
水下摩擦螺柱焊接頭在飽和CO2中的電化學性能
2021-02-05 13:54:52
作者:戴婷1, 顧艷紅1, 高輝,1, 劉凱龍1, 謝小輝2, 焦 來源:上海理工大學能源與動力工程學院
分享至:


摘要
以X65鋼為焊接基板,16Mn鋼為螺柱,利用摩擦螺柱焊 (FSW) 技術獲得水下FSW 接頭,研究了接頭和X65鋼在通入飽和CO2的NaCl溶液中的電化學腐蝕性能。利用光學顯微鏡觀察試樣的宏觀和微觀金相,利用SEM觀測FSW接頭腐蝕8 h后的腐蝕形貌,并結合XRD和EDS分析接頭腐蝕產物的成分和元素。結果表明:FSW接頭整體的開路電位更正、阻抗更大、腐蝕電流密度更小,說明FSW接頭的耐腐蝕性整體比X65管線鋼要好;FSW接頭各個區域中,焊縫區和塞棒區腐蝕較輕,而上熱影響區、下熱影響區和母材區腐蝕較嚴重;FSW接頭試樣在飽和CO2的NaCl溶液中的腐蝕產物為Fe2O3。
關鍵詞: FSW接頭; X65管線鋼; 電化學性能; 飽和CO2
Abstract
The underwater friction stud welding (FSW) joint was obtained with X65 steel as substrate and 16Mn steel as stud. The electrochemical corrosion performance of the FSW joint and X65 steel in NaCl solution saturated with CO2 were studied by means of electrochemical methods, macroscopic- and microscopic-metallography, scanning electron microscope (SEM) with energy spectrum analyzer (EDS) and X-ray diffractometer (XRD)。 The results show that the open circuit potential of FSW joint is more positive, the impedance is larger and the corrosion current density is smaller, which indicates that the corrosion resistance of FSW joint is better than that of X65 pipeline steel. According to the microscopic metallography observation for every zone of the FSW joint, it is found that the corrosion in central welded zone is lighter, while the corrosion in upper heat affected zone, lower heat affected zone and base metal zone is more serious. The EDS and XRD results showed that the corrosion product of FSW joints is Fe2O3.
