
利用電鍍技術(shù)修復(fù)零件表面
2017-01-23 17:29:51
作者:本網(wǎng)整理 來源:機(jī)械加工在線
分享至:


無論是軍用還是民用的機(jī)電裝備,在錯綜復(fù)雜的環(huán)境中 運(yùn)行,都不可避免的會遇到各種各樣的損傷。在自然運(yùn)行條件 下,摩擦損傷是最為常見的一種損傷形式。它實(shí)質(zhì)上是指零件 表面在互相接觸運(yùn)動的狀態(tài)下,由于摩擦等因素引起金屬小 顆粒逐漸從表面脫落,并造成零件表面材料不斷流失,從而導(dǎo) 致其失去正常效能的一種破壞現(xiàn)象。依據(jù)摩擦損傷的具體狀 況和現(xiàn)象,又可將其分為粘著磨損、磨料磨損、接觸疲勞磨損、 腐蝕磨損、微動磨損、高溫氧化磨損以及沖蝕磨損等形式。對 于這一類失效零件,可以考慮在磨損零件表面鍍上一層耐磨 合金,恢復(fù)零件的尺寸精度和幾何形狀精度,使零件獲得第二 次甚至第三次生命。
一、表面損傷修復(fù)的基本途徑
一般來講,零件表面損傷修復(fù)的基本途徑,主要分為兩個 階段:一是零件受損表面的修復(fù),二是受損表面尺寸和幾何形 狀精度的修復(fù)。
以電鍍技術(shù)為基礎(chǔ)的鍍層獲得方法,是修復(fù)零件表面最 為有效的手段。電鍍是指在含有欲鍍金屬的鹽類溶液中,在直 流電的作用下,以被鍍基體金屬為陰極,以欲鍍金屬或其他惰 性導(dǎo)體為陽極,通過電解作用,在基體表面上獲得結(jié)合牢固的 金屬膜的表面工程技術(shù)。電鍍能夠改善基體材料的外觀,賦予 材料表面的各種物理化學(xué)性能,如耐腐蝕性、裝飾性、耐磨性、 釬焊性以及導(dǎo)電、磁、光學(xué)性能等,具有工藝設(shè)備簡單、操作方 便、加工成本低、操作溫度低等特點(diǎn),是表面工程技術(shù)中最常 用的方法之一。
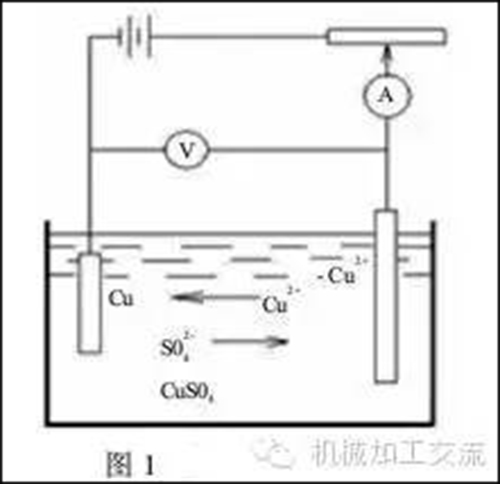
其工作原理如圖1所示。
電刷鍍技術(shù),是在普通鍍槽電鍍技術(shù)的基礎(chǔ)上發(fā)展起來 的一種新型表面工程技術(shù)。它采用專門研制的系列電刷鍍?nèi)?液、各種形式的鍍筆和陽極,以及專用的直流電源,依靠包裹 著的浸滿溶液的陽極鍍筆,在接陰極工件表面擦拭,使得溶液 中的金屬離子在零件表面與陽極接觸的各點(diǎn)上發(fā)生放電結(jié) 晶,從而獲得鍍層的表面加工方法。
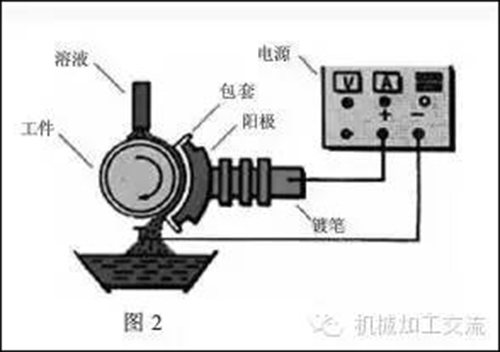
其工作原理如圖2所示。
二、磨損主軸的損傷分析

圖3為待修的KD-805數(shù)控車編程機(jī)床。該機(jī)床工作時 出現(xiàn)如下狀況:
(1)噪聲大;
(2)用卡盤夾持毛坯進(jìn)行車削加工時,出現(xiàn)較明顯顫動。 鑒于以上現(xiàn)象,首先分析為主軸磨損或主軸配合軸承磨 損或變形,決定對該機(jī)床進(jìn)行拆卸,以便進(jìn)一步觀察,做出維 修處理。拆卸主軸箱各零件,通過觀察和測量后發(fā)現(xiàn),除主軸 發(fā)生摩擦損傷外,其他零件均無損傷失效現(xiàn)象。對于數(shù)控車床 而言,主軸是一個簡單但受力很復(fù)雜的關(guān)鍵性零件。首先,主 軸工作中要承受彎曲、扭轉(zhuǎn)等應(yīng)力的綜合作用,要承受沖擊振 動,旋轉(zhuǎn)摩擦副還要承受不斷的摩擦作用,并且主軸與軸承和 皮帶輪配合的軸頸尺寸偏小,因此導(dǎo)致其配合接觸面磨損嚴(yán) 重。其次,由于主軸與軸承配合為過盈配合,其配合表面不斷 受到摩擦力的作用,所以在使用過程中發(fā)生自然磨損。另外, 在正常工作條件下,有時也由于受周圍環(huán)境溫度或介質(zhì)的作 用,使機(jī)件的金屬表面逐漸產(chǎn)生磨損,而這種自然磨損是不可 避免的正常現(xiàn)象。
