
燃?xì)廨啓C涂層
2021-03-09 15:27:49
作者:本網(wǎng)整理 來源:熱噴涂及特種粉體
分享至:


摘要:燃?xì)廨啓C的部件的工作溫度跨越室溫到部件材料的熔點附近,部件在運行過程中受到各種侵蝕,材料性能退化。燃?xì)廨啓C中很多部位都需要涂層進(jìn)行防護(hù)。通過對一些在使用過程中失去尺寸公差的部件的涂層進(jìn)行修理和翻新,從而避免直接更換新部件,降低成本;飛灰和砂粒的侵蝕會損壞壓縮機葉片,會在發(fā)動機使用初期就造成故障;發(fā)動機震動會引起壓縮機葉片燕尾槽根部產(chǎn)生微動磨損;由于軸錯位、外殼橢圓度及間隙不足會引起壓縮機外殼與旋轉(zhuǎn)葉片接觸,導(dǎo)致葉片和外殼損壞。鈦合金部件之間的摩擦?xí)疴伝穑粸樘岣甙l(fā)動機效率,需要對壓氣機的間隙進(jìn)行嚴(yán)密控制。在發(fā)動機運轉(zhuǎn)過程中,發(fā)生旋轉(zhuǎn)和往復(fù)運動的幾個接觸面的磨損需要保護(hù)。燃燒室內(nèi)被污染的燃料產(chǎn)生的熱氣體會在其通道上造成氧化和腐蝕。在熱端部件中,旋轉(zhuǎn)和靜止部件需要隔熱,以避免較高的工作溫度,從而提高發(fā)動機的熱效率。燃?xì)廨啓C各部位需求多樣,需要通過應(yīng)用一系列涂層來保護(hù)部件,避免故障。本文通過對燃?xì)廨啓C各部位涂層的綜述,對涂層的結(jié)構(gòu)細(xì)節(jié)、表征方法、失效機理進(jìn)行描述,以便于工程師加深對燃?xì)廨啓C用熱噴涂涂層的理解。
1、前言
燃?xì)廨啓C部件的基體材料為部件提供必要的機械強度,當(dāng)基體材料性能與部件表面設(shè)計性能相矛盾時就需要在基體材料上涂覆涂層以滿足工程應(yīng)用的需求。涂層可有效保護(hù)部件免受各種環(huán)境因素的影響,如刮削、沖蝕、磨損、微動磨損、氧化、腐蝕等。由于燃?xì)廨啓C部件工況惡劣且復(fù)雜,很多部件必須要采用涂層進(jìn)行防護(hù),但沒有一種普適涂層能夠滿足所有工況環(huán)境的要求。
涂層的化學(xué)成分和制備工藝必須滿足物理、機械、化學(xué)和環(huán)境相容性等方面的要求。涂層可以通過擴(kuò)散工藝或涂覆工藝進(jìn)行制備。擴(kuò)散過程會在擴(kuò)散區(qū)與基體形成良好的冶金結(jié)合;而熱噴涂涂層的結(jié)合主要依靠機械結(jié)合;常規(guī)物理氣相沉積是機械結(jié)合,電子束物理氣相沉積(電子束PVD)會形成化學(xué)鍵的結(jié)合。擴(kuò)散工藝形成的涂層厚度在幾微米,可進(jìn)行批量加工,因此在經(jīng)濟(jì)上很便宜;缺點是不能很好地控制涂層的化學(xué)成分。涂覆工藝制備的涂層可以達(dá)到3毫米厚,涂層的化學(xué)成分可以通過控制粉末的化學(xué)性質(zhì)來精確控制。涂覆工藝的缺點是,難以對涂層厚度進(jìn)行精細(xì)控制,只能加工工件可視范圍類區(qū)域。涂覆工藝也是一種修復(fù)再制造工藝,在磨損的軸上進(jìn)行涂覆并機加工滿足尺寸要求。
燃?xì)廨啓C工作環(huán)境苛刻。不同部位使用的涂層不同,如圖1所示。壓縮機葉片和葉片上涂有抗腐蝕涂層。壓縮機葉片與輪盤接觸的燕尾根部使用了防微動磨損涂層。可磨耗涂層用于外殼、尖端和密封件。直徑調(diào)整涂層應(yīng)用于發(fā)動機的不同部位。燃?xì)廨啓C葉片和葉片由耐腐蝕和抗氧化涂層保護(hù)。燃?xì)廨啓C的葉片、葉片、流道整流罩、噴管襯套和燃燒器由熱障涂層保護(hù)。