Keywords: FSW joint; X65 pipeline steel; electrochemical property; saturated CO2
戴婷, 顧艷紅, 高輝, 劉凱龍, 謝小輝, 焦向東。 水下摩擦螺柱焊接頭在飽和CO2中的電化學性能[J]. 中國腐蝕與防護學報, 2021, 41(1): 87-95 doi:10.11902/1005.4537.2019.237
DAI Ting, GU Yanhong, GAO Hui, LIU Kailong, XIE Xiaohui, JIAO Xiangdong. Electrochemical Performance of Underwater Friction Stud Welding Joint in CO2 Saturated NaCl Solution[J]. Journal of Chinese Society for Corrosion and Protection, 2021, 41(1): 87-95 doi:10.11902/1005.4537.2019.237
摩擦螺柱焊 (FSW) 是英國焊接研究所 (TWI) 研發出的一種固相連接技術,屬于摩擦焊領域中最早發展成熟的一種技術[1,2]。因該技術不采用電弧加熱的形式,所以焊接接頭的質量受環境壓力變化影響較小,特別適合于水下作業,從而在水下焊接領域得到快速發展[3-5]。FSW具有焊接接頭質量好、性能好、節能等優點,其中摩擦螺柱焊機搭載無人遙控潛水器 (ROV) 在水下能夠進行全位置焊接,可適應水下結構物布局復雜的情況[2]。如今,作為摩擦焊接分支之一的FSW在焊接技術上日益成熟。歐盟、美國和巴西等國圍繞FSW技術在水下連接中的應用展開了一系列研究工作。Seli等[6]對不同材料低碳鋼和Al之間焊接后的力學性能和熱模擬進行了研究。Hynes等[7]對不同材料之間采用FSW工藝焊接過后的熱流進行了數值模擬。國內對FSW設備和焊接工藝也開展了較多研究,研究人員[8-10]對焊接工藝、接頭組織、力學性能及裝備進行了初步研究。崔雷[11]采用自制的等靜壓摩擦圓柱塞焊焊機,針對兩種海洋用DH36和X65鋼在空氣和水介質中制備了焊接接頭并對其微觀組織和力學性能進行了初步研究,探索了焊接參數對焊接質量的影響。徐亞國等[12,13]研究了摩擦螺柱焊接過程中焊縫的成形過程、工藝及其對力學性能的影響,獲得了較好力學性能的優化工藝參數,可見FSW實驗室樣機已經能獲得良好力學性能的焊接接頭。本課題組[14,15]對16Mn鋼FSW接頭的微觀組織及微區電化學腐蝕行為進行了初步研究。然而,備受企業和研究者們關注的水下焊接接頭的耐蝕性研究還鮮有報道。
由于水下FSW接頭需要滿足海底和酸性油氣田對FSW接頭的高強度、抗腐蝕性服役工況和服役環境的要求,發生失效的風險性增強。因此用飽和CO2模擬酸性環境來研究水下FSW接頭電化學性能,對海底利用FSW技術具有重要的意義。為了進一步研究FSW接頭在CO2中的耐蝕性,本文以X65鋼為焊接基板,16Mn鋼為螺柱,利用FSW技術獲得水下FSW接頭,采用光學顯微鏡 (OM) 和掃描電子顯微鏡 (SEM) 對FSW接頭不同區域在通入飽和CO2環境下腐蝕前后的形貌進行觀察,對比分析飽和CO2環境下X65鋼試件和FSW接頭在不同腐蝕時間的宏觀和微觀形貌,并結合X射線衍射 (XRD) 和能譜儀 (EDS) 對FSW接頭腐蝕產物的成分和元素進行分析,對FSW接頭的耐蝕性給出總體評價,為FSW水下應用提供參考。
