F690 鋼,CrN 涂層和 CrN/AlN 納米多層涂層的交互作用所占的比例分別為 64.6%,51.9% 和57.1%。腐蝕磨損材料損失主要由交互作用引起。F690 鋼的磨蝕體積損失量PVD 涂層大的多,表明 PVD 涂層法是提高。F690 海洋工程用耐磨蝕性能切實可行的方案,同時 CrN/AlN 納米多層涂層具有最好的耐磨蝕性能。
2.氮化鈦基涂層
⑴氮化鈦基涂層的多元結構設計
多種元素復合可以賦予金屬氮化物基涂層材料多種功能特性,為此通過調控碳含量和沉積粒子通量,在鈦合金表面成功沉積制備了含有 Ti 3 SiC 2 (MAX相)的 TiSiCN 涂層,Ti 3 SiC 2 相多以 TiC晶粒邊界處和非晶包裹中存在,這可能與這些位置可以為 MAX 相的生成提供物質基礎并且原子擴散距離短有關,因而在有限能量的情況下,這些位置優先形核。在涂層中存在這種 TiN/TiC/Ti(C,N)納米晶-Si 3 N 4 /SiC非晶-Ti 3 SiC 2MAX 相的耦合結構,既可以維持涂層的較高的硬度和優異的抗磨損性能的同時,又可以實現自潤滑性能。涂層的硬度在 25-40GPa,摩擦系數在 0.1-0.2之間。經過磨蝕測試與計算,當碳含量為 11.9at.% 的 TiSiCN 涂層中,協同作用對體積損失的貢獻率可達 18.4%。造成這種現象可能是由于在接觸摩擦過程中,磨痕表面被腐蝕降低了涂層的抗磨損性能,與此同時,磨損破壞了鈍化膜,也降低了涂層的抗腐蝕性能。
對磨蝕界面觀察發現,涂層在摩擦過程中受到交變應力作用發生剝落,且在陰極保護條件下尤為嚴重。這是因為在摩擦初始階段,涂層結構完整,設置合適的保護電位能有效的補償涂層由于電化學腐蝕及磨損所引起電化學腐蝕所失去的電子,從而使其處于單純的機械磨損狀態,能更好的保護涂層的完整性,然而在往復摩擦過程中,裂紋在磨痕深處放射性擴展至基底處時,便為海水提供了腐蝕通道。與此同時,反應的活躍區也從磨痕表面轉移至膜基結合處。由于涂層的腐蝕電位遠高于基底,所以我們設置的保護電位對涂層來說是合適的,但卻遠遠高于基底,這樣恒電位的設置,使得膜基結合處不斷地失去電子,嚴重時甚至會發生吸氧腐蝕從而惡化了結合力,從而發生了點蝕。當磨痕深處裂紋擴展交織時,便有可能發生大塊的剝落。
⑵氮化鈦基涂層的梯度結構設計
在軟質金屬表面直接構筑金屬氮化物存在硬度突變界面,為此團隊結合氮化處理在鈦合金表面制備了 TiSiCN/ 氮化梯度復合涂層。檢測發現,滲氮處理在 Ti6Al4V 上形成了連續的擴散層,氮化層深度約為 50um,元素的階梯分布說明涂層和氮化層與基體的結合較好。納米壓痕連續剛度法測試顯示,TiSiCN 涂層和 TiSiCN/ 氮化耦合涂層的最大納米硬度為 30GPa 和 33GPa,隨著壓入深度的增加,耦合涂層表現出良好的硬度優勢,說明氮化層的存在降低了耦合涂層硬度下降的趨勢,兩種表面改性方法起到很好的協同作用。空氣中干摩擦測試顯示,Ti6Al4V,TiSiCN 涂層和 TiSiCN/氮化物耦合涂層的平均摩擦系數分別為 0.44,0.23 和 0.27。涂層減摩效應可歸因于嵌入無定形碳中的石墨 sp 2 簇在TiSiCN 層中產生的石墨化效應,其作為低剪切強度的潤滑層。
