
連續(xù)碳化硅纖維增強(qiáng)碳化硅陶瓷基復(fù)合材料研究進(jìn)展
2017-04-17 10:44:42
作者:本網(wǎng)整理 來源: 先進(jìn)陶瓷復(fù)合材料
分享至:


連續(xù)碳化硅纖維增強(qiáng)碳化硅陶瓷基復(fù)合材料(SiC/SiC復(fù)合材料)是指在SiC陶瓷基體中引入SiC纖維作為增強(qiáng)相,進(jìn)而形成以SiC纖維為增強(qiáng)相和分散相、以SiC陶瓷為基體相和連續(xù)相的復(fù)合材料。SiC/SiC復(fù)合材料的結(jié)構(gòu)和組分特征決定了該類材料繼承保留了碳化硅陶瓷材料耐高溫、抗氧化、耐磨耗、耐腐蝕等優(yōu)點(diǎn),同時通過發(fā)揮SiC纖維增強(qiáng)增韌機(jī)理,克服了材料固有的韌性差和抗外部沖擊載荷性能差的先天缺陷。
SiC/SiC復(fù)合材料綜合性能優(yōu)異,在航空、航天、核能等領(lǐng)域具有廣泛的應(yīng)用前景,特別是在航空發(fā)動機(jī)燃燒室內(nèi)襯、燃燒室筒、噴口導(dǎo)流葉片、機(jī)翼前緣、渦輪葉片和渦輪殼環(huán)等熱端部位。
本文首先從結(jié)構(gòu)上介紹SiC/SiC復(fù)合材料的三個組成部分,即SiC增強(qiáng)纖維、界面層和SiC陶瓷基體,進(jìn)而從制備工藝、加工工藝、考核應(yīng)用以及面臨的問題和機(jī)遇等方面闡述SiC/SiC復(fù)合材料的研究進(jìn)展。
1.SiC纖維
SiC 纖維是繼C纖維之后發(fā)展迅速的一種極具潛力的高性能纖維制品,具有優(yōu)異的力學(xué)性能、抗氧化性能、高溫穩(wěn)定性以及與金屬和陶瓷基體之間良好的物理化學(xué)相容性,是目前高溫復(fù)合材料常用的增強(qiáng)增韌材料。
目前SiC纖維的研發(fā)主要采用先驅(qū)體轉(zhuǎn)化法。日本學(xué)者Yajima教授于20世紀(jì)70年代末率先采用該工藝成功研制出連續(xù)SiC纖維,為SiC纖維的工業(yè)化生產(chǎn)奠定了技術(shù)基礎(chǔ)。按照工藝流程,先驅(qū)體轉(zhuǎn)化技術(shù)主要包括聚合物SiC陶瓷先驅(qū)體的合成、先驅(qū)體的熔融紡絲、原纖維的不熔化處理和不熔化纖維的高溫?zé)傻炔襟E。
1.1 碳化硅纖維的分類
目前國際上SiC纖維的生產(chǎn)企業(yè)主要集中在日本,包括日本碳公司(Nippon Carbon)和日本宇部公司(Ube Industries)。
根據(jù)結(jié)構(gòu)組成和性能,SiC纖維主要分為三代。
第一代為高氧高碳SiC纖維,工業(yè)化產(chǎn)品以Nippon Carbon公司的Nicalon 200纖維和Ube Industries公司的Tyranno LOX-M纖維為代表。一代SiC纖維氧含量在10wt%以上,纖維含有部分SiCXOY相和游離碳。在惰性氣氛中較高溫度(高于1200°C)下,該纖維內(nèi)部的SiCXOY相會發(fā)生分解反應(yīng),并伴隨SiC晶粒的粗化,纖維內(nèi)部產(chǎn)生大量孔洞和裂紋等缺陷,導(dǎo)致纖維力學(xué)性能急劇下降。在氧化氣氛中,SiCXOY相分解的同時,纖維表面開始氧化,生成的SiO2和逸出的CO導(dǎo)致部分孔洞的形成,嚴(yán)重影響纖維的力學(xué)性能。在氧化溫度為1200°C時,纖維性能變得非常差,難以作為復(fù)合材料的增強(qiáng)纖維使用。