1 實驗方法
1.1 水下FSW接頭的制備與表征
實驗以X65管線鋼為基體,16Mn鋼為塞棒,采用北京石油化工學院自主研發的FSW設備,確定的最佳焊接參數為:溫度25 ℃、螺柱直徑14 mm、旋轉速度6000 r·min-1、進給速度20 mm·min-1、軸向壓力7 MPa。
為了較為準確地測量FSW接頭的硬度,在試件上畫3條線記為HV1,HV2和HV3,每條線橫跨試件的塞棒區、上熱影響區、焊縫區、下熱影響區和母材區;再利用洛氏硬度計 (AHM-6L,ARCHIMEDES) 在線上均勻測出15個間隔相同點的硬度值,通過分析每個測試點數值來得出FSW接頭截面上硬度分布的特點。
利用金相顯微鏡 (ECLIPSE,MA200) 對焊接實體和用4% (質量分數) 的硝酸酒精溶液處理后的試件進行金相觀察,宏觀形貌見圖1。

圖1 FSW接頭焊接實體和處理后的試件
1.2 電化學實驗與腐蝕產物表征
為了模擬海洋環境,實驗配置了3.5% (質量分數) 的NaCl溶液,并且向配置好的NaCl溶液中持續通入CO2來模擬酸性環境,CO2通入時長為1 h,控制氣泡速率為1個/s,以此達到飽和狀態。
電化學實驗是通過電化學工作站 (AMETEK, VersaSCAN,USA) 完成的,采用三電極的電化學體系,參比電極 (RE) 為飽和甘汞 (SCE),輔助電極 (CE) 為鉑片 (尺寸為1 cm×1 cm)。實驗溫度為室溫,在600 mL燒杯中加入500 mL通入飽和CO2的酸性NaCl溶液中進行實驗,測得其開路電位 (OCP)、電化學阻抗譜 (EIS) 和極化曲線 (PDP)。開路電位測量時間在30 min,電化學阻抗的頻率測試范圍是105~10-2 Hz,動電位極化曲線測試區間與開路電位相比在±0.5 V之間,掃描速率為0.25 mV/s,并選取前1000個點的數據進行分析。
實驗共需要測試兩組試樣進行對比,分別為CO2環境下FSW接頭和X65試樣。每組試件測量4組數據,每組數據的采集間隔為2 h,并對測量后試件的宏觀和微觀形貌進行金相觀察。
利用SEM (FEI Quanta400F) 觀測試件腐蝕8 h后的形貌。采用EDS (SSX-550,Japan) 和XRD (D8FOCUS) 分析試件的腐蝕產物組分,XRD實驗過程中采用小角掠射,掠射角為2°,掃描速率為5°/min,掃描范圍為20°~80°。
2 結果與討論
2.1 水下FSW接頭的微觀組織和硬度
圖2a~e分別為FSW接頭經刻蝕后的塞棒母材區、上熱影響區、焊縫區、下熱影響區和管道母材區的微觀形貌。可見,塞棒母材區的顯微組織較大,大部分為塊狀,并且無任何點蝕;上熱影響區和下熱影響區顯微組織相似,但下熱影響區更為致密,用4%硝酸酒精處理后,局部出現較小的點蝕;管道母材區顯微組織更為致密,但處理后也出現了較小的點蝕坑;焊縫區為碎葉狀,顯微組織最為致密,處理后也無點蝕出現,說明FSW接頭焊縫區的耐蝕性較好。
