
用了這些技術,推重比15-20的先進發動機指日可待!
2016-07-19 12:33:22
作者:本網整理 來源:航空制造網
分享至:


在大家心目中,誰是動物界的大力士?有人會說老虎、大象、牛,因為它們的戰斗力確實爆表;而小編的答案確是螞蟻。

圖 1 四兩撥千斤的螞蟻
雖然螞蟻是動物界的小動物,但如果稱一下螞蟻的體重和它所搬運物體的重量,就會覺得十分驚訝:它所舉起的重量,竟然超過自身體重的100倍!從這個層面上來說,螞蟻是大力士就合情合理了。
在航空發動機領域,小小的發動機要托起整架飛機的大重量,也是一個四兩撥千斤的例子。而衡量這個能力的指標之一就是發動機推重比,自然而然高推重比發動機成為研究熱點。那么設計和制造它又有哪些關鍵技術呢?
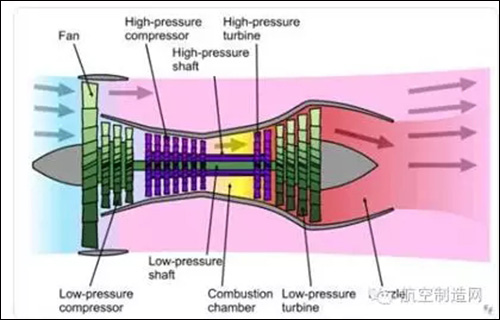
圖 2 航空發動機
1.基本概念
發動機推重比是指在標準大氣和靜止的條件下,飛機發動機在最大工作狀態時所產生的推力與其結構重量的比值。它是衡量發動機性能的一個重要指標,也是衡量發動機設計、材料和加工工藝水平的綜合性能指標。推重比對飛機的飛行性能和有效載荷等都有直接影響。
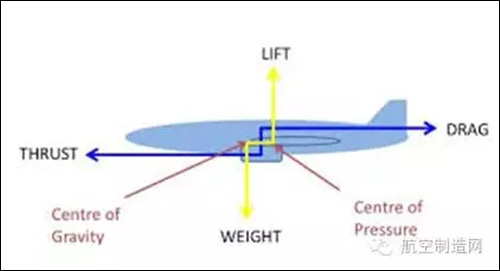
圖 3 飛機推重比示意圖
現代渦輪噴氣發動機的推重比約為3.5~4.5,加力渦輪噴氣發動機約為5~7,加力渦輪風扇發動機可達8以上,高性能的加力式渦輪風扇發動機的推重比可達12~15,用于垂直起落的升力發動機則高達16以上。
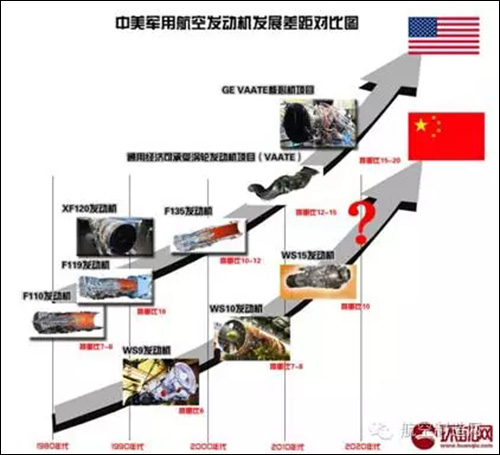
圖 4 中美航空發動機推重比對比
2.設計技術
1)風扇和壓氣機設計技術
在發動機風扇和壓氣機設計上,在保持高效率和足夠失速裕度的同時,要盡量實現用更少的級數達到更高的壓比。轉子葉片采用低展弦比設計,以達到更好的耐用性、更低的成本、更好的抗失速能力和更少的零件數;帶掠型的風扇葉片設計,能削弱葉片通道中的激波強度,綜合考慮葉片的參數選擇和整體性能設計,還能讓掠型提高整個葉片的效率。