第二代為低氧、高碳含量SiC纖維,工業(yè)化產(chǎn)品以Nippon Carbon公司的Hi-Nicalon纖維和Ube Industries公司的Tyranno LOX-E纖維、Tyranno ZM纖維和Tyranno ZE纖維為代表。基于一代纖維中高氧高碳結(jié)構(gòu)對熱力學(xué)穩(wěn)定性的影響,研究人員采用電子輻照等技術(shù)改進(jìn)了不熔化處理工序,大幅降低了交聯(lián)過程中氧元素的引入。相比于第一代Nicalon型SiC纖維,Hi-Nicalon纖維氧含量很低,無SiCXOY相存在,但是依舊富碳,主要由β-SiC、無定型SiC以及游離碳相組成,提升了材料的高溫穩(wěn)定性。
第三代為近化學(xué)計(jì)量比SiC纖維,工業(yè)化產(chǎn)品以Nippon Carbon公司的Hi-Nicalon S纖維、Ube Industries公司的Tyranno SA纖維和美國Dow Corning公司的Sylramic纖維等為代表。基于第二代纖維游離碳較多對纖維高溫氧化氣氛中穩(wěn)定性的影響,Nippon Carbon公司在Hi-Nicalon纖維的基礎(chǔ)上進(jìn)一步降低游離碳含量,研制成功接近SiC化學(xué)計(jì)量比的第三代SiC纖維,即Hi-Nicalon S纖維。該纖維主要組成為晶粒尺寸為亞微米級的β-SiC晶粒,此外包含少量游離碳和痕量氧。近化學(xué)計(jì)量比的組成形態(tài)顯著提升了SiC纖維的模量,同時纖維晶間相含量的降低則明顯改善了材料的抗蠕變性能。以Hi-Nicalon S纖維為代表的第三代SiC纖維具有優(yōu)異抗氧化性能和抗蠕變性能,顯著拓寬了其在航空航天熱端構(gòu)件領(lǐng)域的應(yīng)用。
1.2 碳化硅纖維的國內(nèi)外研究現(xiàn)狀
日本Nippon Carbon公司和Ube Industries公司是國際市場最主要的SiC纖維生產(chǎn)廠家,總產(chǎn)量占到全球的80%左右。目前第一代、第二代和第三代SiC纖維均實(shí)現(xiàn)了工業(yè)化生產(chǎn),其中Nippon Carbon公司的純SiC纖維(牌號Nicalon)和Ube Industries公司的含鈦、含鋯、含鋁等類型的SiC纖維(牌號Tyranno)產(chǎn)量均達(dá)到100噸級,且基本保持穩(wěn)定。
據(jù)報道,美國Dow Corning公司研制成功含硼的SiC纖維,牌號為Sylramic,目前該技術(shù)已轉(zhuǎn)給美國COI陶瓷公司,產(chǎn)量不詳。德國Bayer AG公司通過聚硼硅氮烷聚合物先驅(qū)體的熱分解反應(yīng)制備了SiBN3C纖維,尚未有工業(yè)化生產(chǎn)的報道。
國內(nèi)SiC纖維產(chǎn)業(yè)化發(fā)展主要包括“十一五”和“十二五”兩個五年計(jì)劃,研制單位主要包括國防科技大學(xué)、廈門大學(xué)(含火炬電子科技股份有限公司)和蘇州賽力菲陶纖有限公司。在國家大力支持和相關(guān)科研單位的努力下,已經(jīng)實(shí)現(xiàn)了第一代SiC纖維工程化生產(chǎn),突破了第二代SiC纖維研制關(guān)鍵技術(shù)。目前國內(nèi)第二代SiC纖維處于中試階段,生產(chǎn)能力達(dá)到1噸/年。圖1示出了國產(chǎn)第一代和第二代SiC纖維的顯微形貌。