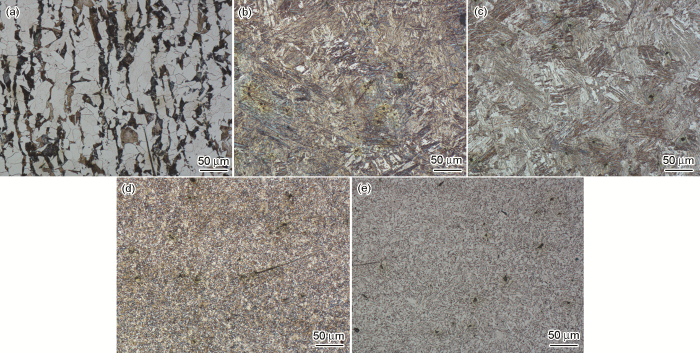
圖2 FSW接頭經刻蝕后各區域金相圖
圖3a和b分別是FSW接頭硬度測試點示意圖和FSW接頭的硬度曲線分布圖。可見,FSW接頭的塞棒區、上熱影響區、焊縫區、下熱影響區、母材區的硬度按順序先增大后減小;焊縫區硬度最大,其次是上、下熱影響區,最后是母材區和塞棒區。通過計算得到,FSW接頭的HV1,HV2和HV3平均HV硬度分別為322,305和275,整體平均HV硬度為300,這說明由于焊縫區為一弧形區域,硬度值隨著測量點距離焊縫位置增加而降低,硬度值從焊縫中心到邊緣區域逐漸減小。
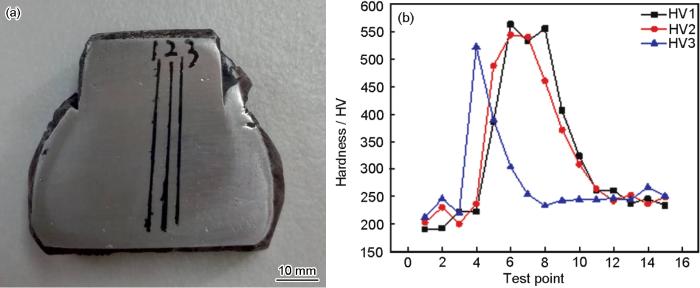
圖3 FSW接頭硬度測試點示意圖和分布圖
2.2 水下摩擦螺柱焊接頭的電化學性能
2.2.1 開路電位
圖4a~d分別為X65鋼試件和FSW接頭試件在飽和CO2的NaCl溶液中腐蝕2,4,6和8 h的開路電位。整體來看,在飽和CO2的NaCl溶液中腐蝕相同時間,X65鋼試件的開路電位和FSW接頭試件的電位數值相差很小,但是X65鋼試件開路電位稍正,主要是由于X65鋼試件表面積較小,其面積為1 cm×1 cm,在腐蝕的過程中更容易產生腐蝕產物覆蓋在試件的表面,故減緩了X65鋼試件的腐蝕;而FSW接頭是以X65鋼為基體、16Mn鋼為塞棒焊接而成的,因為試件表面不是單一材料,所以試件表面較難在腐蝕的過程中形成性質比較穩定的腐蝕產物。X65鋼和FSW接頭的整體腐蝕性能還要結合EIS和動電位極化曲線進行判斷。
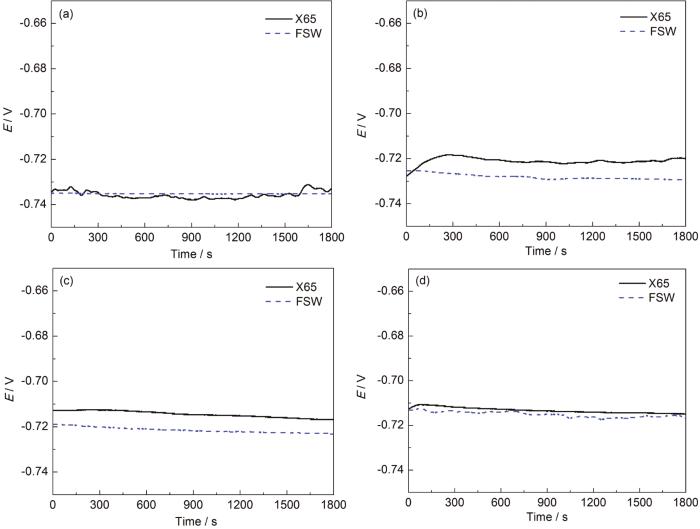
圖4 FSW和X65鋼接頭腐蝕不同時間的開路電位
2.2.2 電化學阻抗譜
圖5a1~a4分別為X65鋼試件和FSW接頭試件在飽和CO2的NaCl溶液中腐蝕2,4,6和8 h的Nyquist圖,圖5b1~b4為相應的Bode圖。可見,在飽和CO2環境中腐蝕相同時間,FSW接頭的阻抗整體上大于X65鋼試件的,但是在腐蝕4 h時,FSW接頭的阻抗小于X65鋼試件的,這主要是由于X65鋼試件表面積小,腐蝕后容易形成腐蝕產物附著在試件的表面,從而使X65鋼試樣的阻抗增加。總的來看,FSW接頭試件的整體耐腐蝕性比X65鋼的稍好,此結論與Bode圖反映的規律一致。從圖5還可以看出,在高頻區,試件的總阻抗主要為溶液電阻,電極過程主要由電荷傳遞控制;在低頻區,試件的總阻抗主要為溶液電阻和電荷轉移電阻,且FSW接頭的低頻端曲線尾部還出現了一小段斜向上的直線,這是因為此時的電極過程由擴散控制。這說明試件表面膜狀態不同會導致其阻抗值不同,從而使其耐蝕性不同。
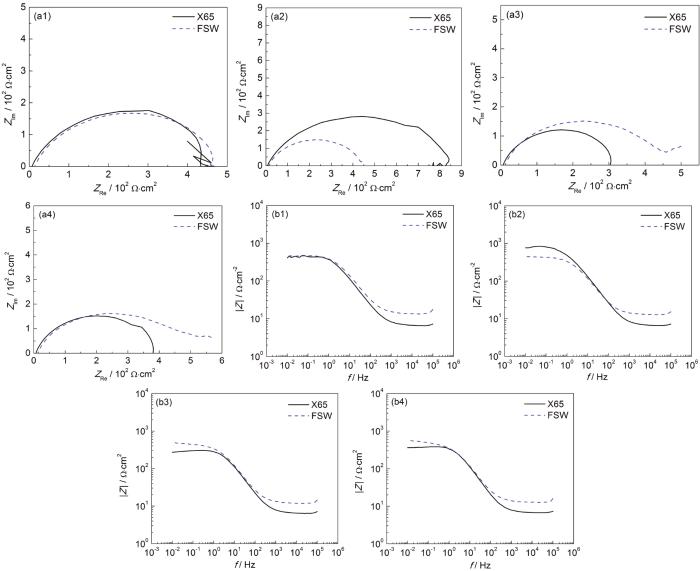
圖5 X65和FSW接頭腐蝕不同時間的Nyquist和Bode圖
X65鋼試件和FSW接頭在腐蝕過程中的等效電路如圖6所示。其中,Rs為溶液電阻,CPE為常相位角元件,Rct為電荷轉移電阻。利用ZSimpWin3.5軟件擬合等效電路的結果如表1所示。可知,腐蝕2,4,6和8 h時,FSW接頭的極化阻抗分別為460.9,431.50,452.3和513.6 Ω·cm2;X65鋼試件的極化阻抗分別為454.6,827.6,299和378.5 Ω·cm2。這說明FSW接頭試件比X65鋼試件的極化阻抗值大,因而耐蝕性更好。X65鋼試件和FSW接頭試件的阻抗擬合的數值與圖5中Nyquist圖反映的規律一致。