圖 5 帶掠型發動機葉片
2)燃燒室設計技術
提高渦輪前溫度是先進發動機發展的必然趨勢,采用多級旋流和氣動霧化技術,以滿足燃燒性能要求和擴大燃燒穩定工作范圍;火焰筒頭部分級、分區供油,并組織燃燒,可保證燃燒室在高油氣比范圍內可靠工作。
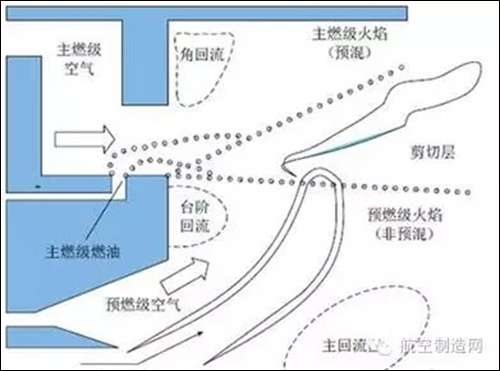
圖 6 多級旋流提高燃燒效率

圖 7 燃燒室中火焰筒示意圖
3)渦輪設計技術
采用超跨聲速、高負荷、低稠度、無導葉和大轉折角對轉渦輪,可使發動機性能得到大幅提高,同時質量得到明顯減輕。具體表現為降低渦輪部件質量、簡化渦輪結構、材料利用更加充分、部件壽命更長,同時縮短了發動機軸向長度;另外如果同時采用先進的傳熱冷卻技術,可以允許進一步提高渦輪前溫度,從而提高發動機推重比;高低壓渦輪轉子對轉,抵消了由于單向旋轉產生的陀螺力矩;減少了內流通道中可能引發氣動阻力的零件,充分利用流過葉片的氣體環量,增大葉片升力,獲得更高效率。
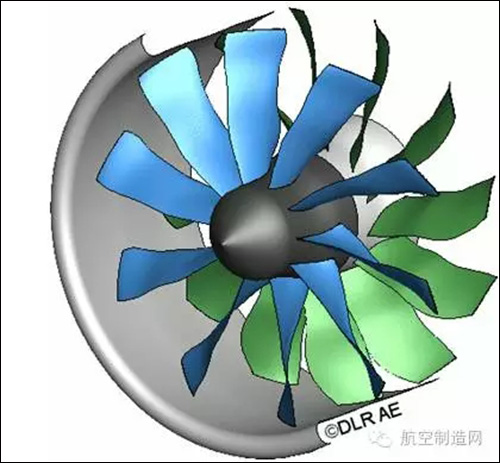
圖 8 對轉渦輪發動機示意圖
4)尾噴管設計技術
為了適應高推重比發動機的使用,未來的行空發動機將采用由碳-碳輕質材料加工的360°全方位偏轉矢量噴管。近年來,國外眾多研究機構提出了利用流體注入來實現推力矢量的方法,即流體推力矢量(Fluid Thrust Vectoring, FTV)概念。其控制原理是利用二次流對主流的干擾形成需要的推力矢量。與機械式相比,流體推力矢量噴管結構簡單、質量輕、成本低、反應快、受力合理以及適應范圍寬廣。