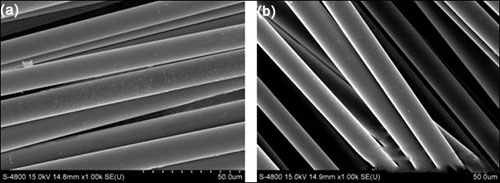
圖1. 國產(chǎn)第一代SiC纖維(a)和第二代SiC纖維(b)顯微形貌
總體而言,國內(nèi)SiC纖維研究基礎(chǔ)較弱,起步較晚,雖然取得了顯著進(jìn)步,但在質(zhì)量穩(wěn)定性和工業(yè)化能力方面與日本等發(fā)達(dá)國家的先進(jìn)水平差距巨大。
2. 碳化硅基體
根據(jù)制備工藝和組分的差異,SiC/SiC復(fù)合材料的陶瓷基體包括純SiC陶瓷和SiC基復(fù)相陶瓷。其中,前者可以通過聚碳硅烷的高溫裂解以及三氯甲基硅烷的化學(xué)氣相沉積獲得,后者可以通過摻雜改性,在SiC基體中引入B、Zr、Hf 等其他元素制備。鑒于SiC/SiC復(fù)合材料的陶瓷基體的技術(shù)成熟遠(yuǎn)遠(yuǎn)高于SiC纖維,本文不再一一贅述。
3. 界面層
界面層,又稱界面相,是陶瓷基復(fù)合材料內(nèi)部連接連續(xù)相基體和增強(qiáng)相纖維的橋梁,是調(diào)節(jié)纖維與基體之間結(jié)合強(qiáng)度的關(guān)鍵因素。界面層的組分和結(jié)構(gòu)很大程度上決定了陶瓷基復(fù)合材料力學(xué)性能,特別是材料的韌性。
界面層的作用包括四部分:(1) 隔離作用:在高溫或者有氧環(huán)境下,界面層可以抑制基體和纖維之間的擴(kuò)散反應(yīng),導(dǎo)致結(jié)合強(qiáng)度增加,保持材料優(yōu)異的韌性;(2) 傳遞作用:界面層需要具備一定的強(qiáng)度,將載荷由基體傳遞至主承力結(jié)構(gòu)增強(qiáng)纖維;(3) 應(yīng)力緩釋作用:裂紋由基體傳遞至界面層時,在界面處或者界面層內(nèi)部發(fā)生偏轉(zhuǎn),拓展裂紋傳遞的途徑,提升材料的強(qiáng)度和韌性;(4) 保護(hù)作用:減緩和避免纖維在制備過程中因高溫或化學(xué)反應(yīng)引起的損傷。
3.1 陶瓷基復(fù)合材料的增韌機(jī)制
陶瓷基復(fù)合材料在外部載荷沖擊下,基體首先承載發(fā)生變形,進(jìn)而產(chǎn)生裂紋;隨著載荷增加,裂紋持續(xù)擴(kuò)展,并在連續(xù)相基體和增強(qiáng)相纖維連接界面處發(fā)生偏轉(zhuǎn)。當(dāng)外部載荷超過纖維承載能力時,纖維相繼拔出和斷裂,材料失效。
通過上述受力過程的分析可知,陶瓷基復(fù)合材料的應(yīng)力釋放機(jī)制具體表現(xiàn)為:
(1) 基體殘余應(yīng)力:陶瓷基復(fù)合材料的制備溫度較高(一般大于1000°C),當(dāng)工作溫度低于制備溫度時,復(fù)合材料內(nèi)部存在沿纖維軸向的殘余收縮應(yīng)力,這一殘余應(yīng)力的存在有利于抑制基體開裂,有利于提升材料的強(qiáng)度和韌性;
(2) 裂紋擴(kuò)展受阻:若纖維/基體界面結(jié)合力較強(qiáng),基體承載的載荷強(qiáng)度不足以引起纖維/基體界面脫離時,裂紋的擴(kuò)展無法持續(xù),在界面處被阻止;