觀察海水中 Ti6Al4V,TiSiCN 涂層和 TiSiCN/ 氮化物耦合涂層的動電位極化曲線。當球未與樣品接觸時,陽極區域的電流密度保持相對穩定而沒有明顯的振蕩,但陽極區域中的電流密度在接觸滑動期間顯示出顯著的振蕩,這是由鈍化膜的破裂和新形成引起的。在滑動期間,涂層磨損,同時鈍化膜被破壞。然而,陽極區域的電位很高,因此鈍化膜很容易在磨損軌道上形成。此外,極化曲線的振蕩和不穩定性也可能是由于球與試樣之間接觸點的位置變化造成的。這表明滑動接觸時腐蝕增加。使用Tafel 外推法從極化曲線中提取的腐蝕參數,對于 TiSiCN 涂層和 TiSiCN/ 氮化耦合涂層,滑動腐蝕電流分別是沒有滑動的腐蝕電流的 5.48 倍和 5.58 倍。與滑動時相比,滑動腐蝕電位保持穩定或略有提高。這種現象可能歸因于鈍化膜的機械破壞。
在摩擦腐蝕實驗之前,將所有樣品浸入人造海水中 1 小時。從所有試樣的 OCP 小變化范圍 0 到 1200s,可以看出在試樣表面形成了以氧化鈦為主要化合物的穩定致密鈍化膜。1200s 后,Ti6Al4V 的潛在振蕩是機械磨損后快速再鈍化導致的鈍化 / 再鈍化現象。從先前關于可通過金屬的腐蝕行為的研究中證實,合金傾向于通過氧化物生長隨時間增加保護。處理過的樣品表面上非常穩定的化合物層具有高硬度和電化學穩定性。在海水中,在化合物層中不發生加速腐蝕過程和低的頂層去除,因此不會發生顯著的潛在振蕩。在整個過程中,TiSiCN/ 氮化物耦合涂層顯示出最佳的穩定性。這種現象也與不同樣品的納米硬度值一致。滑動過程在 4800s 停止,OCP 值迅速增加。這是由于磨損軌道充當陽極并且溶液中的氧氣充當陰極,加速氧化。在暴露的磨損軌道的新涂層和覆蓋鈍化膜的涂層之間形成原電池,并且涂層在腐蝕環境中具有氧化的固有潛力。可以觀察到 Ti6Al4V 的電位值低于滑動前的電位值,但 TiSiCN 涂層和TiSiCN/ 氮化物耦合涂層恢復到預先滑動電位值。該現象表明 TiSiCN 層在腐蝕環境中表現出非常強的固有氧化能力。進一步說明涂層中的鈦元素更可能失去電子被氧化。在 -1V 陰極保護下隨時間的腐蝕電流密度曲線。腐蝕電流密度值為負,表明樣品在此電位下受到腐蝕保護。在滑動開始時,鈍化膜被破壞,腐蝕電流密度變大(絕對值)。然后保持去鈍化 / 鈍化摩擦磨損平衡,電流密度保持不變。當滑動停止時,鈍化膜的形成速率大于膜的去鈍化速率,并且電流密度恢復到滑動前的值。對于 Ti6Al4V,由于表面上存在更多的游離鈦,因此滑動前后腐蝕電流密度的變化很小,這表明它保持了優異的去鈍化 / 鈍化摩擦磨損平衡。經過計算,磨損增量因子與總體協同因子相同,這意味著由于腐蝕導致的總磨損量的增加決定了協同作用的總程度。相比之下,TiSiCN 涂層和 TiSiCN/氮化耦合涂層在人工海水中表現出更好的耐磨蝕特性。此外,腐蝕增量因子占很大比例,表明磨損對腐蝕的影響是顯著的。圖中的數據表明 Ti6Al4V 在人工海水中具有極差的磨損抵抗力。
⑶氮化鉻基涂層的抗菌結構設計
海水環境中存在大量微生物,微生物腐蝕因素勢必將對海水環境工程材料的磨蝕行為產生重要影響。研究表面,Cu 等金屬元素能夠有效抑制微生物腐蝕,為此團隊通過元素摻雜共沉積在F690 鋼表面沉積 TiSiN-Cu 涂層,研究了 F690 鋼和涂層的腐蝕磨損性能及微生物腐蝕行為。制備 TiSiN-Cu 涂層的成分如下:Ti33.01at.%,Si6.61at.%,N39.41at.%,O17.17at.% 和 Cu3.8at.%。