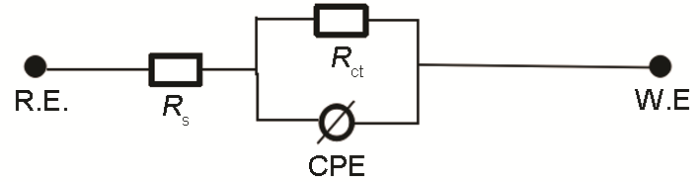
圖6 阻抗譜的等效電路圖
表1 X65鋼和FSW接頭等效電路擬合結果

2.2.3 極化曲線
圖7a~d分別為X65鋼試件和FSW接頭試件在飽和CO2的NaCl溶液中腐蝕4,6和8 h的Tafel圖,表2是Tafel曲線的擬合結果。
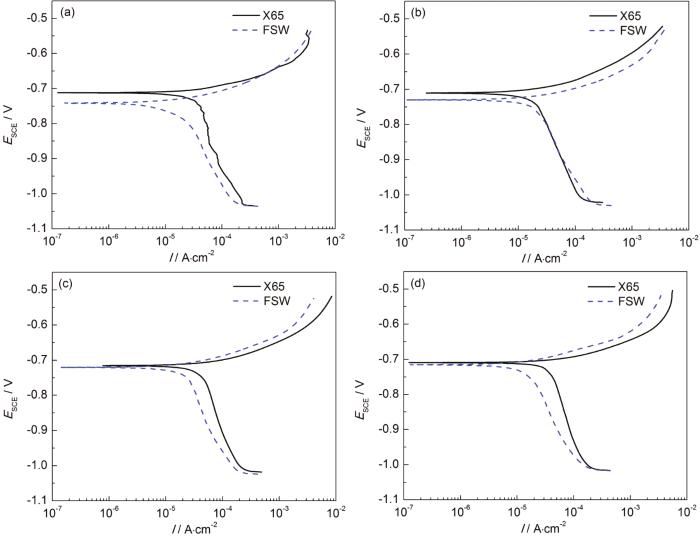
圖7 X65鋼和FSW接頭腐蝕不同時間的Tafel圖
表2 X65鋼和FSW接頭腐蝕不同時間的擬合結果
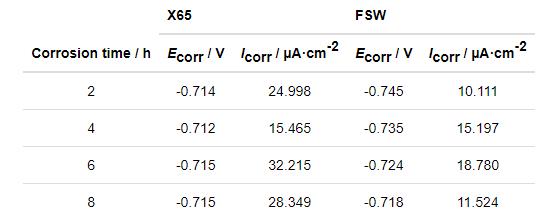
根據Tafel擬合結果,得到試件的腐蝕電流密度。試件的腐蝕電流密度越大,試件的耐腐蝕性越差,反之亦然。根據圖7和表3中擬合試件的腐蝕電流密度可知:在飽和CO2的NaCl溶液中,X65鋼和FSW接頭腐蝕相同時間,FSW接頭的自腐蝕電流密度整體小于X65鋼試件的;腐蝕2 h時,X65鋼的腐蝕電流密度為24.998 A·cm-2,FSW接頭的腐蝕電流密度為10.111 A·cm-2;腐蝕8 h時,X65鋼的腐蝕電流密度為28.349 A·cm-2,FSW接頭的腐蝕電流密度為11.524 A·cm-2。但是在腐蝕4 h時,X65鋼的腐蝕電流密度為15.465 A·cm-2,FSW接頭腐蝕電流密度為15.197 A·cm-2,可以看出X65鋼和FSW接頭的腐蝕電流密度大小相差不大,主要是因為在X65鋼腐蝕4 h時試件表面形成較穩定腐蝕產物層所致,極大地減小了X65鋼腐蝕速率,故此時X65鋼和FSW接頭的腐蝕電流密度大致相等。針對腐蝕不同時間的FSW接頭而言,其腐蝕電流密度先增大后減小,腐蝕2,4,6和8h的腐蝕電流密度分別為10.111,15.197,18.780和11.524 A·cm-2,而在腐蝕8 h后腐蝕電流密度變小是由于FSW接頭在腐蝕的過程中逐漸產生的腐蝕產物附著在試件表面所致,說明腐蝕產生的腐蝕產物也能減小試件的腐蝕效率。
2.3 腐蝕產物分析
2.3.1 腐蝕后宏觀金相
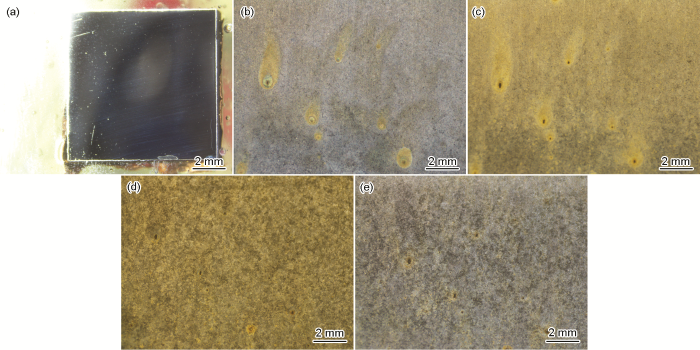
圖8 X65鋼試件腐蝕不同時間后的宏觀金相圖
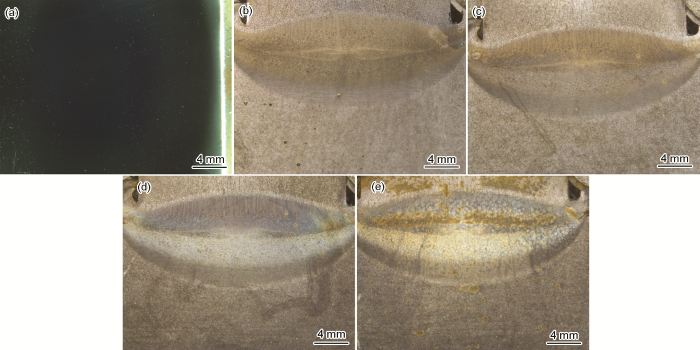
圖9 FSW接頭腐蝕不同時間后的宏觀金相圖
對比圖8和9中X65鋼和FSW接頭在通入CO2氣體的溶液中腐蝕相同時間的宏觀金相,可知在同一時間內X65鋼較FSW接頭先出現點蝕,但是在腐蝕4 h時X65鋼表面就形成了腐蝕產物,8 h后X65鋼整體腐蝕也是比較嚴重的,點蝕坑更深、數量也更多;而FSW接頭隨著腐蝕時間增加,腐蝕情況逐漸嚴重,腐蝕6 h時開始出現黃色的Fe2O3,8 h后更為明顯,與電化學實驗中阻抗譜和極化曲線的結果一致。故從宏觀金相大致判斷FSW接頭的耐腐蝕整體比X65鋼要好。由于點蝕經常發生在具有自鈍化性能的金屬或合金上,并且在含Cl-的介質中更易發生 (如不銹鋼、Al和鋁合金等在海水中發生的點蝕)。在表面腐蝕產物層存在孔隙的情況下,碳鋼在含Cl-水中也會出現點蝕。因此,將X65鋼和FSW接頭置于飽和CO2的模擬海水環境中,其表面的膜會被Cl-破壞而形成點蝕源,且蝕孔一旦形成,蝕孔內的表面就處于活性溶解狀態,電位較負,成為陽極;蝕孔外的金屬表面仍處于鈍態,電位較正,成為陰極,于是蝕孔內外構成了一個活化-鈍化的微電偶腐蝕電池。