(3) 界面解離和裂紋偏轉(zhuǎn):若纖維/基體界面結(jié)合強(qiáng)度較弱,外部載荷導(dǎo)致的基體裂紋傳遞到界面處時,界面發(fā)生解離。裂紋偏離固有的擴(kuò)展方向,裂紋擴(kuò)展路徑的拓展有利于應(yīng)力釋放,增加陶瓷基復(fù)合材料材料的強(qiáng)度和韌性;
(4) 纖維橋聯(lián):陶瓷基復(fù)合材料基體開裂后,纖維并未立即斷裂,而是在基體的裂紋之間架橋,此時橋聯(lián)的纖維依靠自身的軸向收縮促使裂紋閉合。上述閉合作用與纖維/基體之間的相容性以及界面層的結(jié)構(gòu)關(guān)系密切,這是材料陶瓷基復(fù)合材料結(jié)構(gòu)設(shè)計(jì)需要重點(diǎn)關(guān)注的方面;
(5) 纖維斷裂和纖維斷頭拔出:應(yīng)力集中引起結(jié)合強(qiáng)度較弱的纖維/基體界面解離后,若應(yīng)力持續(xù)增加,纖維發(fā)生斷裂,進(jìn)而由基體中拔出。
上述增韌機(jī)制的存在有助于應(yīng)力的釋放和材料韌性的提升。
圖2 所示為SiC/SiC復(fù)合材料典型的斷裂形貌。
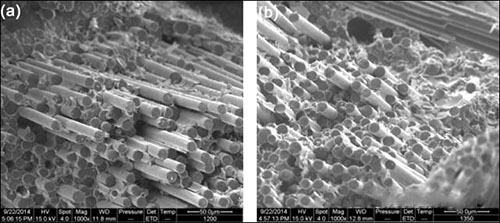
圖2. SiC/SiC復(fù)合材料斷裂后截面形貌:(a)韌性斷裂;(b)脆性斷裂
3.2 界面層類型
基于上述關(guān)于陶瓷基復(fù)合材料的增韌機(jī)制分析可以看出,界面層結(jié)構(gòu)和組分是影響材料力學(xué)性能和斷裂行為的重要因素。理想的界面層能夠拓展載荷傳遞和裂紋擴(kuò)展的途徑,顯著提升材料的強(qiáng)度和韌性。
按照結(jié)構(gòu)差異,理想的界面層包括以下三種:
(1) 層狀結(jié)構(gòu)界面層。該類界面層與基體的結(jié)合強(qiáng)度較大,裂紋直接穿透至界面層內(nèi)部,進(jìn)而在界面層內(nèi)部發(fā)生偏轉(zhuǎn)。該類界面層較為常見,以熱解碳(Pyrolytic carbon,PyC)界面層和六方氮化硼界面層(h-BN)為代表。PyC界面層[圖3(a)]的優(yōu)勢在于制備工藝簡單,成本較低,基體裂紋在界面層內(nèi)部逐次偏轉(zhuǎn),劣勢在于其抗氧化性能較差,PyC 界面層在空氣中或者氧氣氣氛中500°C 就開始發(fā)生氧化反應(yīng),嚴(yán)重影響了材料和構(gòu)件的穩(wěn)定性。h-BN界面層[圖3(b)]與PyC具有類似的層狀結(jié)構(gòu),層與層之間結(jié)合力較弱,抗氧化性能優(yōu)異,是較為理想的陶瓷基復(fù)合材料界面層材料,但其制備工藝復(fù)雜,成本較高。
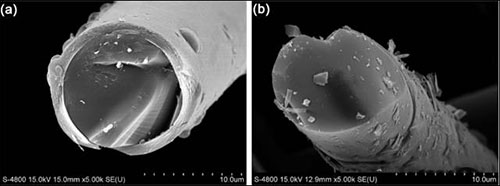
圖3. SiC/SiC復(fù)合材料界面層:(a)熱解碳;(b)氮化硼
(2) 多孔結(jié)構(gòu)界面相。裂紋在該類界面層內(nèi)部沿孔隙間阻力較小的途徑擴(kuò)展,有助于提升材料的韌性。由前述增韌途徑可知,界面層內(nèi)部孔結(jié)構(gòu)、孔分布是影響材料力學(xué)性能的重要因素。
(3) 復(fù)合界面層。該界面層以(SiC-PyC)n和(BN-SiC)n代表,兼具SiC陶瓷抗氧化保護(hù)作用和PyC/BN層狀促進(jìn)裂紋偏轉(zhuǎn)、調(diào)節(jié)界面結(jié)合強(qiáng)度作用的優(yōu)勢,是一種理想的陶瓷基復(fù)合材料界面層體系,是近年來研究的重點(diǎn)和熱點(diǎn)。