其中,結構表征顯示硅是非晶相的形式存在于涂層中的。截面形貌表明涂層結構致密,涂層厚度大約 11.7μm,沒有明顯的柱狀晶結構。表面形貌表明存在著明顯的大顆粒,導致涂層表面較為粗糙。大顆粒是由靶材表面的微小熔池產生的強烈噴發和在鍍膜過程中大顆粒再次被濺射脫落所造成的,這是弧離子鍍的主要特征之一。涂層的硬度和彈性模量分別為 21.3Gpa 和 314.8GPa, 涂層的硬度和彈性模量明顯比 F690 基底高。TiSiN-Cu 涂層的硬度相比其他人所做的TiSiN 涂層的硬度低。納米復合涂層包含硬質相和少量金屬相,因為金屬相較軟,在載荷作用下有滑動的趨勢,可能引起硬度降低。H/E 和 H 3 /E 2 分別聯系著涂層的彈性應變失效能力和抗塑性變形能力,這兩個指數越大涂層的力學性能和耐磨性越好。TiSiN-Cu 涂層的 H 3 /E 2 和 H/E分別為 0.097 和 0.07,表明其具有良好的力學性能。
對比 F690 鋼和 TiSiN-Cu 涂層在人工海水中浸泡、摩擦開動和摩擦停止后恢復的開路電位變化。摩擦開始前60min 浸泡過程中 F690 鋼和涂層的開路電位變化趨勢明顯不同。F690 鋼浸泡入海水時開路電位隨著浸泡時間的延長緩慢降低,然后隨著浸泡時間的增加開路電位逐漸趨于穩定,這種變化現象表明 F690 鋼剛一浸入海水中就開始發生腐蝕。腐蝕過程中發生了陽極反應,陽極反應產生的電子引起了陰極極化,因此開路電位降低。陽極反應過程中溶解氧的陰極去極化反應也同時在海水和金屬界面處發生。一旦界面處的溶解氧消耗完以后,金屬陽極溶解被抑制,因此隨著浸泡時間的延長開路電位趨于穩定。TiSiN-Cu 涂層的初始電位比 F690鋼的更正,而且隨著浸泡時間的延長開路電位輕微增加,這種現象主要是由于TiSiN-Cu 涂層的表面生成鈍化膜 ( 主要是 TiO 2 ) 所致。摩擦開始后 F690 鋼和TiSiN-Cu 涂層的開路電位變化趨勢又明顯不同。摩擦導致 F690 鋼的開路電位正移,而 TiSiN-Cu 涂層的開路電位負移。開路電位與材料在溶液中的電化學狀態息息相關。摩擦過程中的開路電位是磨損區和未磨損區的混合電位。對于F690 鋼來說,由于表面沒有鈍化膜,材料很容易腐蝕,摩擦開始前一個小時的浸泡使表面產生了大量的銹層,這些銹層一般較疏松,與基底的結合強度很低,不能對鋼基底起到保護作用,當摩擦開始時磨損區域的銹層被去除,新露出的表面的電化學活性比未磨損的銹層區更低,減緩了鋼的腐蝕速度,因此開路電位正移。對于 TiSiN-Cu 涂層來說,表面有致密的鈍化膜,摩擦一開始其開路電位逐漸降低。原因是摩擦導致鈍化膜的完整性被破壞,摩擦產生的新露出的表面的電化學活性更高,因此磨損區和未磨損區由于電位差將產生微電池腐蝕,導致 TiSiN-Cu 涂層的耐腐蝕變差,摩擦導致其開路電位降低。當滑動停止后 TiSiN-Cu 涂層的開路電位增加,表明表面鈍化膜開始重建。TiSiN-Cu 涂層的開路電位一直比 F690 鋼基底正,表明涂層對基底起到了很好的腐蝕防護作用。
對比 F690 鋼和 TiSiN-Cu 涂層在海水中不同電位下腐蝕磨損的電流密度的變化。對 F690 鋼外加 -0.8V 電位時,腐蝕電流一直是負的,表明沒有腐蝕發生。當外加電位為 -0.3V,+0.2V 和+0.4V 時,電流為正值,表明發生了腐蝕,這 3 個電位對應著極化曲線的陽極電位。外加不同電位時電位越正,電流密度越大,腐蝕越嚴重。在陽極電位下摩擦一開始電流輕微降低,這與鈍化材料的現象再一次相反,對于易鈍化材料來說,由于摩擦破壞了表面的鈍化膜,磨蝕過程中電流會比靜態腐蝕明顯增加。對于TiSiN-Cu涂層來說,外加-0.8V和 -0.3V 電位時腐蝕電流都為負值,兩個電位低于摩擦過程中的自腐蝕電位。當外加 +0.2V 和 +0.4V 電位時電流為正,表明發生了腐蝕,摩擦一開始腐蝕電流明顯增加,增加的原因主要是磨損區和未磨損區的電位差產生了微電池腐蝕。外加相同電位時 TiSiN-Cu 的腐蝕電流密度一直比 F690 鋼低,表明 TiSiN-Cu 的耐腐蝕磨損性能較好,這與開路電位和極化數據是一致的。
