
航空鈦合金薄壁件加工的難點分析,速度收藏!
2018-07-24 12:42:04
作者:本網整理 來源:《金屬加工(冷加工)》
分享至:


薄壁件一直屬于機械加工中的難點和重點,尤其是航空鈦合金的材料,下面小編為大家帶來一篇關于航空鈦合金薄壁件加工難點的文章,你準備好了解了嗎?
航空薄壁件的加工既有薄壁件加工的特點又有難加工材料的加工特點,在本文中以作者公司加工的鈦合金圓筒零件為例說明航空薄壁件的加工。

1.零件工藝性分析
我公司在加工圓筒零件(見圖 1) 時,零件材料為鈦合金 TC4,外圓198mm,內孔195mm,長度200mm,表面粗糙度值 Ra= 1. 6μm。
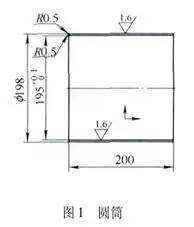
鈦合金 TC4 比強度高,強度大于超高強度鋼。鈦的化學活性大,在 600℃以上,鈦吸收氧,形成硬度很高的硬化層。鈦的導熱系數低,約為鐵的 1/5,鋁的 1/14。鈦的彈性模量小,約為鋼的 1/2。因為鈦合金的特殊性能,加工中主要有以下難點:
(1)鈦合金的切削變形系數接近于1,因此切屑在前刀面滑動摩擦路程 大大 增加,加速 刀具磨損。
(2)導熱系數低,切削溫度高,相同條件下,TC4 比 45 鋼高出 1 倍多。
(3)由于刀具與切屑的接觸長度短,使單位接觸面積上的切削力大大增加,容易崩刃。
(4)化學活性大,易產生表面變質污染層,使組織不均勻,嚴重損傷 刀具,產生 缺口、崩 刃、剝落。
(5)因鈦合金親和性大,切削溫度高等原因,切削時粘刀現象嚴重,在切削過程中會引起粘結磨損。因此,鈦合金薄壁件加工過程中會出現切屑、斷屑、排屑,故防止加工零件的扭曲變形等就更難。
2.零件加工工藝方案
根據圖1零件的工藝分析,該零件加工工序分為粗加工 ( 粗車) 、去應力時效、半精加工、精加工( 半精車、精車) ,采取工序分散原則。其中粗加工以去除余量、釋放加工應力為主要目的。加工設備選用臥式車床,中間安排去應力時效熱處理工序。需要著重強調的是鈦合金加工過程中硬化較嚴重,安排精加工之前的余量需要大于 0.15mm,讓所給的余量大于硬化層深度,消除硬化層存在影響零件的后續加工。在精加工前的半精加工中將影響后續加工的零件尺寸、表面形狀、相互位置及表面粗糙度,應力進一步釋放出來。另外通過相應的工藝手段將加工應力的影響減小到最小,以保證最終能加工出合格的產品零件,同時驗證工藝方案 ( 路線) 的正確、合理性。
(1)工藝路線安排: 粗車 ( 粗車外圓199mm和孔195mm)→去應力時效 ( 熱處理)→半精車( 外圓198. 5mm 和孔195. 5mm)→精車 ( 外圓198mm 和孔195mm)→車工 ( 切斷、去毛刺)→交檢。
(2)刀具及切削參數的選擇和裝夾方案的設計:外圓車刀粗車 YG8 硬質合金主前角 5° ~ 8°,后角7° ~ 12°,主偏角 95°,副偏角 35°,刃傾角 - 5° 左右; 切 削 參 數: v = 58m/min,f = 0.2mm/r,ap=1. 5mm。
精車陶瓷刀主前角 8°,后角 12°,主偏角 95°,副偏角 35°,刃 傾 角 - 8° 左 右; 切 削 參 數: v =80m /min,f = 0. 1mm /r,ap= 0. 2mm。
鏜孔車刀粗車 YG8 硬質合金主前角 6°,后角9°,主偏角 95°,副偏角 35° 左右; 切削參數: v =70m /min,f = 0. 2mm /r,ap= 1mm。
精車陶瓷刀主前角 8°,后角 12°,主偏角 95°,副偏角為 35°; 切削參數如下: v = 100m/min,f =0. 15mm /r,ap= 0. 2mm。
切斷刀采用 3mm 寬的切槽刀加工切斷用; 切削參數 v =70m/min,f =0. 1mm/r,ap= 0. 25mm。
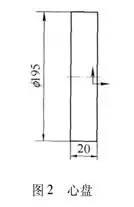
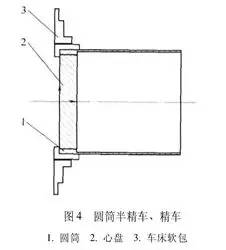
裝夾方案的設計: 粗加工時因為有夾頭,此時工件的剛性較好,使用車床普通自定心卡盤,夾緊力大,可以防止在大切削力加工過程中零件松動,夾頭不切斷。半精加工、精加工時夾緊力要小,防止裝夾變形,此兩步工序中需要使用軟包爪,并且考慮到此時工序工件已經形成薄壁結構,在零件內孔增加心盤裝于工件內孔,以增加整個工藝系統的剛性。軟包爪如圖 2,心盤如圖 3 所示,圖 4 為軟包爪與心盤裝夾零件。

3. 結語
鈦合金切削性能差,是典型的難加工材料之一,這就需要我們在工作中理論結合實踐,在實際工作中不斷積累加工經驗,針對問題制定出切實可行的鈦合金加工施工工藝方案。對加工該類材料零件的設備、刀具、夾具、切削用參數及其他的一些工藝方法進行歸納總結和論證應用,以期更好指導實踐中鈦合金的加工應用,期望本文能對制造業的同行們有所幫助與啟發。
更多關于材料方面、材料腐蝕控制、材料科普等方面的國內外最新動態,我們網站會不斷更新。希望大家一直關注中國腐蝕與防護網http://www.ecorr.org
責任編輯:殷鵬飛
《中國腐蝕與防護網電子期刊》征訂啟事
投稿聯系:編輯部
電話:010-62313558-806
郵箱:fsfhzy666@163.com
中國腐蝕與防護網官方 QQ群:140808414
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62313558-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:5768

腐蝕與“海上絲綢之路”
點擊數:4763