出現(xiàn)磨損后的工作面,不可能達(dá)到絕對的平整光滑,而是 存在一些微觀凸凹,所以軸與軸承的工作面互相接觸時,其實(shí) 際接觸面積將遠(yuǎn)遠(yuǎn)小于其名義接觸面積,這表明實(shí)際接觸面 積僅為局部的點(diǎn)接觸。由于上述原因,兩表面相互接觸時,其 微觀凸凹不平的地方必然會產(chǎn)生相互嚙合(嵌入)的現(xiàn)象。而 且由于實(shí)際接觸面積小,所以在接觸緊密的地方,其接觸應(yīng)力 (或稱壓強(qiáng))就非常大,使受力面的受力方向更加復(fù)雜,磨損的 速度加快。隨著磨損的加重,主軸轉(zhuǎn)動時伴隨較明顯振顫,較 長的工作時間和較大的工作量,導(dǎo)致磨痕逐漸加深,振顫更加 嚴(yán)重,表現(xiàn)在噪聲大,加工出的零件偏差滿足不了制造要求, 影響了正常的使用。
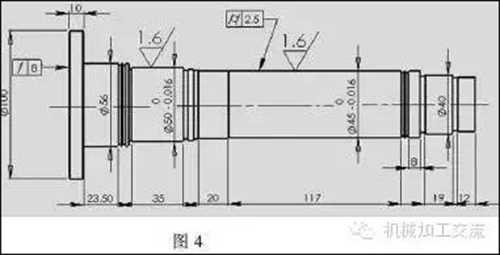
圖4為用Solid Works 2006建模生成的該主軸零件圖。主 軸材質(zhì)為45號鋼,總長274 mm,與軸承配合面直徑為45 mm。因長期使用,連接皮帶端與軸承配合的工作面出現(xiàn)嚴(yán)重 磨損(如圖5所示)。推測配合軸頸尺寸應(yīng)該為Φ45h6,上偏差 為0,下偏差為-0.016 mm。一般情況下,當(dāng)主軸的軸頸不圓度 或不柱度大于0.0125 mm,直徑超差0.013~0.015 mm時,就 應(yīng)對其進(jìn)行修復(fù)。而上述指標(biāo)的平均超差達(dá)0.015~0.025 mm,并且其工作性能惡化,轉(zhuǎn)動時有較嚴(yán)重振顫,影響正常工 作使用,需要進(jìn)行及時修復(fù)。
三、磨損主軸的修復(fù)過程
機(jī)床主軸出現(xiàn)的上述損傷,有多種修復(fù)方案可供選擇,如 電鍍、電刷鍍后進(jìn)行磨削加工等。但根據(jù)數(shù)種修復(fù)方案的比 較,結(jié)合本單位的維修條件,最后選擇通過電鍍工藝接近并超 過原來尺寸,再經(jīng)磨削加工到原有尺寸,并達(dá)到要求公差的方 案。實(shí)踐證明,修復(fù)效果很好。
維修工藝流程制定及維修操作分為電鍍和磨削兩個步驟 進(jìn)行。
1、主軸的電鍍工藝
主軸的電鍍工藝流程及操作過程如下:
(1)對主軸進(jìn)行退鉻處理,然后進(jìn)行修磨,處理后最小尺 寸準(zhǔn)44.8 mm;
(2)對主軸進(jìn)行低溫去應(yīng)力回火處理,回火溫度190±10 ℃≥4h;
(3)對主軸鍍鉻,然后進(jìn)行除氫、磷化和二次除氫處理;
(4)將主軸磨至尺寸準(zhǔn)45.026 mm;
(5)再次進(jìn)行低溫去應(yīng)力回火處理;回火溫度(190± 10)℃≥4h。
2、主軸電鍍后的磨削工藝
