
【材料課堂】焊接缺陷原因及解決措施
2019-08-14 11:28:34
作者:本網(wǎng)整理 來(lái)源:材料科學(xué)與工程
分享至:


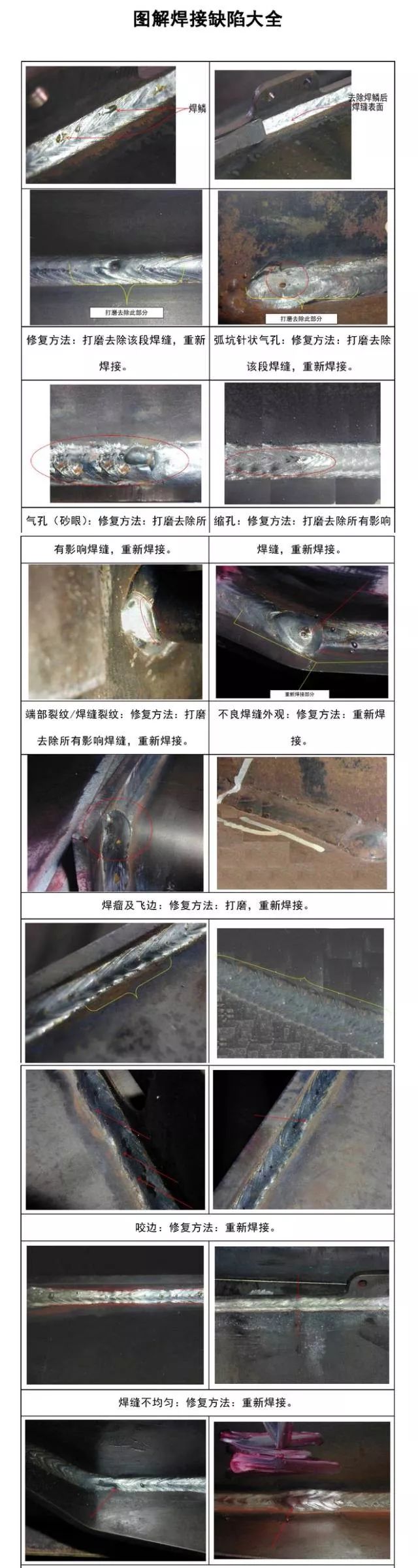
不良外觀:修復(fù)方法:重新焊接
氣孔
|
焊接方式 |
發(fā)生原因 |
防止措施 |
|
手工電弧焊 |
(1)焊條不良或潮濕. |
(1)選用適當(dāng)?shù)暮笚l并注意烘干. |
|
CO2氣體保護(hù)焊 |
(1)母材不潔. |
(1)焊接前注意清潔被焊部位. |
|
埋弧焊接 |
(1)焊縫有銹、氧化膜、油脂等有機(jī)物的雜質(zhì). |
(1)焊縫需研磨或以火焰燒除,再以鋼絲刷清除. |
|
設(shè)備不良 |
(1)減壓表冷卻,氣體無(wú)法流出. |
(1)氣體調(diào)節(jié)器無(wú)附電熱器時(shí),要加裝電熱器,同時(shí)檢查表之流量. |
|
自保護(hù)藥芯焊絲 |
(1)電壓過(guò)高. |
(1)降低電壓. |
|
焊接方式 |
發(fā)生原因 |
防止措施 |
|
手工 |
(1)電流太強(qiáng). |
(1)使用較低電流. |
|
CO2氣體 |
(1)電弧過(guò)長(zhǎng),焊接速度太快. |
(1)降低電弧長(zhǎng)度及速度. |
|
焊接方式 |
發(fā)生原因 |
防止措施 |
|
手工 |
(1)前層焊渣未完全清除. |
(1)徹底清除前層焊渣. |
|
CO2氣體電弧焊 |
(1)母材傾斜(下坡)使焊渣超前. |
(1)盡可能將焊件放置水平位置. |
|
埋弧 |
(1)焊接方向朝母材傾斜方向,因此焊渣流動(dòng)超前. |
(1)焊接改向相反方向焊接,或?qū)⒛覆谋M可能改成水平方向焊接. |
|
自保護(hù)藥芯焊絲 |
(1)電弧電壓過(guò)低. |
(1)調(diào)整適當(dāng). |
|
焊接方式 |
發(fā)生原因 |
防止措施 |
|
手工 |
(1)焊條選用不當(dāng). |
(1)選用較具滲透力的焊條. |
|
CO2氣體 |
(1)電弧過(guò)小,焊接速度過(guò)低. |
(1)增加焊接電流和速度. |
|
自保護(hù)藥芯焊絲 |
(1)電流太低. |
(1)提高電流. |
|
焊接方式 |
發(fā)生原因 |
防止措施 |
|
手工 |
(1)焊件含有過(guò)高的碳、錳等合金元素. |
(1)使用低氫系焊條. |
|
CO2氣體保護(hù)焊 |
(1)開(kāi)槽角度過(guò)小,在大電流焊接時(shí),產(chǎn)生梨形和焊道裂紋. |
(1)注意適當(dāng)開(kāi)槽角度與電流的配合,必要時(shí)要加大開(kāi)槽角度. |
|
埋弧 |
(1)對(duì)焊縫母材所用的焊絲和焊劑之配合不適當(dāng)(母材含碳量過(guò)大,焊絲金屬含錳量太少). |
(1)使用含錳量較高的焊絲,在母材含碳量多時(shí),要有預(yù)熱之措施. |
|
焊接方式 |
發(fā)生原因 |
防止措施 |
|
手焊、CO2氣體保護(hù)焊、 |
(1)焊接層數(shù)太多. |
(1)使用直徑較大之焊條及較高電流. |
|
缺陷名稱(chēng) |