對比F690鋼和TiSiN-Cu涂層不同電位下海水環境的摩擦系數曲線和平均摩擦系數。不同電位下 F690 鋼和TiSiN-Cu 涂層的摩擦系數首先快速增加,此時處在磨合期,然后隨著摩擦的進行逐漸趨于穩定。電位從 -0.8V 增加到 -0.3V 時 F690 鋼的平均摩擦系數逐漸增加,隨著電位繼續從 -0.3V 增加到 +0.4V 時,平均摩擦系數逐漸降低。TiSiN-Cu 涂層的平均摩擦系數隨著電位的增加逐漸降低。其他測試條件都相同的情況下摩擦系數主要受兩方面因素的影響,一是表面粗糙度,二是表面是否存在潤滑。摩擦系數變化趨勢的不同表明兩種鋼的摩擦機理是不同的。F690 鋼是非鈍化金屬,與鈍化金屬相比其耐腐蝕性較差,隨著外加電位的增加 F690鋼表面腐蝕越來越嚴重。表面的嚴重腐蝕導致 F690 鋼表面粗糙度增加,因此F690 鋼的摩擦系數首先隨外加電位增加而增加。外加電位越正,陽極反應越劇烈,陽極反應的進行反過來促進了氧的陰極去極化反應,將產生更多的 OH - ,海水中的 Mg 2+ ,Ca 2+ 等會與其發生反應生成 Mg(OH) 2 和 CaCO 3 , 這些絮狀沉淀在海水中具有良好的潤滑性,因此在高陽極電位下隨著電位的增加平均摩擦系數逐漸降低。綜上所述,F690 鋼的摩擦系數在低電位下主要受表面粗糙度的影響,在高陽極電位下主要受表面潤滑的影響。TiSiN-Cu 涂層的平均摩擦系數隨電位增加逐漸降低。TiSiN-Cu 涂層具有優異的耐腐蝕性,表面腐蝕較輕微,因此表面粗糙度變化較小,TiSiN-Cu 涂層不同外加電位下平均摩擦系數主要受表面潤滑的影響。
計算 F690 鋼和 TiSiN-Cu 涂層在不同電位下的總的磨蝕體積損失量。F690鋼和 TiSiN-Cu 涂層的磨損損失量隨電位的增加而增加,并且 F690 鋼增加的更快。經過計算,F690 鋼和 TiSiN-Cu 涂層的交互作用所占的比例分別為 65.3%和 91.8%。腐蝕磨損材料損失主要由交互作用引起。F690 鋼的磨蝕體積損失量TiSiN-Cu 涂層大的多,表明涂層耐磨蝕效果明顯。觀察 F690 鋼和 TiSiN-Cu 涂層不同電位下磨痕的掃描電鏡圖。F690鋼陰極保護電位下的磨痕分布著犁溝和磨屑粒子,表明主要的磨損機制為磨粒磨損和塑性變形。在開路電位和陽極電位下表面覆蓋著大量的腐蝕產物,磨痕形貌已經難以分辨。對于 TiSiN-Cu 涂層來說陰極保護下的磨痕犁溝非常淺,其主要磨損機理為塑性變形,開路電位和陽極電位下可見明顯犁溝,主要磨損機制為磨粒磨損和塑性變形。TiSiN-Cu涂層的表面腐蝕非常輕微,明顯提高了F690 鋼的耐腐蝕磨損性能。在陽極電位下可見到涂層的剝落,高的陽極電位下腐蝕越嚴重,可見腐蝕促進了磨損。