4. 制備工藝
SiC/SiC陶瓷基復(fù)合材料的制備工藝主要包括聚合物浸漬裂解工藝(Polymer Infiltrationand Pyrolysis,PIP)、化學(xué)氣相滲透工藝(Chemical Vapor Infiltration,CVI)和反應(yīng)浸滲工藝 (Reaction Infiltration,RI)等。
PIP工藝的優(yōu)點(diǎn)包括:制備溫度低、纖維損傷小、陶瓷基體可設(shè)計(jì)性強(qiáng)、易于通過近凈尺寸成型實(shí)現(xiàn)大型復(fù)雜構(gòu)件的制造;其缺點(diǎn)則在于制備過程基體收縮較大、材料孔隙率高、對材料蠕變性能有一定影響等。針對上述缺點(diǎn),可采用高陶瓷產(chǎn)率的先驅(qū)體或者加入填料優(yōu)化工藝。
CVI工藝制備的材料純度高、基體一般具有完整晶體結(jié)構(gòu),力學(xué)性能優(yōu)異。缺點(diǎn)在于工藝復(fù)雜、制備周期長、成本較高。為了提升CVI工藝的沉積效率,美國研究人員采用了強(qiáng)制流動熱梯度技術(shù),其傳質(zhì)過程通過強(qiáng)制對流實(shí)現(xiàn),大幅提升了沉積效率,縮短了致密化周期。
RI工藝的優(yōu)勢很明顯,制造成本低、周期短、材料氣孔率低,是發(fā)展SiC/SiC復(fù)合材料低成本、工程化制造技術(shù)理想的選擇。該工藝缺點(diǎn)在于液相滲硅反應(yīng)溫度高(一般高于1400°C),超過目前第一代和第二代SiC纖維的長期使用溫度,對SiC纖維會產(chǎn)生一定損傷,同時基體中殘留硅,易導(dǎo)致材料脆性較高。針對上述缺點(diǎn),一般在纖維表面制備保護(hù)層或加入助溶劑,減緩滲硅過程纖維的高溫?fù)p傷。
日本是開展聚碳硅烷(PCS)和連續(xù)SiC纖維研究最早的國家,其PIP制備工藝優(yōu)勢顯著。德國和美國利用反應(yīng)熔融滲透(Reactive MeltInfiltration,RMI)技術(shù)實(shí)現(xiàn)了SiC/SiC復(fù)合材料構(gòu)件的批量化生產(chǎn)。法國以CVI技術(shù)為主,水平世界領(lǐng)先。中航工業(yè)復(fù)材中心和西北工業(yè)大學(xué)分別采用PIP工藝和CVI工藝進(jìn)行SiC/SiC復(fù)合材料的研制,上海硅酸鹽所和中南大學(xué)在RMI工藝方面取得了顯著的技術(shù)突破。
5. 加工工藝
SiC/SiC復(fù)合材料硬度高,材料由基體、纖維等多部分構(gòu)成,具有明顯的各向異性,加之復(fù)合材料的表面形貌、尺寸精度和位置精度等對構(gòu)件的安全性、可靠性和使用壽命等都有重要影響,一般采用傳統(tǒng)機(jī)械加工技術(shù)和特種加工技術(shù)相結(jié)合的方式實(shí)現(xiàn)材料的精確加工。日本在陶瓷基復(fù)合材料銑削、切削、磨削、鉆削等傳統(tǒng)加工領(lǐng)域方面優(yōu)勢明顯,美國、德國、英國、俄羅斯等國家在超聲波加工、電火花加工、水射流加工以及激光加工等領(lǐng)域進(jìn)行了深入研究。