發(fā)生原因 |
防止措施 |
|
搭疊(Overlap) |
(1)電流太低. |
(1)使用適當(dāng)?shù)碾娏? |
|
焊道外觀形狀不良(Bad Appearance) |
(1)焊條不良. (5)焊道內(nèi),熔填方法不良. |
(1)選用適當(dāng)大小良好的干燥焊條. |
|
凹痕(Pit) |
(1)使用焊條不當(dāng). |
(1)使用適當(dāng)焊條,如無(wú)法消除時(shí)用低氫型焊條. |
|
偏弧(Arc Blow) |
(1)在直流電焊時(shí),焊件所生磁場(chǎng)不均,使電弧偏向. |
(1)電弧偏向一方置一地線(xiàn). (3)減小焊槍拖曳角. |
|
燒穿 |
(1)在有開(kāi)槽焊接時(shí),電流過(guò)大. |
(1)降低電流. |
|
焊道不均勻 |
(1)導(dǎo)電嘴磨損,焊絲輸出產(chǎn)生搖擺. |
(1)將焊接導(dǎo)電嘴換新使用. |
|
焊淚 |
(1)電流過(guò)大,焊接速度太慢. |
(1)選用正確電流及焊接速度. |
|
火花飛濺過(guò)多 |
(1)焊條不良. |
(1)采用干燥合適之焊條. |
|
焊道成蛇行狀 |
(1)焊絲伸出過(guò)長(zhǎng). |
(1)采用適當(dāng)?shù)拈L(zhǎng)度,例如實(shí)心焊絲在大電流時(shí)伸出長(zhǎng)20-25mm.在自保護(hù)焊接時(shí)伸出長(zhǎng)度約為40-50mm. |
|
電弧不穩(wěn)定 |
(1)焊槍前端之導(dǎo)電嘴比焊絲心徑大太多. |
(1)焊絲心徑必須與導(dǎo)電嘴配合. (4)將輸送機(jī)軸加油,使回轉(zhuǎn)潤(rùn)滑. |
|
噴嘴與母材間發(fā)生電弧 |
(1)噴嘴,導(dǎo)管或?qū)щ娮扉g發(fā)生短路. |
(1)火花飛濺物粘及噴嘴過(guò)多須除去,或是使用焊槍有絕緣保護(hù)之陶瓷管. |
|
焊槍噴嘴過(guò)熱 |
(1)冷卻水不能充分流出. |
(1)冷卻水管不通,如冷卻水管阻塞,必須清除使水壓提升流量正常. |
|
焊絲粘住導(dǎo)電嘴 |
(1)導(dǎo)電嘴與母材間的距離過(guò)短. |
(1)使用適當(dāng)距離或稍為長(zhǎng)些來(lái)起弧,然后調(diào)整到適當(dāng)距離. |
免責(zé)聲明:本網(wǎng)站所轉(zhuǎn)載的文字、圖片與視頻資料版權(quán)歸原創(chuàng)作者所有,如果涉及侵權(quán),請(qǐng)第一時(shí)間聯(lián)系本網(wǎng)刪除。
相關(guān)文章

官方微信
《中國(guó)腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話(huà):010-62313558-806
- 郵箱:fsfhzy666@163.com
- 中國(guó)腐蝕與防護(hù)網(wǎng)官方QQ群:140808414
文章推薦
點(diǎn)擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點(diǎn)擊數(shù):5768

腐蝕與“海上絲綢之路”
點(diǎn)擊數(shù):4763