2.3.2 腐蝕后微觀金相
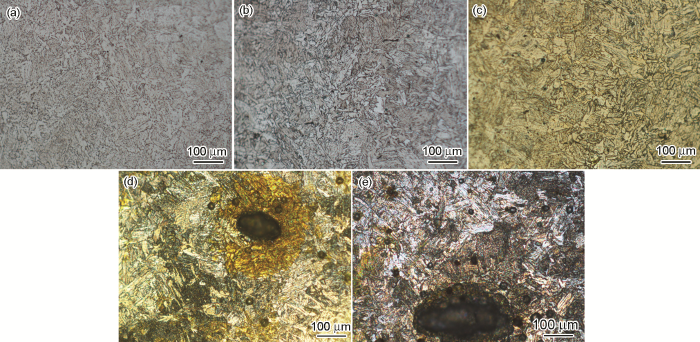
圖10 X65鋼腐蝕不同時間后的微觀金相
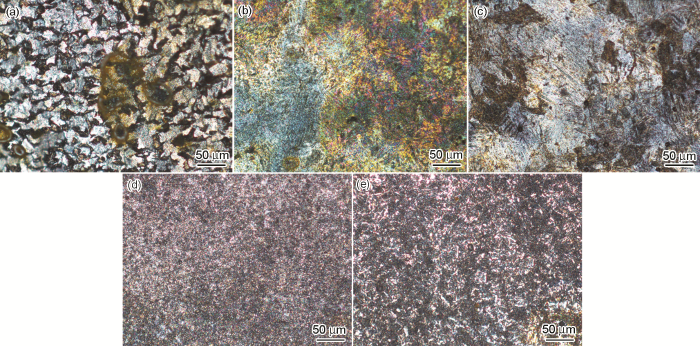
圖11 FSW接頭腐蝕8 h后各區域的金相圖
由圖11可見,FSW接頭在飽和CO2的NaCl溶液中腐蝕8 h后,焊縫區出現了較大的點蝕坑,但還能大致分辨原始的碎葉狀組織形貌;下熱影響區和母材區腐蝕情況較嚴重;腐蝕最嚴重的是塞棒區和上熱影響區,點蝕區域已經連成一片,原始組織形貌已經無法分辨。故而,FSW接頭制備過程中焊縫區和熱影響區由于應力和熱應力影響導致焊縫區耐蝕性最好,其次是下熱影響區和母材區,最后是上熱影響區和塞棒區。
對比圖10和11中X65鋼和FSW接頭在飽和CO2溶液中腐蝕不同時間后的宏觀金相可知,X65鋼試件表面在腐蝕6 h時出現了多個十分明顯的點蝕坑,有的點蝕坑還較大,而FSW接頭表面整體點蝕坑較小、較少,但局部區域腐蝕比較嚴重;相對X65鋼來說,FSW接頭各個區域中,焊縫區和塞棒區腐蝕較輕,而上熱影響區、下熱影響區和母材區腐蝕較嚴重。
2.3.3 腐蝕產物成分
圖12為FSW接頭在飽和CO2溶液中腐蝕8 h的XRD譜。圖13為FSW接頭在飽和CO2溶液中腐蝕8 h后任意區域的EDS結果。可見,FSW接頭在飽和CO2溶液中腐蝕8 h后的腐蝕產物主要是Fe2O3。以上腐蝕產物分析與圖13中關于試件表面的EDS分析結果較吻合。
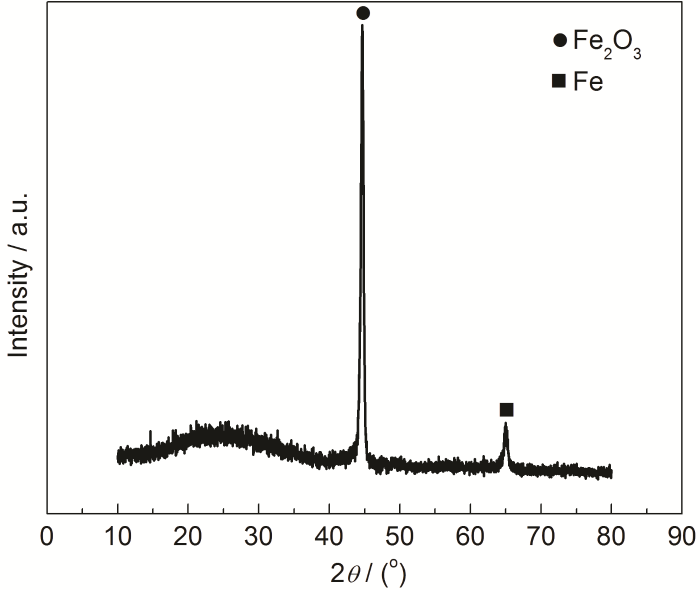
圖12 FSW接頭腐蝕8 h的XRD譜
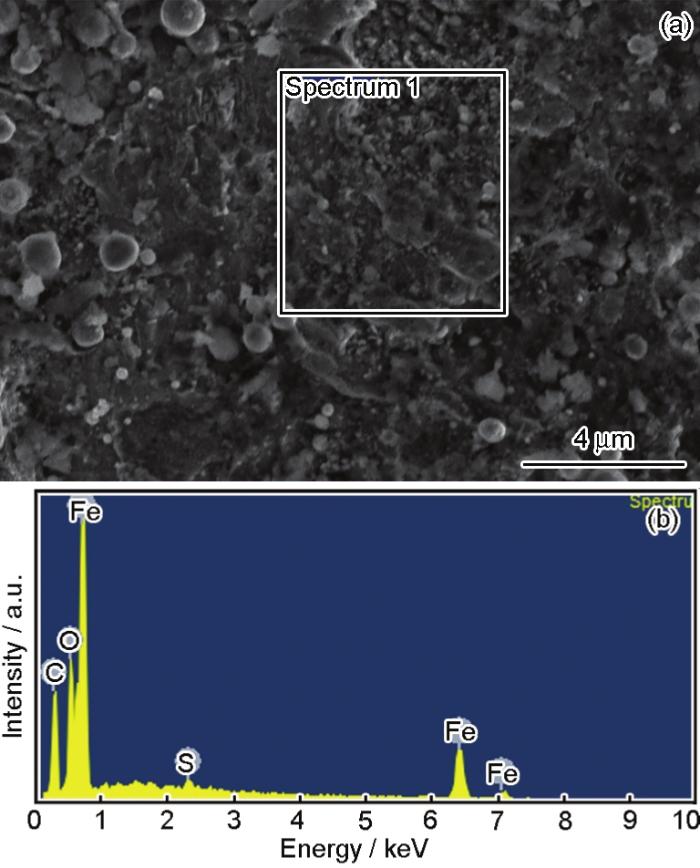
圖13 FSW接頭腐蝕8 h后腐蝕產物SEM像以及EDS分析結果
3 結論
(1) X65管線鋼與16Mn鋼塞柱的FSW接頭,焊縫區的硬度值最大,其次為熱影響區,塞棒區和母材區硬度最小。在飽和CO2的NaCl水溶液中,焊縫區耐蝕性最好,主要是因為在制備的過程中產生的高溫改變了材料的性質,焊縫區組織比較致密平滑。
(2) 與X65鋼相比,FSW接頭在飽和CO2的NaCl水溶液中的開路電位更正、阻抗更大、腐蝕電流密度更小,說明FSW接頭的耐腐蝕性整體比X65管線鋼的要好。
(3) FSW接頭在飽和CO2的NaCl水溶液中的腐蝕產物主要是Fe2O3。
參考文獻
1 Hynes N R J, Nagaraj J, Sujana J A J. Ultrasonic evaluation of friction stud welded AA 6063/AISI 1030 steel joints [J]. Mater. Des., 2014, 62: 118