在含菌的 SSMB 介質中浸泡后,F690 鋼表面出現了一些 SRB 細菌和胞外聚合物。SRB 細胞是棒狀形貌,長度和尺寸不一。隨著浸泡時間的延長,胞外聚合物大量堆積,微生物膜和腐蝕產物在 F690 鋼表面越積越厚。出現了嚴重的腐蝕。而 TiSiN-Cu 涂層表面卻很少能看到細菌存在。SEM 的結果表明涂層抑制了細菌的生長。EDS 被用來表征樣品在含 SRB 的 SSMB 介質中浸泡不同時間的元素變化。EDS 的結果表明鋼的表面產生了 FeS。對比 F690 鋼和 TiSiN-Cu涂層浸泡 14 天后的極化曲線的結果。極化曲線的結果表明 TiSiN-Cu 涂層比F690 鋼更耐微生物腐蝕。銅離子從涂層中釋放抑制了細菌的生長,賦予涂層良好的耐微生物腐蝕性能。因此,TiSiN-Cu 涂層同時呈現出了良好的耐磨蝕與抗微生物腐蝕性能。
3.非晶碳涂層海水環境耐腐蝕磨損結構設計方法研究
⑴非晶碳基涂層的多維結構設計
在眾多氣相沉積涂層中,非晶碳基涂層材料被證明兼具低摩擦與低磨損特性,特別是其中類石墨碳基涂層可在多種環境中呈現出良好的自適應潤滑減摩特性,為此團隊分別研究了一維化學鍵結構及其團聚形態、二維梯度過渡結構以及三維織構化特征對其海水環境摩擦學性能影響,提出了適用于海水環境自潤滑耐磨蝕類石墨碳基涂層多維結構設計方法。
通過改變磁控濺射靶電流的方式改變磁控濺射靶表面能量密度,從而獲得不同組織結構特征非晶碳基涂層。研究發現,隨著磁控濺射靶能量的逐漸增加,非晶碳基涂層材料中 sp 2 鍵合結構的含量逐漸增加,但涂層包括硬度和彈性模量在內機械性能以及涂層致密性逐漸降低,柱狀生長特征逐漸明顯。盡管涂層中石墨化學鍵結構含量增加,但涂層摩擦系數卻并未同步降低,這主要是由于涂層彈性模量的降低傾向于增加涂層摩擦阻力原因所致,較低靶能量條件下制備的涂層在水環境摩擦系數和磨損率均優于干摩擦,但較高靶能量條件下涂層由于機械性能的下降以及致密性的下降磨損率迅速增大并超過其干摩擦條件下磨損率,過高靶能量條件下獲得的非晶碳基涂層水環境中迅速失效,當磁控濺射靶能量在 0.04/mm 2 時,涂層可在大氣和水環境中表現出最佳的摩擦磨損性能。通過改變裝夾方式,控制涂層生長過程中等離子體能量交替遷移,在寬泛能量場作用下同時在涂層內部構造多種相結構,使得涂層同時具備有序化的類富勒烯結構和納米晶結構以及無序化的非晶結構。磨蝕實驗發現該結構不僅在海水環境中無明顯力學與電化學的交互作用,而且還可在海水組分協同作用下產生良好固液復合潤滑效應,呈現出良好的低摩擦自潤滑效應。同時較高的機械強度在較低的摩擦剪切作用下易呈現出了優異的耐磨蝕損傷特性。
在前述研究基礎上,分別設計純Ti、純 Cr、厚度交替 Cr/C 與成分梯度Cr/C 過渡層,考察不同過渡層結構對非晶碳基涂層水和海水環境中的摩擦學承載能力。將不同過渡層非晶碳涂層置于水和海水介質中,以 2N 為梯度逐漸增加摩擦載荷,觀察涂層的破壞現象。研究發現 Cr 過渡層比 Ti 過渡層更加有助于提高非晶碳基涂層與不銹鋼基體之間的結合強度以及其在水和海水環境中的摩擦學承載能力,梯度多層過渡界面比單層純金屬過渡界面加有助于提高非晶碳基涂層與不銹鋼基體之間的結合強度以及其在水和海水環境中的摩擦學承載能力,成分梯度過渡界面比厚度梯度過渡界面更有助于提高非晶碳基涂層與不銹鋼基體之間的結合強度以及其在水和海水環境中的摩擦學承載能力。成分漸變Cr/C 過渡界面可使非晶碳基涂層與不銹鋼基體之間的劃痕結合力達到 50N 以上,同時使非晶碳基涂層材料在水和海水環境中的摩擦學承載能力達到 2.73GPa 以上,這主要是由于過渡層內部形成了硬質碳化物顆粒增強納米互鎖結構所致。