傳統(tǒng)機(jī)械加工就是基于傳統(tǒng)的銑削、切削、磨削、鉆削等金屬材料加工技術(shù),選擇高硬度的金剛石刀具和加工程序?qū)iC/SiC復(fù)合材料進(jìn)行加工,加工工藝的優(yōu)化、刀具的選擇、加工余量的設(shè)計(jì)是影響加工效果的重要因素。一般而言,傳統(tǒng)機(jī)械加工工藝適宜于SiC/SiC復(fù)合材料機(jī)的型面加工,外形尺寸易于控制,材料表面光潔度高。但不適宜于小尺寸、孔結(jié)構(gòu)的加工。研究表明,采用鉆削制孔加工獲得的SiC/SiC復(fù)合材料孔結(jié)構(gòu)表面不平整,存在微裂紋。
超聲波技術(shù)是利用超聲波振子引發(fā)工具產(chǎn)生超聲頻的縱向振動,在材料表面與高速運(yùn)動的磨砂粒子撞擊,從而對被加工表面進(jìn)行拋磨,實(shí)現(xiàn)材料的微加工。該工藝加工損傷較小,加工質(zhì)量高,但加工效率低,適宜于孔結(jié)構(gòu)和型腔成型加工。
激光加工技術(shù)主要以原子躍遷過程中釋放出來的高能量光子為熱源,照射到材料表面,光能轉(zhuǎn)化為極高密度的熱能,產(chǎn)生局部瞬時高溫,導(dǎo)致材料熔化甚至氣化實(shí)現(xiàn)去除。激光加工過程無需刀具和模具,屬于非接觸性加工技術(shù)。然而,激光加工過程伴隨較大的熱應(yīng)力,可能導(dǎo)致微裂紋的產(chǎn)生。此外,該工藝成本較高,不利于實(shí)現(xiàn)工程化應(yīng)用。
高壓水射流技術(shù)是在高壓高速水射流中加入超硬磨粒,形成高速沖擊的液固兩相高速射流,實(shí)現(xiàn)材料的加工。該工藝屬于冷態(tài)切割,無熱影響,不會產(chǎn)生熱應(yīng)力。但是該工藝分辨率低(一般高于0.5mm),高速超硬磨粒的沖擊易引起崩邊等結(jié)構(gòu)缺陷及損傷,僅適用于復(fù)合材料的粗加工。
電火花加工技術(shù)是利用電極之間脈沖放電熱效應(yīng)實(shí)現(xiàn)對材料的去除加工。加工材料和工具無直接接觸、無刀具磨損問題。對于非導(dǎo)電陶瓷材料,可采用電解液法和高壓電法。但該工藝在加工過程中存在有較大熱影響,導(dǎo)致加工工件出現(xiàn)微裂紋和電極產(chǎn)生損耗等問題。
6 考核及應(yīng)用
SiC/SiC復(fù)合材料應(yīng)用廣泛,主要包括航空(含航空發(fā)動機(jī))、航天以及核能領(lǐng)域,具體為航空發(fā)動機(jī)燃燒室、噴口導(dǎo)流葉片、渦輪葉片、渦輪殼環(huán)、尾噴管,空天飛行器機(jī)翼前緣、舵面以及核燃料包殼管等部位。美國、歐盟、日本等國家在陶瓷基復(fù)合材料領(lǐng)域投入大量人力物力,開展了多個國家級的研究計(jì)劃,例如NASA 的IHPTET (High Performance TurbineEngine Technology)、UEET(Ultra-EfficientEngine Technology)計(jì)劃和日本的AMG(Advanced MaterialsGas-Generator)計(jì)劃,對陶瓷基復(fù)合材料在航空航天領(lǐng)域特別是航空發(fā)動機(jī)熱端部位的應(yīng)用進(jìn)行了詳細(xì)的規(guī)劃研究。其中在NASA N+3先進(jìn)發(fā)動機(jī)項(xiàng)目中,GE公司對先進(jìn)材料在未來(2030~2035)航空發(fā)動機(jī)領(lǐng)域的應(yīng)用進(jìn)行了梳理和預(yù)研。陶瓷基復(fù)合材料的應(yīng)用包括燃燒室、渦輪導(dǎo)向葉片、高壓渦輪葉片、低壓渦輪葉片、高壓渦輪罩環(huán)等發(fā)動機(jī)靜止和轉(zhuǎn)動部位。