圖 9 航空發動機尾噴管
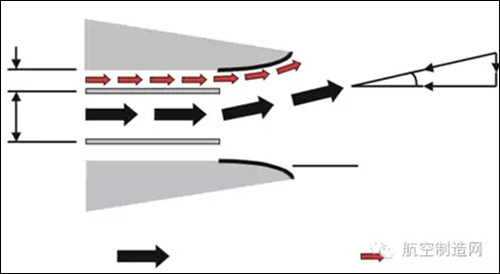
圖 10 流體推力矢量原理圖
3.關鍵制造技術
為了提高發動機的推力和推重比,必須減輕發動機結構重量,提高發動機的結構效率和燃氣溫度。為此,除了改進發動機設計方法外,還必須發展先進制造技術,保證發動機的生產和加工滿足要求。
1)寬弦風扇葉片制造技術
例如F119和EJ200等發動機均采用寬弦風扇葉片。F119的3級風扇葉片均為寬弦葉片,寬弦無凸臺風扇葉片可有兩種選擇方案,即鈦合金風扇葉片和復合材料風扇葉片。F119用鈦合金毛坯經切削加工成兩半葉片,用真空擴散焊接成一個整體空心平板葉身,然后在真空爐內通過蠕變、彎扭初步成形,最后經超塑成形至最終葉型。
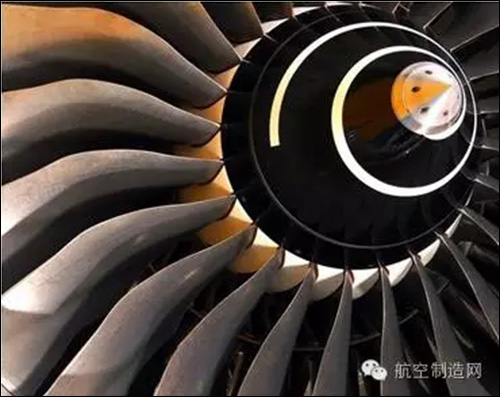
圖 11 遄達900后掠式寬弦風扇葉片

圖 12 寬弦風扇葉片剖切照片
2)整體葉盤制造技術
推重比10發動機的壓氣機和渦輪采用整體葉盤結構,如F119和EJ200的風扇與壓氣機為鈦合金整體葉盤結構,渦輪采用高溫合金整體葉盤結構。有的F119壓氣機轉子也采用Alloy-C阻燃鈦合金整體葉盤,Alloy-C型鈦合金不但具有良好的阻燃性能,而且具有良好的高溫變形、冷軋、延展、焊接和鑄造性能。

圖 13 整體葉盤結構
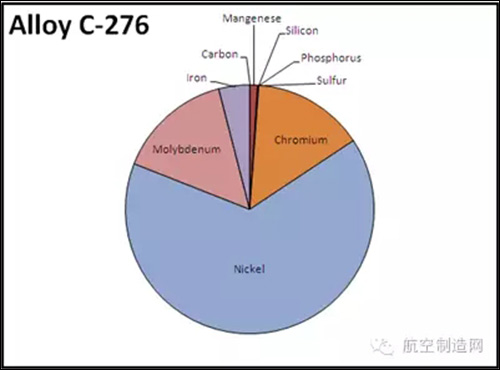
圖 14 Alloy-C合金組分
3)復合層板冷卻結構制造技術
多孔復合層板冷卻結構是高推重比發動機采用的先進冷卻結構,多用于燃燒室和渦輪葉片。它是將帶有復雜冷卻回路的Lamilloy多孔層板用擴散連接方法成形的冷卻結構。多孔復合層板冷卻結構的關鍵制造技術是復雜冷卻回路的計算機輔助設計和繪制、“照相-腐蝕”或“照相-電解”工藝,也可以用激光和電子束等特種工藝加工。
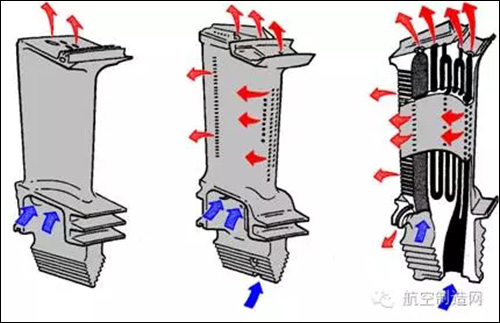
圖 15 發動機葉片多空冷卻結構

圖 16 發動機燃燒室多孔冷卻結構
4)浮壁式火焰筒制造技術
推重比10一級發動機渦輪前溫度達到1500-1700℃。F119采用的浮壁式火焰筒結構是用多環段連接而成。環段背向火焰一面對流散熱的凸環,并有縫隙形成冷卻隔熱氣膜,隔熱環是由浮動片組成,并用螺栓連接在外環段上。浮動片用精密鑄造技術制成,而冷卻隔熱環局部噴涂熱障涂層,以降低部件表面溫度。