隨后,構造典型坑狀織構化基體表面并隨后在織構化表面制備非晶碳基涂層材料,研究了不同坑狀織構尺寸以及坑狀織構密度對織構化非晶碳基涂層材料海水環境摩擦學性能影響規律和作用機理。研究發現織構化設計改變了非晶碳基涂層材料的表面潤濕狀態,由此帶來不同織構尺寸和不同織構密度條件下非晶碳基涂層材料表面不同的液膜鋪展能力。同時,由于具備儲存磨屑和儲存介質能力,適當的織構化設計具有明顯的減摩抗磨作用。織構化減摩作用與非晶碳基涂層自潤滑特性在海水介質中可產生協同效應,顯著降低涂層在海水中的摩擦系數和磨損率。根據試驗結果,直徑為 1.5μm 坑狀織構密度間距為8μm 左右時可使非晶碳基涂層在海水環境中獲得最低的摩擦系數,同時也將表現出最輕微的磨損損傷。
⑵非晶碳基涂層的軟質金屬基體表面界面破壞機制
不銹鋼和有色金屬等軟質金屬是海洋環境機械零部件的重要選材,軟質金屬表面構筑硬質涂層極易發生膜基界面失效。對比不銹鋼、鈦合金和銅合金表面非非晶碳涂層膜基界面失效發現,膜基界面失效是多方應力共同作用的結果,除了薄膜自身的性質外,基體的變化也是影響界面失效的關鍵因素。通過界面失效模式的分析,發現界面失效通過曲翹、分離和裂紋實現。考慮到實際應用過程中效果的最大化是薄膜與基體的協同保護,單方面的失效是這個過程所不允許的,因此摩擦學承載能力的定義范圍是薄膜與基體同時在彈性變形內。在這個定義范圍內薄膜的摩擦學承載能力應該是外加載荷作用下膜基彈性變形均不超過其彈性極限下的最大負載。根據 Griffith 準則,界面的失效歸因于系統能量的增加,這一總能量為基體與薄膜的錯配應變能與外部施加載荷的勢能之和,在相同的外界載荷作用下,界面的失效主要取決于錯配應變能。在理想狀態下,彈性模量是錯配應變能在彈性變形范圍內的客觀反映,因此引入錯配度 D 來表征錯配應變能。
D 值無限接近于 0 時擁有最低的錯配能。將得到的數據帶入公式發現,D值按照 DM1DM4DM3DM2 的順序排列,這與之前的實驗結果是吻合的,M1 擁有所有體系中中最好的承載能力。為了進一步的驗證理論的準確性,使用有限元模擬了摩擦過程中薄膜與基體界面分離極限應力值,限定條件是薄膜與基體均在彈性變形范圍之內。圖 1-4-3-5為有限元模擬的結果。觀察發現摩擦過程中的應力呈現集中現象并向基體擴散,這種情況容易造成薄膜內部產生裂紋并向基體擴展。根據有限元模擬得到的極限應力按照 DM1DM4DM3DM2 的順序,結果假設推測是一致的。同時也可以看出,在實驗所選材料中 316 不銹鋼基體表面 WC/C 涂層在所有樣品中具有最高的摩擦學承載能力。
⑶非晶碳基涂層的多元結構設計
為獲得海水環境中性能最佳 WC/C涂層體系,通過改變沉積偏壓來控制等離子體能量,獲得不同涂層結構。很顯然,隨著偏置電壓的增加,涂層表面坑狀缺陷數量增加,這是因為偏置電壓的增加會影響濺射產量和濺射粒子的能量分布,導致等離子通量密度的增加。當等離子能量增加到一個特定值時,等離子轟擊生長薄膜將產生反濺射效應,在WC/C 薄膜的表面上形成微坑。隨著偏置電壓的增加,WC/C 薄膜表面微坑數逐漸增多,這主要是由于等離子體能量升高引起反濺射效應增強引起的。同時,改變等離子體能力不僅能影響涂層表面微缺陷尺寸和分布,還能在涂層非晶基質內部形成亞納米級團簇,并通過調整涂層亞納米結構控制涂層強韌匹配。