實(shí)際應(yīng)用方面,法國SNECMA公司于20世紀(jì)80年代成功研制出牌號為CERASEPR系列的SiC/SiC復(fù)合材料,并率先應(yīng)用于M88-2發(fā)動機(jī)尾噴管部位。隨著材料制備、加工以及考核驗(yàn)證技術(shù)的逐漸完善,SiC/SiC復(fù)合材料的應(yīng)用日趨廣泛,目前已經(jīng)實(shí)現(xiàn)在多型號航空發(fā)動機(jī)熱端構(gòu)件領(lǐng)域的應(yīng)用,如F110-GE-129發(fā)動機(jī)尾噴管,EJ200發(fā)動機(jī)的燃燒室、火焰穩(wěn)定器、尾噴管調(diào)節(jié),Trent800發(fā)動機(jī)渦輪外環(huán)以及F136發(fā)動機(jī)渦輪導(dǎo)向葉片等發(fā)動機(jī)熱端構(gòu)件。采用SiC/SiC復(fù)合材料熱端構(gòu)件后,可以大幅節(jié)省冷卻氣量,提高工作溫度,降低結(jié)構(gòu)重量,提高使用壽命。此外,美國GE公司與CFM公司合作研制的SiC/SiC復(fù)合材料渦輪罩環(huán)已經(jīng)成功應(yīng)用于空客A320和波音737MAX飛機(jī)的LEAP發(fā)動機(jī),這也是SiC/SiC復(fù)合材料首次應(yīng)用于商用發(fā)動機(jī)高壓渦輪部件。GE航空公司于2015年初通過F414渦航空發(fā)動機(jī)驗(yàn)證機(jī)首次驗(yàn)證了陶瓷基復(fù)合材料低壓渦輪葉片的應(yīng)用,這是世界上首個陶瓷基復(fù)合材料航空發(fā)動機(jī)轉(zhuǎn)動部件。同時,GE9X發(fā)動機(jī)將把陶瓷基復(fù)合材料的應(yīng)用擴(kuò)展到燃燒室內(nèi)外襯套、高壓渦輪一級和二級導(dǎo)向器以及一級罩環(huán)上。總體而言,中溫中載的SiC/SiC復(fù)合材料尾噴管構(gòu)件已經(jīng)實(shí)現(xiàn)實(shí)際應(yīng)用和批量生產(chǎn);高溫中載的燃燒室構(gòu)件正在進(jìn)行裝機(jī)驗(yàn)證,近期有望實(shí)現(xiàn)應(yīng)用;渦輪轉(zhuǎn)子和渦輪葉片等高溫高載轉(zhuǎn)動件研制技術(shù)發(fā)展較快,部分關(guān)鍵技術(shù)已取得突破。
國內(nèi)SiC/SiC復(fù)合材料構(gòu)件研制始于20世紀(jì)80年代,主要研制單位包括中航工業(yè)復(fù)材中心、航天材料及工藝研究所、西北工業(yè)大學(xué)、國防科學(xué)技術(shù)大學(xué)等單位,目前已經(jīng)具備構(gòu)件研制和小批量生產(chǎn)能力,但在工程產(chǎn)業(yè)化方面與西方發(fā)達(dá)國家尚存在明顯差距。
7. 面臨的問題和機(jī)遇
我國SiC/SiC復(fù)合材料研究起步較晚,通過近20年特別是“十二五”計(jì)劃期間國家的支持,國內(nèi)多個研究單位和高校在包括設(shè)計(jì)考核、構(gòu)件研制、原材料生產(chǎn)在內(nèi)的多個方面都取得了顯著的成果,但在關(guān)系到材料工程化應(yīng)用的幾個方面尚需進(jìn)行深入研究。