2 Hynes N R J, Nagaraj J, Sujana J A J. Investigation on joining of aluminum and mild steel by friction stud welding [J]. Mater. Manufactur. Proc., 2012, 27: 1409
3 Morikawa K, Kawai G, Ochi H, et al. Strength of 2017 aluminium alloy stud joints by friction welding [J]. Weld. Int., 2013, 27: 18
4 Julian R D P, Mukherjee P, Verl A. Automatic close-optimal workpiece positioning for robotic manufacturing [J]. Proced. CIRP, 2018, 72: 277
5 Zhang X D, Deng C Y, Wang D P, et al. Improving bonding quality of underwater friction stitch welds by selecting appropriate plug material and welding parameters and optimizing joint design [J]. Mater. Des., 2016, 91: 398
6 Seli H, Ismail A I, Rachman E, et al. Mechanical evaluation and thermal modelling of friction welding of mild steel and aluminium [J]. J. Mater. Process. Technol., 2010, 210: 1209
7 Hynes N R J, Nagaraj P, Palanichamy R, et al. Numerical simulation of heat flow in friction stud welding of dissimilar metals [J]. Arab. J. Sci. Eng., 2014, 39: 3217
8 Yao F. Development of key equipment for robot friction stud welding system [D]. Nanjing: Nanjing University of Science and Technology, 2016
8 姚峰. 機器人摩擦螺柱焊接系統關鍵裝備設計與研究 [D]. 南京: 南京理工大學, 2016
9 Zhang H Y. Study on friction stud welding technology and device of steel stud & aluminum plate dissimilar material [D]. Nanjing: Nanjing University of Science and Technology, 2015
9 張惠蕓. 鋼螺柱—鋁板異種材料摩擦螺柱焊工藝和裝置研究 [D]. 南京: 南京理工大學, 2015