海水環境摩擦磨損測試發現,表面缺陷對涂層的摩擦系數和磨損損傷具有雙重作用,適當的表面缺陷分布可起到織構化減摩作用,降低涂層在海水環境中的摩擦系數,并進而降低磨損損傷。而亞納米結構的精細調控可是的涂層獲得優異綜合強韌匹配,從而在海水環境中呈現出良好耐磨蝕特性。
四、典型物理氣相沉積涂層海洋環境耐磨蝕應用示范
核電海水冷卻系統閥門組件采用耐蝕金屬,靜態狀態下工作面耐蝕性能良好,動作執行時硬密封面為典型磨蝕損傷,團隊在某核電海水閥機械運動表面制備超厚氮化鉻基復合涂層不僅可顯著提高基體硬度,還可有效抑制磨蝕過程中的力學與電化學交互作用,從而有效提升閥門組件耐磨蝕性能,保障了整個系統的壽命和可靠性。
海水循環管路對于船舶系統的安全性和可靠性同樣至關重要,目前多數船舶系統過水管路系統閥門組件多采用不銹鋼、鈦合金或銅合金等,團隊在某船舶系統閥門組件應用非晶碳基涂層材料,有效抑制了閥芯硬密封面以及閥桿摩擦接觸面的耐磨蝕性能,同時賦予了相關組件自潤滑性能,提升了其工作性能,保障了整個管路系統的可靠運行。
海洋工程裝備中大量采用水液壓系統,海水泵和水液壓馬達關鍵摩擦零部件磨蝕損傷嚴重,使用壽命通常遠小于液壓由馬達同類零部件,團隊在柱塞、滑靴、配流盤等水液壓系統摩擦副零部件表面應用非晶碳基涂層材料,對相關摩擦副零部件起到了潤滑、抗磨、耐蝕一體化綜合防護,不僅顯著提升了零部件使用壽命,還有效提高了水液壓系統工作壓力以及轉速等工作性能。
緊固件是海洋環境中設施與設備最重要的基礎件,各種類型緊固件摩擦接觸面在海洋環境存在明顯力學與電化學交互作用,不僅磨蝕損傷嚴重,還易于發生咬合,團隊在某重要裝備緊固件表面成功實現非晶碳基涂層的全覆蓋,涂層良好的耐磨蝕性能顯著提升了緊固件摩擦接觸面的耐磨蝕性能,還由于自潤滑特性有效改善了緊固件的抗咬合性能,增加了使用壽命,提高了工作可靠性。
五、結論與展望
力學與電化學交互作用誘發的磨蝕損傷廣泛存在于海洋環境機械運動零部件,是海洋環境機械運動零部件表面損傷的主要形式。物理氣相沉積技術所獲得的氮化鉻基涂層、氮化鈦基涂層以及非晶碳基涂層等涂層材料不僅能夠賦予機械零部件工作面更好的硬度,還將抑制工作面的力學與電化學交互作用,是提升海洋工程裝備機械零部件耐磨蝕性能的有效途徑。
作為海洋環境耐磨蝕防護技術新星,物理氣相沉積涂層海洋環境磨蝕過程中的力學與電化學交互作用研究起步較晚,存在理解不充分、模擬受局限、研究不系統、推廣不全面等問題,特別是在研究工況設定上多涉及海水環境,對海洋大氣液膜腐蝕環境、海洋干濕交替腐蝕環境、深海高溫高壓腐蝕環境等更加苛刻海洋腐蝕環境尚不多見,未來在開展多種復雜海洋環境物理氣相沉積涂層磨蝕過程中力學與電化學交互作用研究方面空間廣闊,在多手段研究方法、多尺度結構設計以及多類型應用推廣方面潛力巨大。
人物簡介

王永欣,工學博士,博士生導師,中國科學院寧波材料技術與工程研究所研究員,中國科學院青年創新促進會會員,德國科布倫茨蘭道大學訪問學者,中國表面工程學會青年表面工程專委會委員,中國表面工程學會裝備技術專委會委員,主要從事潤滑、耐磨、防腐一體化涂層材料研究與開發工作,發表論文80 余篇,申請專利 20 余件,承擔包括兩項國家 973 計劃項目和兩項國家自然科學基金在內的科研項目 15項,針對海洋裝備、流體機械、汽車發動機等行業迫切需要,發展了系列多功能一體化防護涂層材料技術,成為相關行業機械裝備超長壽命可靠運行的重要保障。
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:8135

腐蝕與“海上絲綢之路”
點擊數:6475