(1) 高性能SiC連續(xù)纖維的批量穩(wěn)定生產(chǎn):國內(nèi)SiC纖維研究基礎(chǔ)較弱,起步較晚,目前已經(jīng)突破第二代SiC纖維研制的關(guān)鍵技術(shù),目前處于中試階段,但在質(zhì)量穩(wěn)定性和工業(yè)化能力方面與日本等國家的先進(jìn)水平的差距巨大。
(2) SiC/SiC復(fù)合材料研制全產(chǎn)業(yè)鏈中的關(guān)鍵技術(shù)突破:目前國內(nèi)SiC/SiC復(fù)合材料的研制與國際先進(jìn)水平差距不大,但構(gòu)件工程化生產(chǎn)能力不足。此外,SiC/SiC復(fù)合材料與金屬件連接、環(huán)境屏障涂層以及無損檢測等方面亦需繼續(xù)進(jìn)行深入研究。
(3) SiC/SiC復(fù)合材料構(gòu)件的修復(fù):SiC/SiC復(fù)合材料成本高,構(gòu)件服役苛刻,可能在強(qiáng)氣動加熱和氣動載荷作用下產(chǎn)生損傷,復(fù)合材料的修復(fù)工作意義重大。但在該方面國內(nèi)研究基礎(chǔ)近乎空白,亟需通過典型件試驗(yàn),開展材料修復(fù)機(jī)理和壽命評估研究,降低SiC/SiC復(fù)合材料構(gòu)件的修復(fù)成本。
目前國家兩機(jī)專項(xiàng)和空天飛行器項(xiàng)目已經(jīng)啟動,國家對新材料、新工藝領(lǐng)域的研究十分重視。SiC/SiC復(fù)合材料在航空發(fā)動機(jī)領(lǐng)域的型號和在空天飛行器方面的實(shí)際應(yīng)用面臨前所未有的機(jī)遇。我們應(yīng)堅(jiān)持先靜止件后轉(zhuǎn)動件、先低溫件后高溫件的原則,在前期中溫中載靜止件的研制基礎(chǔ)上,積極開展中溫中載轉(zhuǎn)動件和高溫中載靜止件的研制,同時積極建設(shè)“材料-工藝-設(shè)計(jì)”一條龍模式的SiC/SiC復(fù)合材料構(gòu)件全產(chǎn)業(yè)鏈,拓展SiC/SiC復(fù)合材料的應(yīng)用領(lǐng)域。
更多關(guān)于材料方面、材料腐蝕控制、材料科普等方面的國內(nèi)外最新動態(tài),我們網(wǎng)站會不斷更新。希望大家一直關(guān)注中國腐蝕與防護(hù)網(wǎng)http://www.ecorr.org
責(zé)任編輯:龐雪潔
投稿聯(lián)系:編輯部
電話:010-62313558-806
中國腐蝕與防護(hù)網(wǎng)官方 QQ群:140808414
免責(zé)聲明:本網(wǎng)站所轉(zhuǎn)載的文字、圖片與視頻資料版權(quán)歸原創(chuàng)作者所有,如果涉及侵權(quán),請第一時間聯(lián)系本網(wǎng)刪除。
-
標(biāo)簽: 碳化硅, 陶瓷復(fù)合材料, 碳纖維
相關(guān)文章

官方微信
《中國腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護(hù)網(wǎng)官方QQ群:140808414
文章推薦
點(diǎn)擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點(diǎn)擊數(shù):8125

腐蝕與“海上絲綢之路”
點(diǎn)擊數(shù):6461