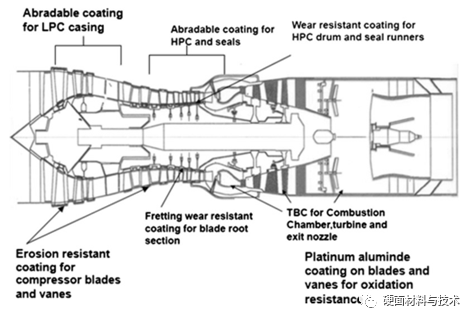
圖1 燃?xì)廨啓C不同部位使用的涂層
(2)涂層構(gòu)建和修復(fù)
燃?xì)廨啓C部件出現(xiàn)磨損、損壞或不匹配的情況時,采取修復(fù)手段而不是替換新部件,修復(fù)涂層的厚度從幾微米到3毫米不等。涂層重新修復(fù)需要正確的尺寸和公差,同時也要符合表面粗糙度的要求。一般需要采用與基體材料類似的材料進(jìn)行修復(fù),如果使用不同材料,需要考慮熱膨脹系數(shù)和電流耦合特性(避免形成電池)等。堆積涂層具有多種成分,例如鐵基和鎳基材料。首選的沉積工藝是空氣等離子噴涂(APS)和高速氧燃料(HVOF)涂層,因為它們具有更高的結(jié)合強度。圖2a為Metco公司的Amdry 625(Ni21.5Cr9Mo3.6 (Nb+Ta) 2.5Fe)粉末,該粉末為氣霧化工藝制備,粒度為45-90μm。該粉末可用于鈦合金基體的修復(fù),如在壓縮機第三級盤內(nèi)徑上進(jìn)行等離子噴涂,基材為Ti6Al4V,涂層材料為Amdry 625,涂層厚度948 μm,顯微形貌如圖2b所示。Amdry 625涂層的孔隙率小于1.2%,未熔化顆粒小于0.5%,平均顯微硬度平均值為625HV0.3,結(jié)合強度為36MPa。
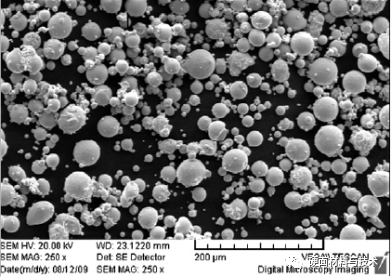
圖2a Amdry 625粉末形貌
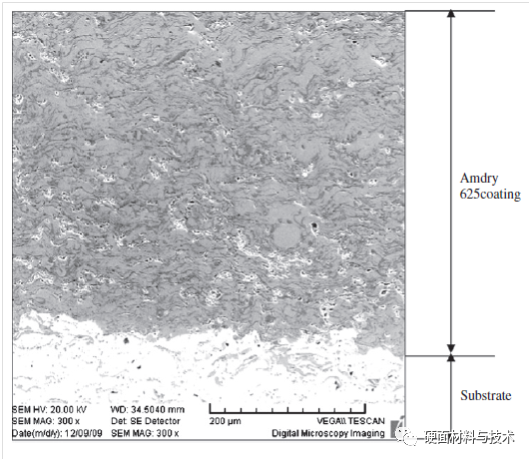
圖2b Amdry 625涂層顯微形貌
圖3a為Metco 450 (Ni5Al)粉末的形貌,該粉末為機械包覆粉末,粒度為45-90微米。氣霧化制備的Ni5Al粉末形貌如圖3b所示。在Ti6Al4V基體上進(jìn)行等離子噴涂,涂層如圖3c所示,涂層硬度為HRB 82。
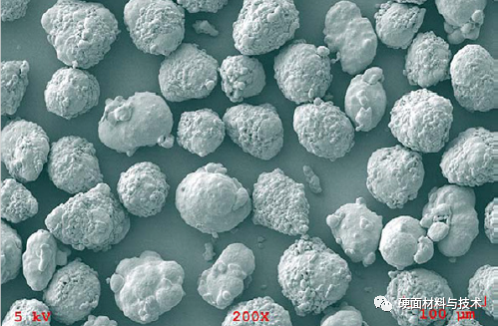
圖3a 包覆型的Ni5Al粉末形貌
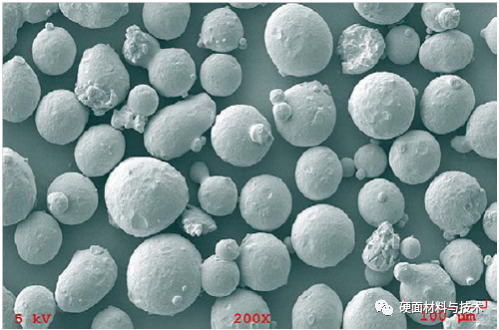
圖3b 氣霧化型Ni5Al粉末形貌
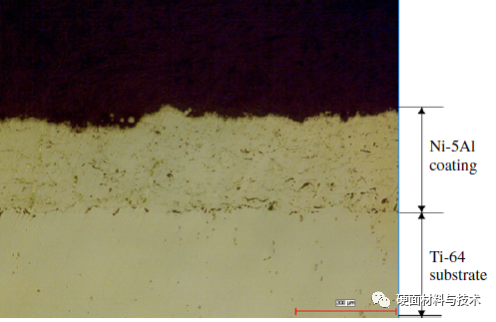
圖3c Metco 450(Ni–5Al)等離子噴涂涂層的顯微組織
通常熱噴涂噴槍掃過一次基體的涂層厚度約為10微米,因此,如果要求涂層厚度幾微米時,不能采用熱噴涂工藝;此時常用的工藝是電鍍,涂層厚度精細(xì)可控,并且具有良好的結(jié)合強度。圖4顯示了厚度為12 微米的鍍鉻軸承鋼的顯微組織。
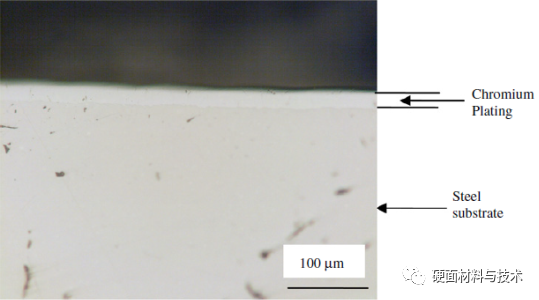
圖4 軸承箱表面鍍鉻層
免責(zé)聲明:本網(wǎng)站所轉(zhuǎn)載的文字、圖片與視頻資料版權(quán)歸原創(chuàng)作者所有,如果涉及侵權(quán),請第一時間聯(lián)系本網(wǎng)刪除。
相關(guān)文章

官方微信
《中國腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護(hù)網(wǎng)官方QQ群:140808414
文章推薦
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數(shù):7130

腐蝕與“海上絲綢之路”
點擊數(shù):5741