電鍍后的主軸表面如圖6所示。由于對主軸進(jìn)行電鍍后 磨損面的尺寸變?yōu)闇?zhǔn)45.026 mm,所以要鍍后進(jìn)行磨削加工, 以保證其尺寸滿足要求,與軸承配合良好。
電鍍后,對主軸進(jìn)行磨削加工,其操作過程如下:
(1)用雙頂尖裝夾,將主軸裝夾在磨床上;
(2)對裝夾主軸進(jìn)行反復(fù)校正,確保消除回轉(zhuǎn)跳動和端面 跳動;
(3)磨削加工至合理尺寸。
磨削加工后,測量修復(fù)后的主軸受損外圓面尺寸為 準(zhǔn)44.985 mm,而上文提到的該軸軸徑的偏差范圍是:上偏差為 0,下偏差為-0.016mm。所以磨削加工達(dá)到軸承配合公差要 求。最后將主軸進(jìn)行裝配,并對機(jī)床進(jìn)行清理,通電。對修復(fù)后 的主軸進(jìn)行較正,結(jié)果符合要求。用該機(jī)床低速車削一個毛坯 后,沒有發(fā)生前文提到的現(xiàn)象,修復(fù)效果良好。
四、結(jié)束語
裝備在運(yùn)行過程中的損傷,是不可避免的,通過有效的技 術(shù)手段和合理的工藝過程,使損傷得以修復(fù),使其戰(zhàn)斗力或生 產(chǎn)力得以恢復(fù),具有非常重要的軍事價值和現(xiàn)實(shí)意義。在國 外,發(fā)達(dá)國家都非常重視維修技術(shù)的發(fā)展,并設(shè)有專職的維修 管理機(jī)構(gòu)。我國機(jī)械設(shè)備維修研究和應(yīng)用,直到上世紀(jì)70年 代初才進(jìn)入到一個較快的發(fā)展時期。
利用電鍍技術(shù)修復(fù)零件表面,恢復(fù)零件的使用功能,是機(jī) 械維修方法中較為經(jīng)濟(jì)而且非常有效的手段之一,必將在機(jī)械 維修與再制造領(lǐng)域得到快速發(fā)展與普及,并逐步實(shí)現(xiàn)鍍層尺寸 的可控性、電(刷)鍍專用機(jī)床的自動化、電鍍技術(shù)與其他表面 工程技術(shù)(特別是高能束流加工技術(shù),如激光束、離子束等)的復(fù) 合等,讓這種表面工程更加具有現(xiàn)實(shí)意義以及實(shí)用價值。
更多關(guān)于材料方面、材料腐蝕控制、材料科普等方面的國內(nèi)外最新動態(tài),我們網(wǎng)站會不斷更新。希望大家一直關(guān)注中國腐蝕與防護(hù)網(wǎng)http://www.ecorr.org
責(zé)任編輯:龐雪潔
投稿聯(lián)系:編輯部
電話:010-62313558-806
中國腐蝕與防護(hù)網(wǎng)官方 QQ群:140808414
免責(zé)聲明:本網(wǎng)站所轉(zhuǎn)載的文字、圖片與視頻資料版權(quán)歸原創(chuàng)作者所有,如果涉及侵權(quán),請第一時間聯(lián)系本網(wǎng)刪除。
相關(guān)文章

官方微信
《中國腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護(hù)網(wǎng)官方QQ群:140808414
文章推薦
點(diǎn)擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點(diǎn)擊數(shù):8125

腐蝕與“海上絲綢之路”
點(diǎn)擊數(shù):6461