10 Zhou C K. Study on friction stud welding of dissimilar material aluminum plate/steel stud [D]. Nanjing: Nanjing University of Science and Technology, 2017
10 周傳昆. 鋁板—鋼螺柱異種材料摩擦螺柱焊工藝研究 [D]. 南京: 南京理工大學, 2017
11 Cui L. Research on the application foundation of underwater friction hydro pillar processing and friction taper plug welding technologies for marine steels [D]. Tianjin: Tianjin University, 2014
11 崔雷. 海洋工程用鋼水下等靜壓摩擦柱塞焊接技術應用基礎研究 [D]. 天津: 天津大學, 2014
12 Xu Y G, Jiao X D, Zhou C F, et al. Influence of rotation speed on mechanical properties of friction stud welding joints [J]. Electric Weld. Mach., 2015, 45(2): 23
12 徐亞國, 焦向東, 周燦豐等. 旋轉速度對摩擦螺柱焊接頭力學性能的影響 [J]. 電焊機, 2015, 45(2): 23
13 Xu Y G, Jiao X D, Zhou C F, et al. Effect of welding environment on forming quality of friction stud welding [J]. Weld. Technol., 2015, 44(2): 61
13 徐亞國, 焦向東, 周燦豐等. 焊接環境對摩擦螺柱焊成形質量的影響 [J]. 焊接技術, 2015, 44(2): 61
14 Gu Y H, Ma H J, Gao H, et al. Microstructure and local corrosion behavior of friction stud welding of 16Mn steel [J]. J. Shanghai Jiaotong Univ., 2017, 51(11): 70
14 顧艷紅, 馬慧娟, 高輝等. 16Mn鋼摩擦螺柱焊接頭的微觀組織與局部腐蝕 [J]. 上海交通大學學報, 2017, 51(11): 70
15 Ma H J, Gu Y H, Gao H, et al. Microstructure, chemical composition and local corrosion behavior of a friction stud welding joint [J]. J. Mater. Eng. Perform., 2018, 27: 666
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:7214

腐蝕與“海上絲綢之路”
點擊數:5804