圖 17 浮壁式火焰筒發動機

圖 18 F119發動機
5)定向凝固和單晶精鑄
定向凝固和單晶精鑄技術已經成為推重比10以上高性能發動機的關鍵制造技術之一。目前使用中的單晶葉片是第二代空心無余量單晶葉片,即采用定向凝固經時效處理加防護涂層的對開式空心超單晶葉片。國外主要發動機公司均已建立定向凝固和單晶渦輪葉片精鑄生產線,其葉片單面余量已穩定在0.05-1mm,渦輪葉片合格率可達70%以上,導向葉片達90%以上。
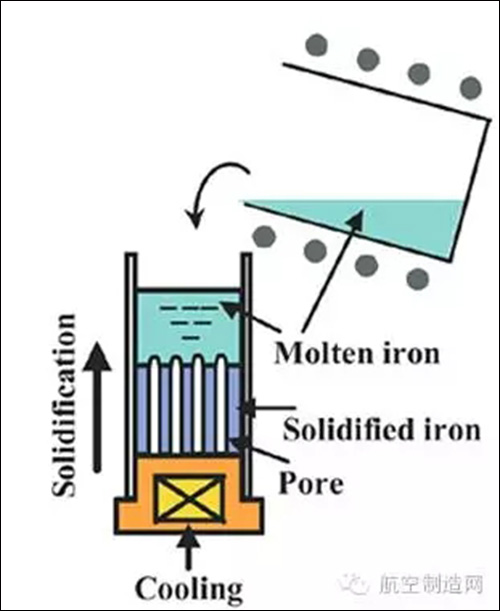
圖 19 定向凝固技術原理圖
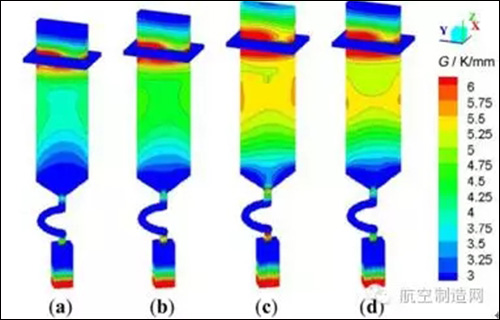
圖 20 單晶葉片生長過程數值模擬
6)熱障涂層技術
高推重比發動機結構大量采用以熱障涂層技術為代表的先進涂層技術。熱端部件采用熱障涂層以提高結構強度,其中有陶瓷涂層和多層隔熱層。渦輪工作葉片和導向器的隔熱涂層采用低壓等離子噴涂涂敷,也可以采用電子束物理氣相沉積涂敷。發動機冷端部件均采用封嚴涂層、耐磨和防腐蝕涂層。涂敷方法多采用等離子噴涂、火焰噴涂、爆炸噴涂、超音速火焰噴涂和真空等離子噴涂等。

圖 21 發動機熱端的熱障涂層
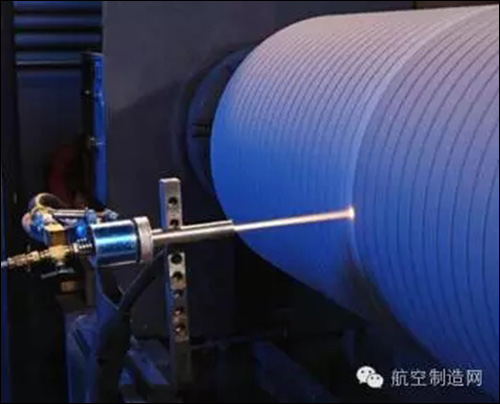
圖 22 精密熱噴涂技術
更多關于材料方面、材料腐蝕控制、材料科普等等方面的國內外最新動態,我們網站會不斷更新。希望大家一直關注中國腐蝕與防護網http://www.ecorr.org
責任編輯:王元
《中國腐蝕與防護網電子期刊》征訂啟事
投稿聯系:編輯部
電話:010-62313558-806
郵箱:ecorr_org@163.com
中國腐蝕與防護網官方 QQ群:140808414
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:8135

腐蝕與“海上絲綢之路”
點擊數:6475